(54) ЗАГРУЗОЧНОЕ УСТРОЙСТВО
1
Изобретение относится к автоматизации технологических процессов в машиностроении и может найти применение для подачи деталей типа винтов и заклепок в сборочные автоматы..
Известно загрузочное устройство, содержащее питатель, выполненный в виде шибера с гнездом для перемещения детали, привод возвратно-поступательного перемещения щибера, вакуумный захват, подводящий и отводящий лотки 1.
Однако это устройство не предусматривает ориентированную подачу малогабаритных деталей и предназначено только для перемещения тонких деталей типа дисков и пластин.
Целью изобретения является повышение производительности при подаче малогабаритных деталей типа винтов и заклепок.
Указанная цель достигается тем, что устройство снабжено опорной планкой с продольным пазом, расположенной над щибером, гнездо которого выполнено в виде сквозного отверстия, а вакуумный захват закреплен на планке и выполнен в виде эжектора, установленного соосно подводящему лотку и трубопроводу, один конец
которого соединен с эжектором, а другой установлен соосно отводящему лотку, причем в шибере выполнено дополнительное отверстие, параллельное его гнезду, продольный паз расположен под эжектором
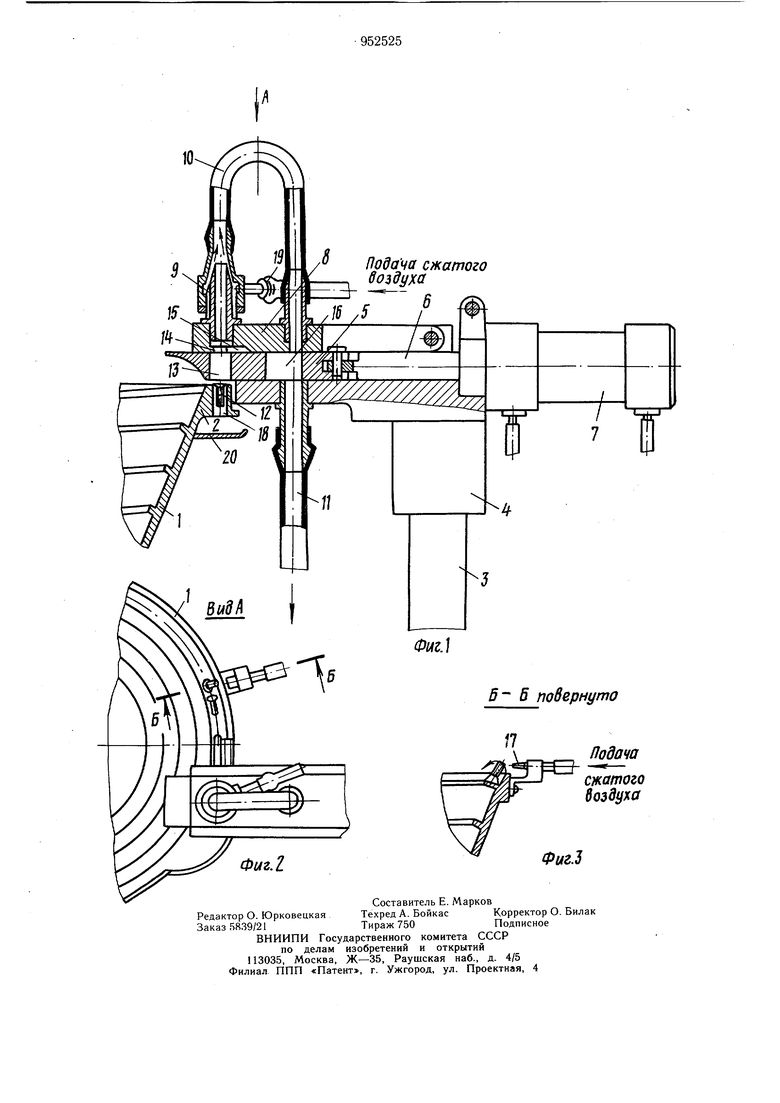
5 со стороны щибера, а отводящий и подводящий лотки расположены под щибером. На фиг. 1 изображено устройство для ориентированной подачи малогабаритных деталей, общий вид, в разрезе; на фиг. 2 -
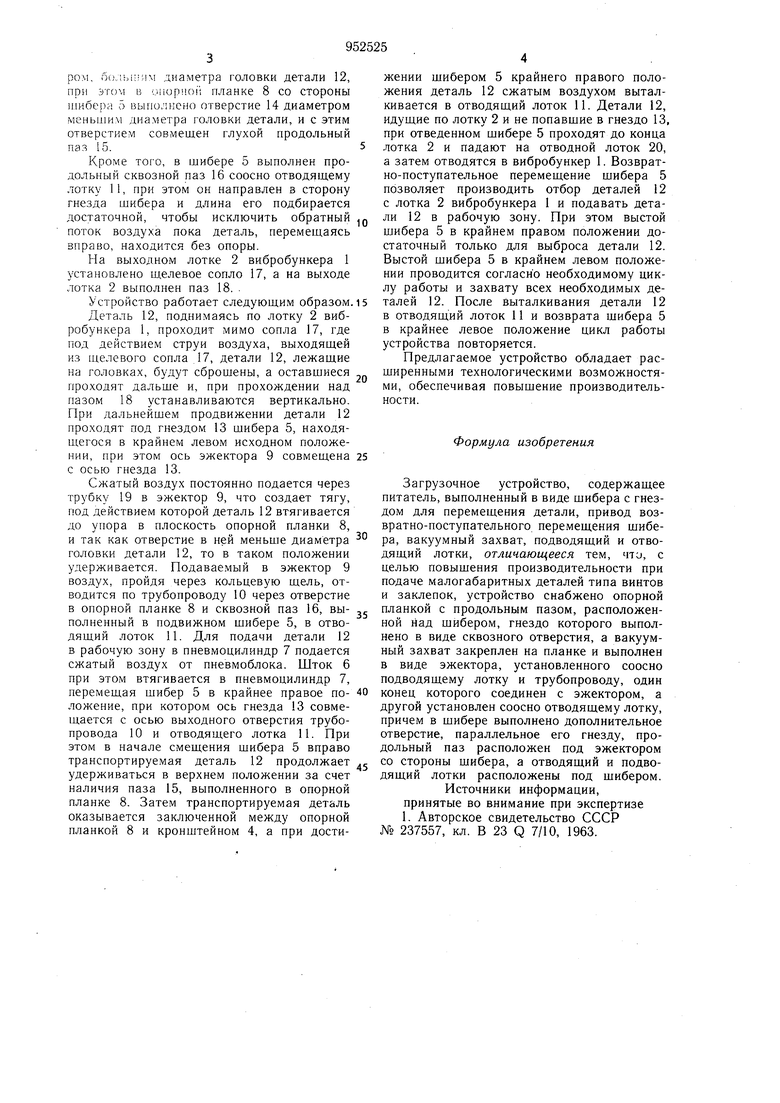
0 вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2.
Устройство состоит из вибробункера 1, над выходным лотком 2 которого с помощью стойки 3 установлен кронщтейн 4, в котором смонтирован щибер 5, соединенный со штоком 6 пневмоцилиндра 7. Над шибером 5 установлена опорная планка 8, на которой размещен эжектор 9, установленный соосно подводящему лотку, в качестве которого может быть, например, выходной лоток 2,
20 и трубопроводу 10, установленному соосно отводящему лотку 11 и соединенному другим концом с эжектором 9. По отводящему лотку 11 деталь 12 подается к исполнительному органу станка. Гнездо 13 в щибере 5 детали 12 выполнено сквозным отверстием дйаметром, диаметра головки детали 12, при зтом в уиорно планке 8 со стороны шибера 5 вы11о, отверстие 14 диаметром меньшим диаметра головки детали, и с этим отверстием совмещен глухой продольный паз 15.
Кроме того, в шибере 5 выполнен продольный сквозной паз 16 соосно отводящему лотку 11, при этом он направлен в сторону гнезда шибера и длина его подбирается достаточной, чтобы исключить обратный поток воздуха пока деталь, перемещаясь вправо, находится без опоры.
На выходном лотке 2 вибробункера 1 установлено щелевое сопло 17, а на выходе лотка 2 выполнен паз 18. .
Устройство работает следующим образом.
Деталь 12, поднимаясь по лотку 2 вибробункера 1, проходит мимо сопла 17, где под действием струи воздуха, выходящей из щелевого сопла. 17, детали 12, лежащие на головках, будут сброщены, а оставщиеся проходят дальше и, при прохождении над пазом 18 устанавливаются вертикально. При дальнейшем продвижении детали 12 проходят под гнездом 13 щибера 5, находящегося в крайнем левом исходном положении, при этом ось эжектора 9 совмещена с осью гнезда 13. Сжатый воздух постоянно подается через трубку 19 в эжектор 9, что создает тягу, под действием которой деталь 12 втягивается до упора в плоскость опорной планки 8, и так как отверстие в ней меньще диаметра головки детали 12, то в таком положении удерживается. Подаваемый в эжектор 9 воздух, пройдя через кольцевую щель, отводится по трубопроводу 10 через отверстие в опорной планке 8 и сквозной паз 16, выполненный в подвижном щибере 5, в отводящий лоток 11. Для подачи детали 12 в рабочую зону в пневмоцилиндр 7 подается сжатый воздух от пневмоблока. Шток 6 при этом втягивается в пневмоцилиндр 7, перемещая шибер 5 в крайнее правое положение, при котором ось гнезда 13 совмещается с осью выходного отверстия трубопровода 10 и отводящего лотка 11. При этом в начале смещения шибера 5 вправо транспортируемая деталь 12 продолжает удерживаться в верхнем положении за счет наличия паза 15, выполненного в опорной планке 8. Затем транспортируемая деталь оказывается заключенной между опорной планкой 8 и кронштейном 4, а при достижении шибером 5 крайнего правого положения деталь 12 сжатым воздухом выталкивается в отводящий лоток 11. Детали 12, идущие по лотку 2 и не попавщие в гнездо 13, при отведенном щибере 5 проходят до конца лотка 2 и падают на отводной лоток 20, а затем отводятся в вибробункер 1. Возвратно-поступательное перемещение щибера 5 позволяет производить отбор деталей 12 с лотка 2 вибробункера 1 и подавать детали 12 в рабочую зону. При этом выстой щибера 5 в крайнем правом положении достаточный только для выброса детали 12. Выстой щибера 5 в крайнем левом положении проводится согласно необходимому циклу работы и захвату всех необходимых деталей 12. После выталкивания детали 12 в отводящий лоток 11 и возврата щибера 5 в крайнее левое положение цикл работы устройства повторяется.
Предлагаемое устройство обладает расширенными технологическими возможностями, обеспечивая повыщеиие производитель,- ности. Формула изобретения Загрузочное устройство, содержащее питатель, выполненный в виде щибера с гнездом для перемещения детали, привод возвратно-поступательного перемещения щибера, вакуумный захват, подводящий и отводящий лотки, отличающееся тем, чти, с целью повышения производительности при подаче малогабаритных деталей типа винтов и заклепок, устройство снабжено опорной планкой с продольным пазом, расположенной над шибером, гнездо которого выполнено в виде сквозного отверстия, а вакуумный захват закреплен на планке и выполнен в виде эжектора, установленного соосно подводящему лотку и трубопроводу, один конец которого соединен с эжектором, а другой установлен соосно отводящему лотку, причем в щибере выполнено дополнительное отверстие, параллельное его гнезду, продольный паз расположен под эжектором со стороны щибера, а отводящий и подводящий лотки расположены под щибером. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 237557, кл. В 23 Q 7/10, 1963.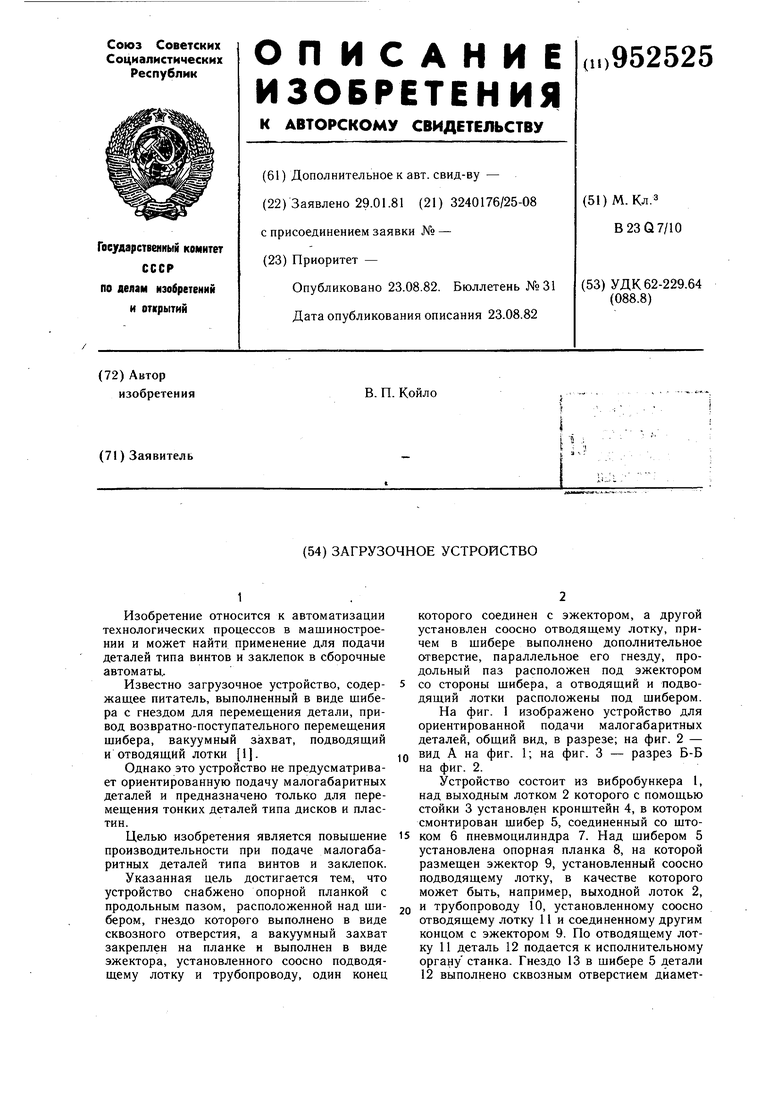
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочно-разгрузочное устройство | 1985 |
|
SU1313636A1 |
| Устройство для ориентации деталей | 1989 |
|
SU1710289A1 |
| Ориентирующее устройство | 1989 |
|
SU1708577A1 |
| Загрузочное устройство | 1986 |
|
SU1445910A1 |
| Ориентирующее устройство | 1982 |
|
SU1052365A1 |
| Ориентирующее устройство | 1988 |
|
SU1593906A1 |
| Загрузочное устройство | 1985 |
|
SU1268367A1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАННОЙ ПОДАЧИ СТРАТИФИКАТОРОВ | 1993 |
|
RU2053094C1 |
| Устройство для ориентированной поштучной выдачи деталей | 1977 |
|
SU634907A1 |
| Загрузочное устройство | 1987 |
|
SU1445907A1 |