Изобретение относится к сборочным автоматам и может быть использовано в любой отрасли машиностроения, где есть необходимость в сборке винтов с гайками.
Цель изобретения - повышение производительности, расширение технологических возможностей.
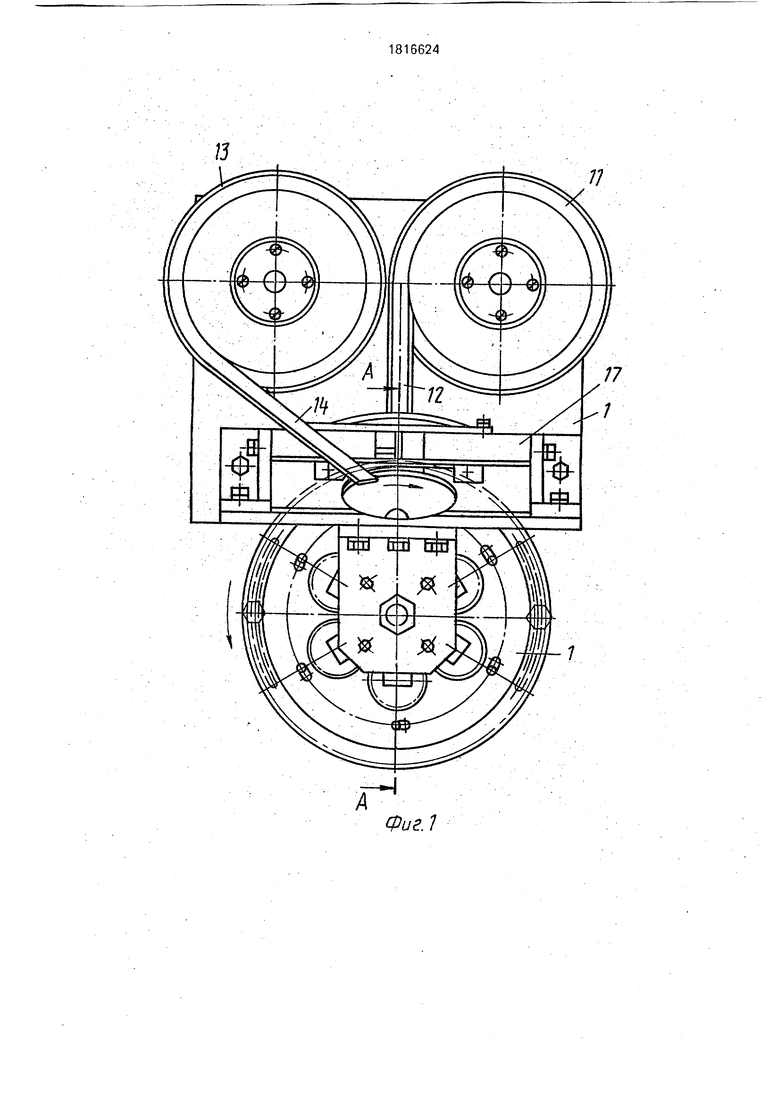
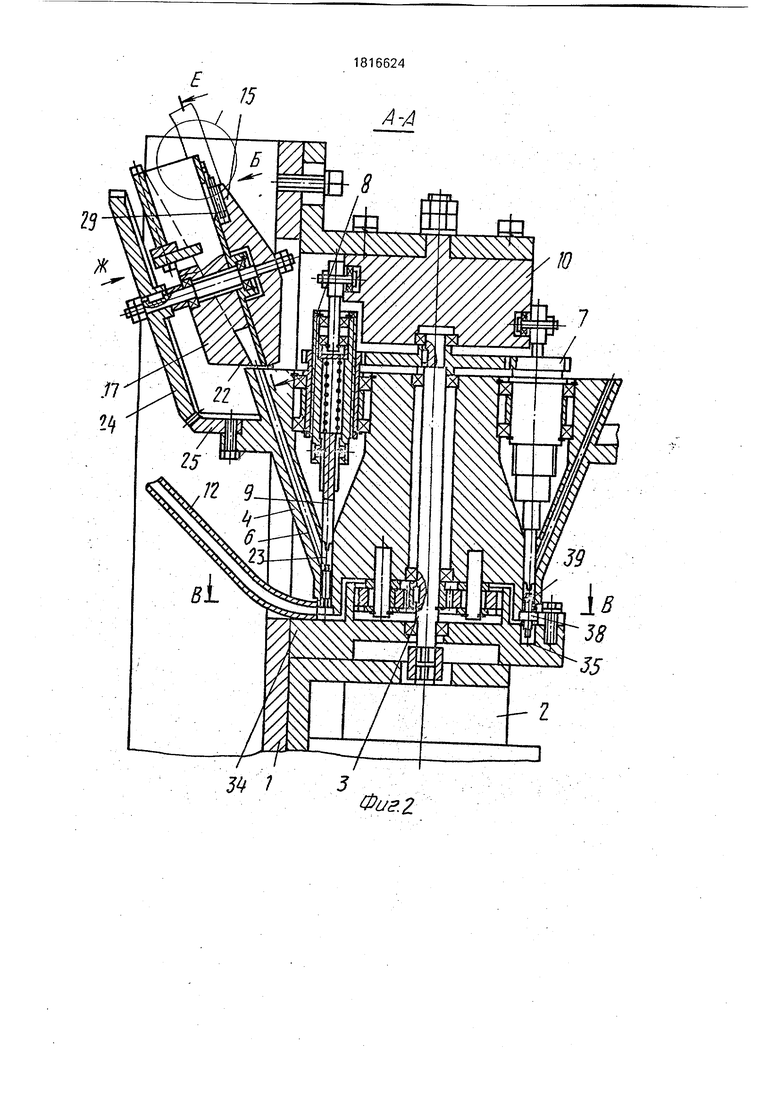
На фиг. 1 изображен предлагаемый автомат, общий вид; на фиг. 2 - разрез А-А на
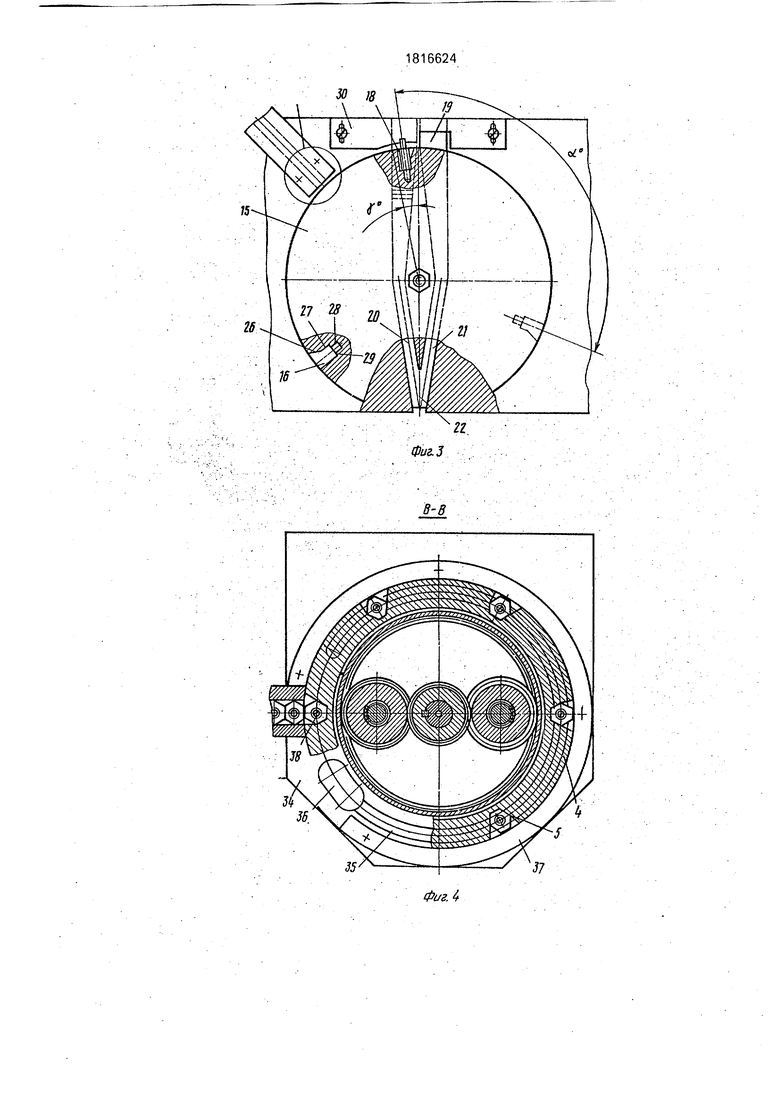
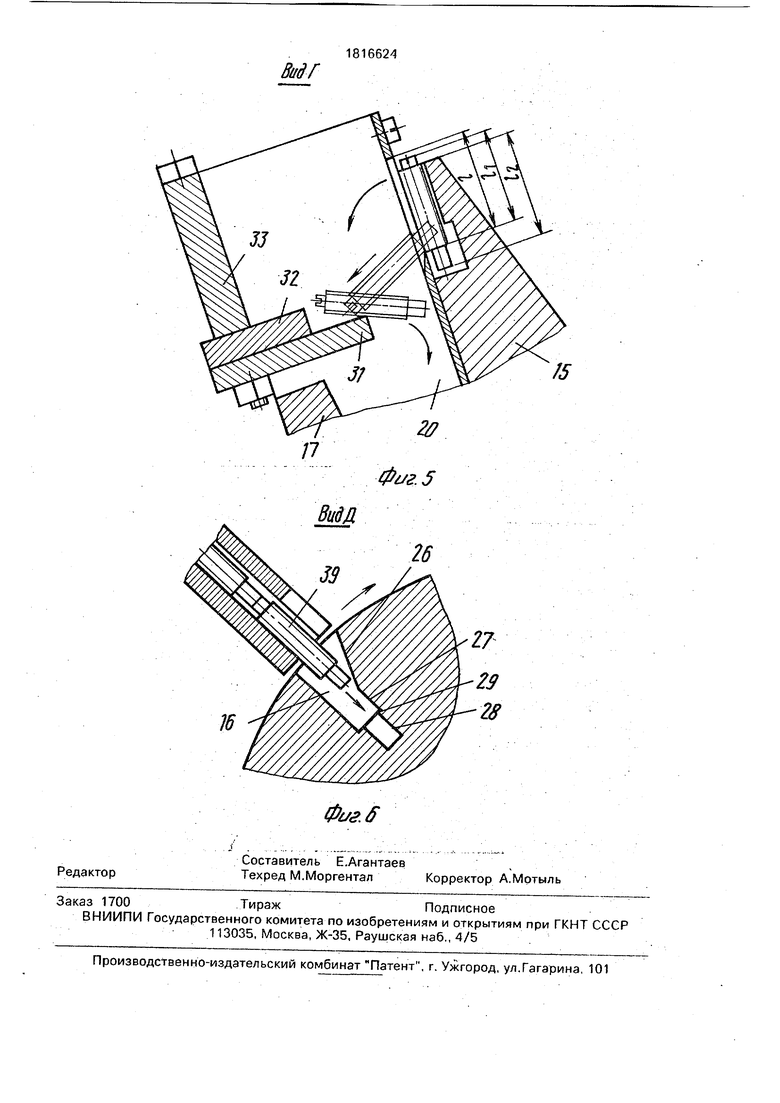
фиг. 1; на фиг. 3 - вид Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 2; на фиг. 5 - вид Г на фиг. 2, в момент переориентации винта; на фиг. 6 - вид Д на фиг. 3, диск в момент загрузки винта.
Автомат содержит станину 1 с размещенным на ней приводом 2, на выходном зубчатом валу 3 которого шарнирно установлен многошпиндельный сборочный барабан 4 с гнездами 5 для гаек и каналами 6 для винтов. Сборочный барабан выполнен в виде водила планетарного редуктора с пониженной частотой вращения, передаваемой с зубчатого вала, и несет на противоположном приводу торце сателлиты 7 с повышенной частотой вращения, в шлицевых отверстиях которых размещены подвижные в осевом направлении винтоверты 8 с подпружиненными отвертками 9, взаимодействующие с профильным кулачком 10, жестко смонтированным на станине по оси сборочного барабана, Для загрузки гаек в гнезда 5 барабана 5 на станине установлен вибробункер 11, связанный со сборочным барабаном лотком 12. Для загрузки винтов установлен вибробункер 13, связанный лотком 14. с механизмом поштучной выдачи и ориентации, выполненным в виде наклонного диска 15 с радиальными фасонными гнездами 16 и приемного устройства 17 с двумя окнами 18,19, переходящими в каналы 20, 21, сходящиеся в один общий канал 22, оканчивающийся на торце сборочного барабана, на радиусе расположения начала наклонных каналов 6, соединенных .с каналами 23 прохождения отвертсГк, Диск 15 получает вращение от сборочного барабана через пару конических шестерен 24, 25, одна из которых жестко с ним связана, а другая закреплена на сборочном .барабане с. возможностью доворота относительно него, что обеспечивает оптимальный пуск винта на поверхность сборочного барабана и захват его каналом.
Соотношение диаметров шестерен 1:2, соответственно число гнезд 16 диска 15 в 2 раза меньше количества каналов 6 сборочного барабана, что позволяет производить поштучную подачу одного винта под каждую отвертку и увеличить угол а размещения гнезд 16 на диске 15, т.к. он должен быть в 2...3 раза больше угла у размещения на приемном устройстве окон 18, 19, для исключения сдвоенного пуска винтов в канал 22. Угол наклона диска к горизонтали выбирается опытным путем, он должен обеспечивать поступление под действием силы тяжести винтов из лотка 14 в гнезда 16 и из гнезд-в окна 18, 1.9 приемного устройства и равен 70а.
Фасонные гнезда 16 диска 15 выполнены со скосом 26 в верхней передней части для надежного захвата винтов, в средней части 27 - по диаметру винта для его ориентированной подачи, в нижней части 28 - по диаметру хвостовиков винта для определения его пространственного положения, причем со стороны приемного устройства 17, по которому проскальзывает диск 15, егЪ
гнезда 16 открыты. Окна 18, 19 приемного устройства начинаются на уровне ступени 29 средней и нижней частей гнезда и выше максимальной длины винта. Переднее,
ближнее к лотку 14 окно 1.8 снабжено регулировочной заслонкой 30, частично закрывающей окно до размера I, большего длины И винта без его заходного конца, но.меньшего длины винта 2 без его шлицевого конца.
Для сборки винтов иной длины регулировочная заслонка соответственно сдвигается вверх или вниз, и меняя размер окна. В канале 20 приемного устройства установлен ступенчатый ориентатор, состоящий из стягиваемых
5 между собой пластин 3.1-33, нижняя из ко-, торых 31 служит для опоры опрокидывающегося из окна 18 винта и ее выступающая в канал 20 часть меньше половины длины винта (на 2...3 мм), средняя пластина 32 об0 разует свой вертикальной стенкой со стенкой канала 20 проход больше длины винта (на 2...3 мм), верхняя несущая пластина 33 служит для регулировки угла д падения винта на пластину 31, который составляет30...40°
5 и обеспечивает лучшее проскальзывание винта. Для регулировки глубины ввинчивания винтов в гайки профильный кулачок 10может передвигаться на станине вдоль оси сборочного барабана. Для приема гаек и отвода
0 сборочных узлов под барабаном неподвижно смонтирована на станине 1 подошва 34, выполненная на выходе из лотка 12 гладкой, а в дальнейшем - с пазом 35 для винтов, выполненных на радиусе расположения от5 верток. Перед позицией загрузки паз 35 выполнен сквозным 36 и по ширине большим диаметра описанной окружности гайки. В зоне сборки барабан охватывает закрепленный на подошве кожух 37, образующий с
0 гнездом сборочного барабана размер S клн ча, для фиксации гайки от проворота в момент ее сборки с винтом.
Автомат работает следующим образом. Вибробункер 11 загружают гайками 38,
5 вибробункер 23 загружают винтами 39 и включают их до заполнения лотков 12, 14. Включается автоматический цикл сборки, при котором привод 2 через зубчатый вал 3 передает ускоренное вращение на сателлиты
0 у, винтоверты 8 и отвертки 9, и медленное вращение - на сборочный барабан 4. Сборочный барабан через шестерни 24, 25 передает вращение на диск 15, который, поворачиваясь, захватывает из лотка 14 гнездом
5 16 винт 39. Винт соскальзывает по скосу 26, входит резьбовой частью в среднюю часть 27 гнезда 16, а хвостовиком - в нижнюю часть 28, зависая на ступени 29 гнезда 16 При дальнейшем вращении диска 15 его гнездо 16 совмещается с окном 18 и, так как
диск наклонен к горизонтальной плоскости, винт под действием силы тяжести опрокидывается шлицевым хвостовиком (при его положении вверху) в канал 20 на нижнюю пластину 31 ориентатора, соскальзывает по ней до упора в среднюю пластину 32 и вторично опрокидывается заходным концом в нижнюю часть канала, поступая в канал 22 сориентированным шлицевым хвостовиком вверх. Если винт расположен в гнезде диска заходным, более высоким хвостовиком вверх, то при перемещении по приемному устройству 17 он, опираясь на регулировочную заслонку 30, проходит вдоль окна 18, опрокидывается в окно 19 заходным хвостовиком вперед и через канал 21 поступает в общий канал 22, ложась на поверхность сборочного барабана 4 между двумя соседними каналами 6.
Одновременно из лотка 12 в гнездо 5 сборочного барабана, при их совмещении, поступает гайка, проскальзывающая по гладкой поверхности подошвы 34, и фиксируется от поворота при дальнейшем повороте бара- бана закрепленного на ней кожухом 37. По- еле этого канал 6 сборочного барабана 4 совмещается с каналом 22 приемного устройства и винт через канал 6 переходит в канал 23, устанавливаясь заходным хвостовиком в резьбовое отверстие гайки по оси от- вертки 9 винтоверта 8. Отвертка 9 подводится профильным кулачком 10 к винту и ввинчивает его в гайку, причем его заходный хвостовик выходит в паз 35 подошвы 34. В конце сборки винт выходит из соединения с отверткой 9, ход которой ограничен профильным кулачком 10, и выпадает вместе с собранной гайкой в паз 36 подошвы 34, а отвертка отводится профильным кулачком 10 в исходное положение, освобождая канал 23 для очередного винта.
Формула.изобретения 1, Автомат для сборки винтов с гайками, содержащий станину, установленный на
:
ней вращающийся от привода многопозиционный сборочный барабан, с канавами для деталей, выполненный в виде водила планетарного редуктора, установленного шарнирно на выходном зубчатом валу привода и снабженного на одном из торцов кинематически связанным с зубчатым валом сателлитами, несущими подвижные в осевом направлении винтоверты с подпружиненными отвертками, имеющими возможность взаимодействия с профильным кулачком, жестко смонтированным на станине по оси барабана, вибробункеры для подачи винтов и гаек, механиз м.поштучной выдачи и ориентации винтов, от ли чающийся тем, что, с целью повышения производительности, механизм поштучной выдачи и ориентации винтов выполнен в виде наклонного и кинематически связанного со сборочным барабаном посредством пары конических шестерен диска с радиальными фасонными гнездами, открытыми по периферии торца, и смонтированного на станине приемного устройства, примыкающего к диску и выполненного с двумя окнами разной высоты, переходящими в каналы, сходящиеся в один общий, имеющий возможность совмещения с каналами сборочного барабана, выполненными до пересечения с каналами для прохождения отверток, при этом канал приемного устройства, имеющий окно меньшей высоты, выполнен со ступенчатым ори- ентатором.
2. Автомат по п. 1, отличающийся тем, что, с целью расширения технологических возможностей, окно для подачи винтов меньшей высоты снабжено регулировочной заслрнкой, а ступенчатый ориентатор выполнен в виде набора пластин, имеющих возможность регулировочного изменения их положения для регулирования ширины верхней и нижней частей канала.
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки резьбовых соединений | 1985 |
|
SU1337244A1 |
| Автомат для сборки комплекта деталей | 1990 |
|
SU1756097A1 |
| Винтоверт | 1985 |
|
SU1305019A1 |
| Многопозиционный автомат для сборки узла | 1981 |
|
SU921763A1 |
| Устройство для сборки корпусных деталей с комплектующими | 1988 |
|
SU1511042A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| Автомат для сборки резьбовых соединений | 1986 |
|
SU1386414A1 |
| Пневматическое переносное заворачивающее устройство с автоматической подачей винтов | 1980 |
|
SU921841A1 |
| Гайконарезной автомат | 1987 |
|
SU1540969A1 |
| Полуавтомат для сборки секаторов | 1982 |
|
SU1144830A1 |
Изобретение относится к сборочным автоматам и может быть использовано в любой отрасли машиностроения, где есть необходимость в сборке винтов с гайками. Автомат для сборки винтов с гайками содержит вращающийся от привода многопозиционный барабан, выполненный в виде водила планетарного редуктора, установленного шар- нмрно на выходном зубчатом валу привода и снабженного на одном из торцов кинематически связанными с зубчатым валом сателлитами, несущими подвижные в осевом направлении винтоверты с отвертками, взаимодействующими с профильным кулачком, вибробункеры для подачи винтов и гаек, механизм поштучной выдачи и ориентации винтов, выполненных в виде наклонного и кинематически связанного со сборочным барабаном посредством пары конических шестерен диска с радиальными фасонными гнездами, открытыми по периферии торца, и приемного устройства, примыкающего к диску и выполненного с двумя окнами разной высоты, переходящими в каналы, сходящиеся в один общий, периодически сообщающийся с наклонными каналами сборочного барабана, выполненными до пересечения с каналами для прохождения отверток. При этом канал приемного устройства, имеющий окно меньшей высоты, выполнен со ступенчатым ориен- татором с шириной нижней ступени, меньшей половины длины подаваемого винта, а ближнее к вибробункеру подачи винтов окно снабжено регулируемой заслонкой. Кроме того, ступенчатый ориентир выполнен в виде набора подвижных пластин, установленных с возможностью регулирования ширины верхней и нижней частей канала, 1 з.п. ф-лы, бил. ч w fe 00 сЈ ON ГО
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ УСТРАНЕНИЯ СКОЛЬЖЕНИЯ КОЛЕС АВТОМОБИЛЕЙ | 1920 |
|
SU292A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Автомат для сборки резьбовых соединений | 1986 |
|
SU1386414A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
