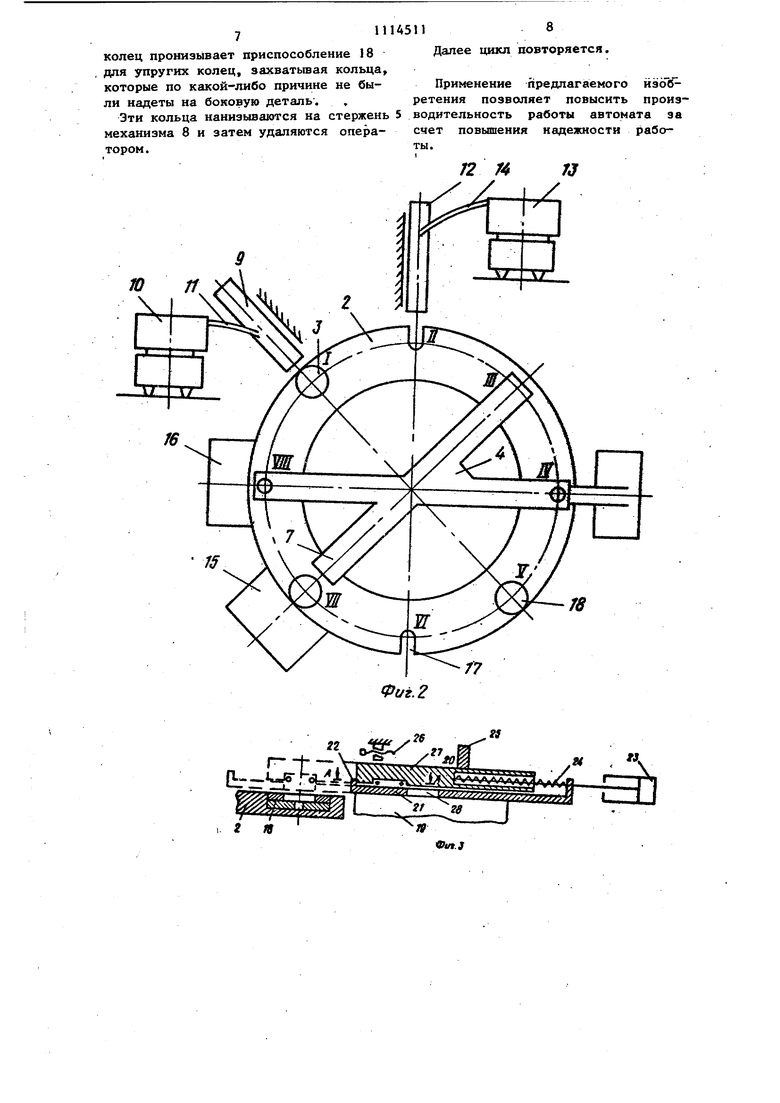
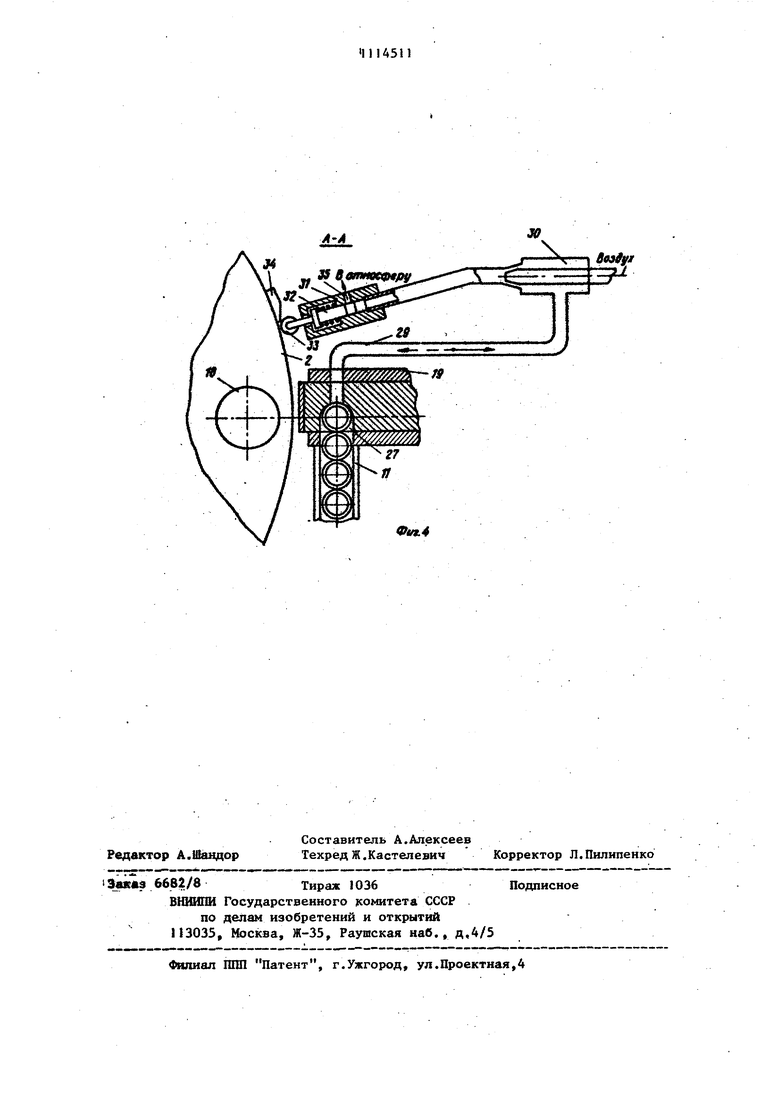
Изобретение относится к сборочному производству, в особенности к авто матам для установки упругих колец Кстопорных и уплотнительных)в кольце -вьге наружные канавки деталей типа пробок. По основному авт.св.№904972 извес тен автрмат для установки упругих ко лец в наружные канавки базовых деталей, содержащий неподвижное основание, поворотный стол с планшайбой, имеющей гнезда Для собираемых деталей, механизм надевания колец, сталкиватель собранных деталей, загрузоч ные устройства для упругих колец и базовых деталей, контролирующий орган и систему управления, при этом контролирующий орган выполнен в виде механизма контроля наличия и положения базовых деталей перед сборкой и механизма контроля наличия упругого кольца, причем механизм контроля наличия и положения базовых деталей перед сборкой выполнен в виде подпру жиненного стержня с упором, установ ленного с .воз можностью. вертикального перемещения, на нижнем конце которого закреплен наконечник, представляю щий собой стакан с внутренним стержнем-щупом, а упор расположен на верх нем конце стержня и связан с системой управления, механизм контроля,на личия упругого кольца выполнен в вид стержня с коническим концом, причем диаметр этого стержня больше внутрен него диаметра собираемого упругого кольца, а загрузочное-устройство для базовых деталей снабжено заслонкой, шибером, приводом и рычагом, причем заслонка, шибер и привод шарнирно связаны между собой посредство этого рычага, а загрузочное устройст во для упругих колец выполнено в виде ползуна, связанного, с приводом и выполненного в виде подпружиненных друг относительно друга верхнего и нижнего элементов, при этом нижний элемент выполнен с открытым пазом и с пальцем, предназначенным для ограничения продольного перемещения верх него элемента СП . Недостатком известного автомата яв ляется низкая надежность работы. Цель изобретения - повьш1ение надеж ности работы. Поставленная цель достигается тем, что автомат, для установки упругих ко лец в наружные канавки базовых деталей, содержадцш. неподвижное основание, поворотный стол с планшайбой, имеющей гнезда для собираемых деталей, механизм надевания колец, сталкиватель собранных деталей, загрузочные устройства для упругих колец и . базовых деталей, контролирующий орган и систему управления, при этом контролирующий орган выполнен в виде механизма контроля наличия и положения базовых деталей перед сборкой и механизма контроля наличияупругого кольца, причем механизм контроля наличия и положения, базовой детали перед сборкой выполнен в виде подпружиненного стержня с упором, установленного с возможностью вертикального перемещения, на нижнем конце которого закреплен наконечник, представляющий собой стакан с внутренним стержнемщупом, а упор расположен на верхнем конце стержня и связан с системой управления , механизм контроля наличия упругого кольца выполнен в виде стержня с коническим концом, причем диаметр зтстго стержня больше внутреннего диаметра собираемого упругого кольца, а загрузочное устройство для базовых деталей снабжено заслонкой, шибером, приводом и рычагом, причем заслонка, шибер и привод шарнирно связаны между собой посредством этого рычага, а загрузочное устройство для упругих колец выполнено в виде ползуна, связанного с приводом и выполненного в виде подпружиненных друг относительно друга верхнего и нижнего элементов, при этом нижний элемент выполнен с ограничительным буртом и с отверстием, а верхний элемент выполнен с откоытым пазом и с пальцем,предназначенным для ограничения продольного перемещения верхнего элемента, снабжен клапаном управления и эжектором, соединенным своим выходным отверстием с клапаном управления, который кинематически связан с поворотUIM столом, при этом всасывакяцая полость эжектора соединена с пазом верхнего элемента ползуна. На фиг. 1 изображен автомат, общий вид ; на фиг.2 -. схема автомата; вид в плане; на фиг.З - загрузочное усстройство для упругих колец; на фиг. 4 - сечение А-А на фиг.3. Автомат содержит поворотный стол 1, на котором жестко закреплена планшайба 2. Планшайба установлена с зазором относительно колонны 3, имеющей возможность возвратно-поступательного перемещения.
На колонне 3 жестко закреплена траверса 4 в виде крестовины, на лучах которой установлены соответственно (по часовой стрелке) механизм 5 контроля наличия и положения базовой детали перед сборкой, механизм 6 надевания колец, сталкиватель 7 собранных узлов и механизм 8 контроля наличия упругого кольца.
На позицией I, рядом с поворотным столом, установлено загрузочное усстройство 9 для подачи упругих колец с вибробункером 10 и наклонным лотком 1 .
На позиции II, также рядом с поворотным столом, установлено загрузочное устройство I2 для подачи базовой детали с вибробункером 13 и наклонным лотком 14.
На позициях VII и VIII рядом с поворотным столом, установлена тара 15 для приема собранных узлов и тара 16 для сбора базовой детали без упругого кольца.
На планшайбе 2 в чередующейся последовательности установлены приспособления 17 и 18 для установки базовой детали и упругого кольца.
Загрузочное устройство для подачи упругих колец 9 содержит направляющие ;19, на которых с возможностью возвратно-поступательного перемещения установлен ползун, состоящий из верхней части 20 и нижней части 21. Нижняя часть ползуна 21 снабжена буртиком 22 и соединена с поршневым приводом 23, Верхняя часть подпружинена относительно нижней части пружиной 24. На верхней части ползуна 20 установлен палеи 25 для ограничения продольного перемещения, имеющий возможность взаимодействовать с регулируемым упором
26,
Кроме того, в верхней части ползуна 20 выполнен полукруглый паз 27, ширина и высота которого соответствуют размерам упругого кольца причем в исходном положении ось полукруглого паза 27 и ось наклонного лотка 1I соосны.
В нижней части ползуна 2I выполнено цилиндрическое отверстие 28 для выгрузки упругого кольца, причем от верстие соразмерно наружному диаметру последнего.
В стенке полукруглого паза 27 выполнено сквозное отверстие, которое трубопроводом 29 соединено со всасывающим отверстием эжектора 30. Выходное отверстие эжектора трубопроводом связано с клапаном 31, содержащим подпружиненный плунжер 32 с роликом 33.
Ролик 33 имеет возможность взаимодействовать с кулачком 34, жестко закрепленным на поворотном столе 1. В клапане 31 выполнено отверстие 35, соединяющее полость клапана с атмосферой. В исходном положении ролик 33 находится вне зоны взаимодействия с кулачком 34..
Работа автомата осуществляется следующим образом.
При включении автомата планшайба 2 поворотного стола I поворачивается на один шаг. Базовые детали с кольцевой наружной канавкой типа пробки и вибробункера 13 по наклонному лотку 14 поступают в загрузочное устройств 12 для подачи базовой детали, которо переносит их в приспособление 17 для установки базовой детали на планшайбе 2 поворотного стола,
В это же время из вибробункера 10 по наклонному лотку 11 упругие кольца подаются к загрузочному устройству 9 для подачи упругих колец, при этом конец лотка подходит к пазу 27 верхней части ползуна 20.
Сжатый воздух от пневматической системы управления станком (не показана) связанной с входным отверстием эжектора 30,, проходит через эжектор, клапан 31 и отверстие 35, связанное с атмосферой. При этом создается разрежение воздуха в полости, образованной полукруглым пазом 27 в верхней части ползуна 20, связанной со всасывающим отверстием эжектора 30 трубопроводом 29.
Возникающее разрежение воздуха создаёт в лотке 1I направленный поток воздуха, который увлекает за собой упругие кольца и втягивает их в полукруглый паз 27. При этом упругие кольца располагаются на нижней части ползуна 21. Когда в поршневой привод 23 поступает сжатый воздух, обе части ползуна начинают совместное перемещение по направляющим 19 в зону загрузки. Верхняя частьползуна 20 упирается ограЛичительным пальцем 25 s регулируемый упор 26 и прекращает перемещение. Нижняя часть 21 продолжает свое перемещение, преодолевая сопротивление пружины 24, и доходит до по ложения, ,когда приспособление 18, от верстие 28 и паз 27 в обеих частях ползуна совпадают и упругое кольцо вьшадает в приспособление 18 на план шайбе 2, После этого все части ползуна возвращаются в исходное положерие. Вместе с там имеют место случаи, когда вследствие трения упругих колец о дно и стенки лотка 11, а вследствие деформации колец, возникающей-от напора столба колец, находящихся в лотке, происходит их заклинивание в последнем, что приводит к простоям автомата. Дан исключения случаев заклинивани упругих колец в лотке служит клапан 31. При повороте поворотного стола 1 жестко установленный на нем кулачок 34 наезжает на ролик 33 и тем самым перемещает плунжер 32, преодолевая сопротивление пружины. Плунжер 32 пе рекрывает отверстие 35, связывающее клапан с атмосферой. В этом случае воз дух, поступаниций в эжектор от пнев мосети, по трубопроводу 29 поступает в полукруглый паз 21 в верхней части ползуна 20 и оттуда в лоток 11. Создакнцийся тем самым поток воздуха вьщувает упругие кольца из лотка 11 в вибробункер 10. Практика показала,что заклинивание упругих колец в лотке происходит после 6-10 циклов работы механизма подачи упругих колец. В предлагаемом автомате за время полного оборота поворотного стола 1 совершается четыре цикла работы указанного механизма. При этом кулачок 34 один раз будет взаимодействовать с плунжером 32, что полностью исключает возможность заклинивания упругих колец в лотке 11. После выхода кулачка 34 из взаимодействия с роликом 33 плунжер 32 под действием пружины возвращается в исходное положение. При этом в полости полукруглого па за 27 вновь создается разрежение, способствугацее попаданию упругих колец в полукруглый паз из лотка 11. Кроме того,необходимо заметить,что времени,оставшегося после выхода плунжера 32 из взаимодействия с кулачком 34 до начала очередного цикла работы механизма подачи упругих колец,достаточно для полного заполнения лотка И упругимиКольцами. Работа загрузочных устройств 9 и 12 для подачи упругих колец и базоВЬЕС деталей осуществляется чер.ез один поворот планшайбы 2 поворотного стола 1., Конструкция поворотного стола I выполнена таким образом, что после каждого поворота стола на один шаг, осуществляется возвратно-поступательное перемещение колонны 3 с траверсой 4. После каждого очередного поворота планшайбы 2 на позиции III механизм 5 контроля наличия и положения базовой детали совершает возвратно-поступательное перемещение. При наличии базовой детали или упругого кольца рабочий цикл автомата продолжается. В случае отсутствия упругого кольца или неправильной установки базовой детали автомат останавливается и включается сигнал Неполадка. После очередного перемещения планшайбы 2 поворотного стола 1, когда под механизмом 6 надевания колец оказываетёя приспособление 18 с нагруженными в него упругими кольцами, траверса 4 во время хода вниз опуска ет механизм 6 надевания колец, кото-, рый захватывает кольцо, и после совершения следующего поворота планшайбы, опускаясьV одевает его в наружную канавку базовой детали, установленной в приспособлении 17. Собранные детали, перемещаясь, попадают в зону сталкивателя 7 /позиция VMJ . При опускании траверсы 4 механизм сталкивания 7 совершает горизонтальное перемещение и ст алкивает базовые детали с упругими кольцами в тару 15 собранных узлов. Механизм сталкивания 7 выполнен таким образом, что в случае отсутствия на базовой детали упругого кольца деталь не сталкивается в тару 15. Несобранные базовые детали поступают на следующую позицию VIII, где выпадают в тару 16. Механизм 8 контроля наличия упругого кольца, закрепленный на траверсе 4, пронизывает освободившееся приспособление 17, исключая случаи зависания детали. При следующем повороте планшайбы , механизм 8 контроля наличия упругих
711145118
колец пронизывает приспособление 18 Далее цикл повторяется, для упругих колец, захватьшая кольца,
которые по какой-либо причине не бы- Применение предлагаемого йзоб
ли надеты на боковую деталь. ,ретения позволяет повысить произЭти кольца нанизываются на стержень 5воднтельность работы автомата за
механизма 8 и затем удаляются опера-счет повышения надежности работором.ты.
Фиг. 2
АЛ
Ф1а.4
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для установки упругих колец в наружные канавки базовых деталей | 1980 |
|
SU904972A1 |
| Автомат для установки упругих колец в наружные канавки базовых деталей | 1987 |
|
SU1495040A1 |
| Устройство для надевания уплотнительных колец на базовые детали | 1980 |
|
SU1090523A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| Автомат для установки упругих колец во внутренние канавки базовых деталей | 1988 |
|
SU1618564A1 |
| АВТОМАТ ДЯ УСТАНОВКИ УПРУГИХ КОЛЕЦ ВО ВНУТРЕННИЕ КАНАВКИ БАЗОВЫХ ДЕТАЛЕЙ | 1992 |
|
RU2043899C1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Многопозиционный сборочный автомат | 1981 |
|
SU921760A1 |
| Многопозиционный автомат для сборки узлов | 1978 |
|
SU747685A1 |
| Автомат для обработки и контроля деталей | 1988 |
|
SU1609539A1 |
ABTOPIAT ДГ1Я УСТАНОВКИ УПРУГИХ КОЛЕЦ В НАРУЖНЫЕ КАНАВКИ БАЗОВЫХ ДЕТАЛЕЙ по авт.св. № 904972, о тличающийс я тем, что, с целью повьппения надежности работы, он снабжен клапаном управления и эжектором, соединенным своим выходным отверстием с клапаном управления, который кинематически связан с поворотным столом, при этом всасывающая полость эжектора соединена с пазом верхнего элемента ползуна. 4 СП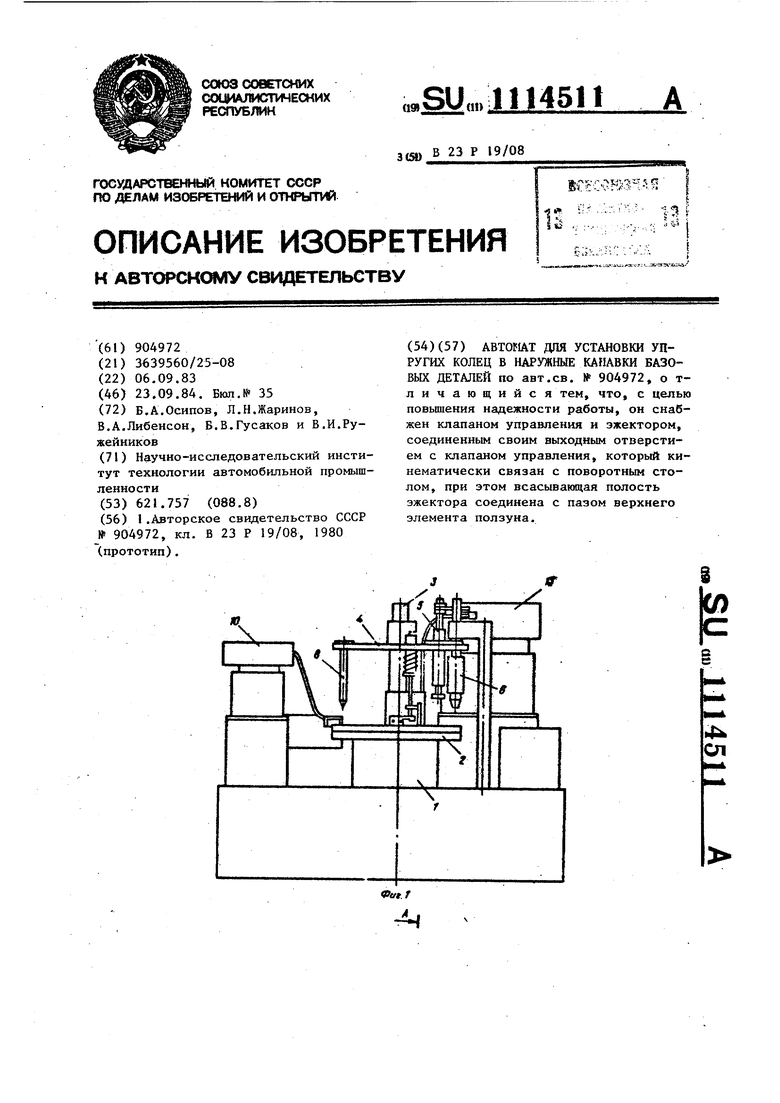
| Автомат для установки упругих колец в наружные канавки базовых деталей | 1980 |
|
SU904972A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| ю | |||
