(5) СТАНОК ДЛЯ НАПОЛНЕНИЯ ПНЕВМОКАМЕР ВОЗДУХОМ И МОНТАЖА ЗОЛОТНИКА


Изобретение относится к области производства пневматических шин и может найти применение, например, в веяокамерных цехах шинных заводов, 8 частности в оборудовании для наполнения велокамер воздухом до требуемого размера профиля и монтажа золотника в вентиль.
Известен станок для наполнения пневмокамер воздухом и монтажа золот. ника, содержащий многопозиционный ротор, на каждой траверсе которого смонтирована монтажная головка для ввинчивания золотника в стебель вентиля tl. В таком станке затруднено ориентирование ; монтажной головки, для подачи в него золотника, что снижает надежность станка.
Наиболее близким по технической сущности и достигаемому эффекту к изобретению является станок для наполнения пневмокамер воздухом и монтажа золотника, содержащий вибро- , бункер, многопозиционный ротор, на
каждой траверсе которого смонтированы монтажная головка с каналом для установки стебля вентиля пневмокамеры и механизм «для подачи золотника в монтажную головку, имеющий полый корпус и смонтированный в последнем аксиально, подвижный распределительный орган с каналом для приема, золотника из вибробункера и для подачи его в монтажную головку и с каналом для подачи сжатого воздуха из воздушной магистрали в монтажную головку 2 .
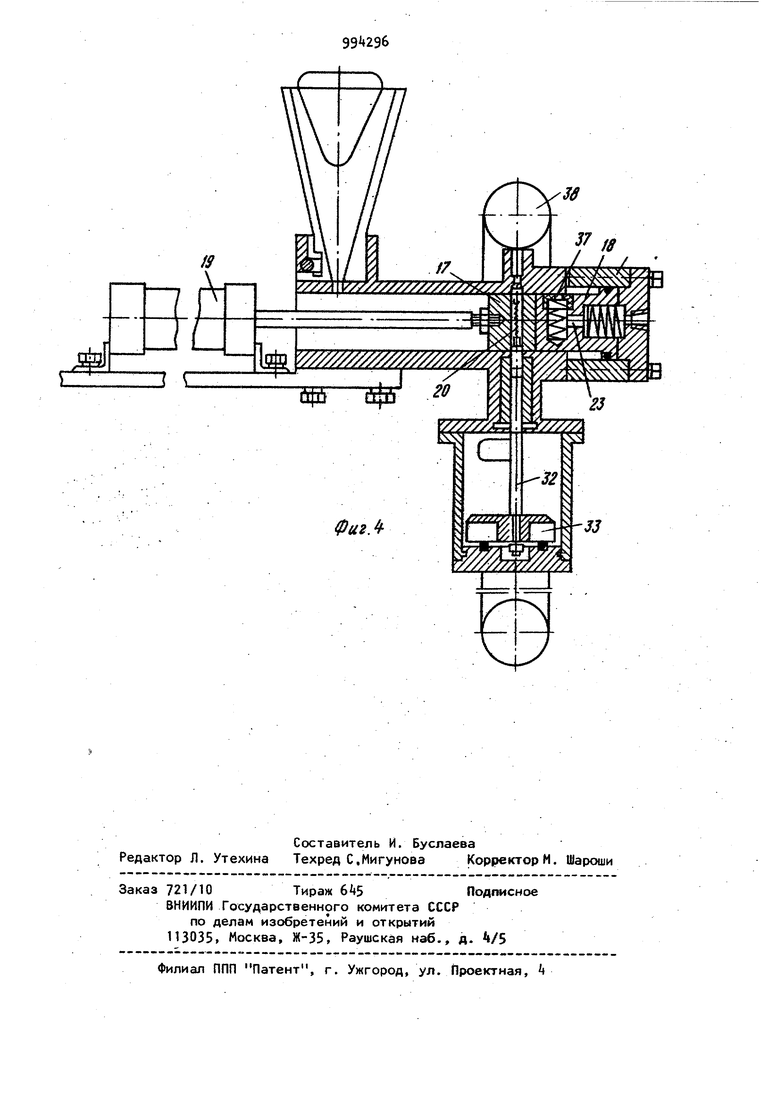
В таком станке распределительный орган выполнен в виде единого ползуна, аксиально перемещаемого в полости корпуса под действием сжатого воздуха. Однако воздух, перемещающий ползун, просачиваясь между поверхностью ползуна и корпуса, попадает под золотник, что может привести к застреванию последнего в канале при подаче в монтажную головку.Это снижает надежность работы станка. Целью изобретения является повышение надежности работы станка. Эта цель достигается тем, что в станке, содержащем вибробункер, многопозиционный ротор, на каждой траверсе которого смонтированы монтажная головка с каналом для установки стебля вентиля пневмокамеры, и механизм для подачи золотника в монтажную головку, имеющий полый «корпус и смонтированный в последнем аксиально подвижный распределительный орган с каналом для приема золотника из вибробункера и для подачи его в монтажную головку и с каналом для подачи сжатого воздуха из воздушной магистрали в монтажную головку, распределительный орган выполнен в виде двух ползунов, один из которых подпружинен относительно торцовой стенки корпуса, а другой снабжен приводом для его аксиального перемещения , для подачи сжатого воз духа выполнен в подпружиненном ползуне , а канал для приема и подачи зо лотника в приводном ползуне. Механизм для подачи золотника снабжен установленным в канале подпружиненного ползуна уплотняющим подпружинен ные клапаном. На фиг. 1 изображен станок, общий вид; на фиг. 2- то же, вид в пла не; на фиг. 3- механизм для подачи золотника в исходном положении; на фиг. 4- то же, в момент подачи зо лотника в монтажную готовку. Станок содержит многопозиционный ротор 1, связанный через зубчатую пару 2,3 и механизм 4 с электродвига телем 5. Зубчатый венец 2 зубчатой пары неподвижно закреплен на нижнем торце ротора 1, а шестерня 3 на валу механизма 4. На каждой траверсе ротора 1 смонтированы монтажная гоfловка 6, механизм для подачи золотни ка в монтажную головку и пневматический блок управления 7, соединенный посредством пневмотрубок (на чер не показаны) с центральной муфтой 8 для подачи сжатого воздуха в каждый блок управления 7 от ресивера 9Над ротором 1 стационарно смонтироп ван вибробункер 10,на основании кото рого закрзеплена пйтаю11|ая трубка 11. Механизм для подачи золотника в монтажную головку включает неподвижно закрепленную на корпусе 12 приемную воронку 13. В корпусе 12 имеется отверстие 14, предназначенное для подачи золотника из вибробункера 10 через воронку 13 и входное 15 и выходное 16 отверстия, предназначенныв для подачи сжатого воздуха от воздушной магистрали в монтажную головку, и аксиально подвижный распределительный орган. Последний выполнен в виде двух ползунов 17,18. Ползун 17 связан со штоком пневмоцилиндра 19 для его аксиального перемещения И имеет канал 20 для приема золотника из вибробункера 10 и его подачи в головку 6, а ползун 18 подпружинен возвратной пружиной 21 относительно торцовойстенки 22 и имеет канал 23 для-соединения входного и выходного отверстий 15,16. В канале 23 ползуна 18 установлен подпружиненный пружиной 24 уплотняющий клапан 25.Пневмоцилиндр 19 и корпус 12 неподвижно закреплены на площадке 26 траверсы ротора. Монтажная головка 6 включает выполненный в корпусе 12 приемный стакан 27 с каналом 28 для установки стебля вентиля и неподвижно закрепленную иа фланце 29 корпуса 12 гильзу 30 с крышкой 31. В-гильзе 30 установлена на валу 32 турбинка 33. Вал 32 выполнен с ключиком 34 на конце, противоположном концу с турбинкой 33, и установлен с возможнрстыо перемещения в направляю„ ,„ « 35, запрессованной в выступ Зб корпуса 12. Вал турбинки 33 установлен соосно с каналом 28 для установки стебля вентиля. Уплотняющий клапан 25 имеет отверстие 37 для прохЪда сжатого воздуха. Станок работает следующим образом. От пульта управления подается напряжение на электродвигатель 5 и-через . , и зубчатый венец 2 пере- . шестерню 3 дается вращение на ротор 1. Подается напряжение и на вибробункер 10, который начинает работать и выдает один золотник (на черт, не показан) через питающую трубку 11 в подошедшую очередную воронку 13. Золотник через воронку 13 и отверстие 14 в корпусе 12 попадает в канал 20 ползуна 17. Затем пнев-. мокамера 38 загружается в монтажную головку 6 вентилем в канал 28. Нажимают кнопку пневпоклапана ,(на чертеже не показан) соответствующую размеру поддуваеной пневмокамеры. Сжатый воздух из воздушной магистрали подается через отверстие 15 корпуса, канал 23 ползуна, отверстие 37 в клапане 25 ,и выходное отверстие 16 в вентиль пневмокамеры 3dv По окончании поддувки в автоматическом режиме управления подается .воздух в пневмоцилиндр 19, который своим штоком перемещает ползун 17 с загруженным в его канал 20 золотником к выходному отверстию 16 корпуса. При перемещении ползун 17 торцом упирается в торец ползуна 18 и, преодолевая сопротивление пружины-21, перемещает его в крайнее правое положение. При этом поддувка пневмокамеры 3$ воздухом Прекращается; а канал 20 с помещенным в нем золотником совмещается с каналом 28, как показанб на фиг. . В полость гильзы 3 подается воздух, кот.орый, воздейстп вуя на косые лопатки 33, начинает одновременно вращать ее и поднимать вверх..
При этом ключик 35. закрепленн4ай на верхнем конце вала 32, упираясь в выступ золотника, досылает его во внутреннее отверстие вентиля пневмокамеры 38 и завинчивает золотник в вентиль с определенным крутящим моментом. На этом обработка данной пневмокамеры заканчивается.
Турбинка 33 с валом 32 опускается в нижнее исходное положение, ползун 17 пневмоцилиндром 19 перемещается влево до .совмещения канала 20 с отверстием корпуса 12, а. ползуи 18 под воздействием пружины 21 перемещается также влево до совмещения отверстия 37 клапана 25 (как показано на фиг. 3) с отверстием 16 Аналогично поддуваются все последующие пневмокамеры,. загружаемые на монтажные головки ротора.1.
Съем обработанных пневмокамер 38 с монтажной головки осуществляется вручную или специальным разгрузочным устройством с подачей камер на ряsstzse
дом расположенный отборочный транспортер.
Изобретение позволяет повысить производительность труда и значительно увеличить надежность работы станка.
Формула изобретения
Источники информации, принятые во внимание при экспертизе .1. Авторское свидетельство СССР № 226136, кп. В 29 Н 15/00, 196. 2. Авторское, свидетельство СССР № , кл. В 29 Н 15/00, 1971 (прототип). --Ф-Ш.З VU
М
