(54) СТАНОК ДЛЯ МОНТАЖА ВЕНТИЛЯ НА КАМЕРНУЮ ЗАГОТОВКУ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для монтажа вентиля на рукаве пневмокамеры | 1981 |
|
SU1031749A1 |
| Устройство для установки вентиля на рукаве пневматической камеры | 1985 |
|
SU1346445A1 |
| Станок для монтажа золотника в стебель вентиля пневмокамеры и для наполнения воздухом последней | 1981 |
|
SU1002168A1 |
| Станок для пробивки отверстия в рукаве пневмокамеры и монтажа вентиля | 1975 |
|
SU569455A1 |
| Станок для пробивки отверстия в рукаве пневмокамеры и монтажа вентиля | 1974 |
|
SU497163A1 |
| Станок для наполнения воздухом пневмокамер | 1986 |
|
SU1333593A1 |
| Установка для монтажа вентиля на автокамере | 1982 |
|
SU1100125A1 |
| Сверлильно-фрезерный станок для обработки передней стенки мебельных ящиков | 1987 |
|
SU1435430A1 |
| Станок для пробивки отверстия и монтажа вентиля | 1980 |
|
SU891477A1 |
| Расточный станок | 1990 |
|
SU1763102A1 |


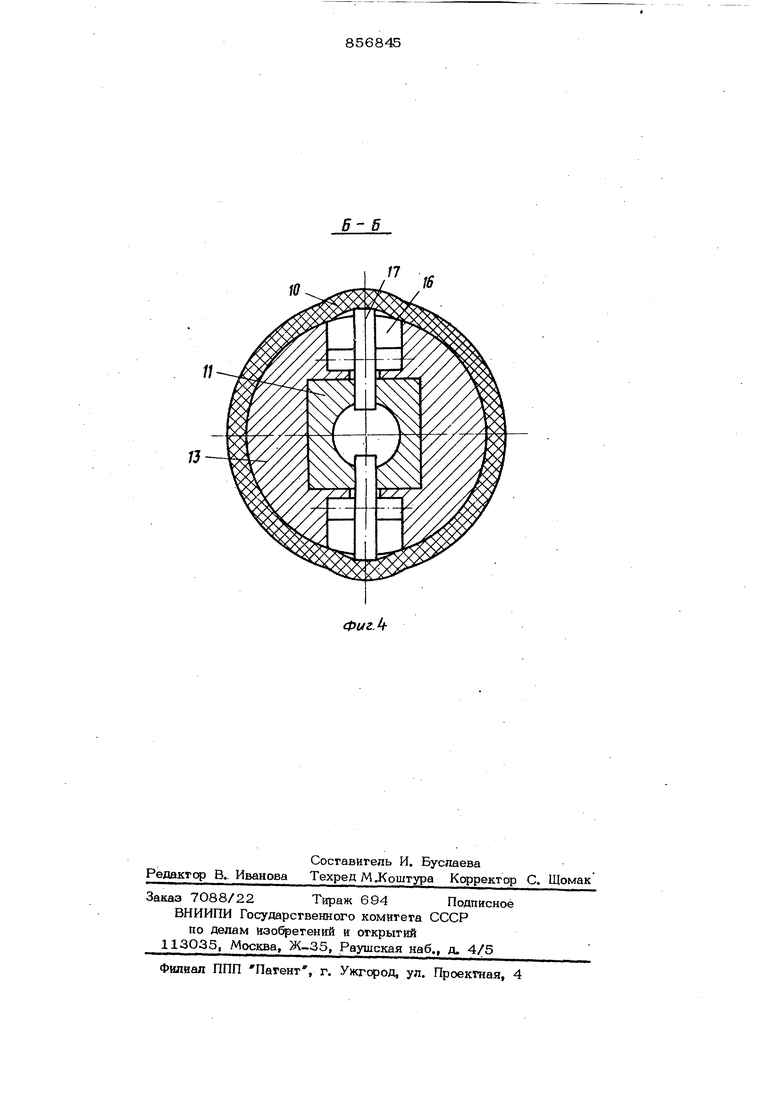
Изобретение относится к оборудова- нто для производства пневматических шин и может быть использовано на шинных заводах для пробивки отверстия и установки вентиля на камерную заготовку вне камерного агрегата. Известно устройство для монтажа вентиля на камерную заготовку, содержащее основание, смонтированную на основании подвижную каретку с механизмом для про бивки отверстия и механизмом для мсдата жа вентиля, и поворотный магазин для вентилей l. Однако это устройство не обеспечввает установку вентиля с заданной орвен- тацией офезиненной пятки вентвля относительно тфодольной ОСИ камерной заготовки. Известен также станок для монтажа вентйля на камерную заготовку, содержа тхА станину, стол, смонт{фованную на направляюших подвижную каретку с установленными на ней механизмом для пробивки отверстия и механизмом для монтажа ,вентилей имеющим головку с диафрагмой, и поворотный магазин для вантилей, установленный на станине и выполненный в виде образующих замкнутую цепь, вертикально расположенных пластин с механизмом для фиксации вентиля 2}. Недостатком известного устройства является то, что оно не обеспечивает установку вентиля с заданной ориентацией обрезннешюй пяткИ вентиля относительно продольной оси камерной заготовки, которая требуется в некоторых областях производства пневмокамер, например авиакамер. Установка вентиля с заданной ориентацией обрезиненной пятки относительно продольной оси камернс заш товки производится Ч учную. Цель изофетечия - обеспечение возможности установки вентиля с заданной ориентацией обрезиненнсА пятки вентиля относительно продолЕЛсА оси камерной заготовки. Цель достигается тем, что в юганке, содержащем станину, стол, смонтироьавную на направляющих подвижную карегку с усгаиовленными на ней механизмом для 1фоб(1вки огверсгня и механизмом для мон тажа вентиля, имеющим головку с диафраг мой, и поворотный магазин для вентилей, установленный на станине и выполненный в виде офааующих замкнутую цепь вертикально расположенных пластин с механизмом для фиксации вентиля, механизм для м жтажа вентиля снабжен установленным концентрично корпусу головки и подпружиненным относительно последней в осевом направлении плунжером с центральным отверстием для захода .стебля вентиля и смонтированными на головке с возможностью перемещения в вертикальной плоскости роликами, взаимодействующими с од ной сторсмы со стеблем вентиля, а с другой - с диафрагмой. При этом в боковой Поверхности плунжера выполнены диаметрально противоположные продольные пазы для прохода роликов в центральное отверстие плунжера. На фиг. 1 изофажен станок, общий вид на фиг. 2 - узел 1 . 1; на фиг. 3разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 2. Станок содержит станину 1, на которо установлены стол 2, смонтированная на напраЕ 1ЯЮЩИХ 3 подвижная каретка 4 с установленными на ней механизмом 5 для пробивки отверстий и механизмом для мон тажа вентиля, смонтированным с возможностью поворота от пневмсяхилиндра 6. Ме ханизм для монтажа вентиля включает силовой цилиндр 7 и головку 8. Последняя состоит из корпуса 9 с диафрагмой 10 и плунжера 11, установленного концентрич 1о корпусу 9 головки и подпружиненного относительно последней в осевом направлении пружиной 12. Плунжер смонтирован в закрепленной в корпусе 9 втулке 13, выполнен с центральным отверстием 14 для захода стебля вентиля и имеет выполненные в его боковсй поверхности продольные пазы 15. Отверстие 14 имеет центрирующую часть 16 для базирующей поверхности вентиля. В пазах втулки 13 установлены диаметрально противоположно расположенные два ролика 17, диски которых входят в продольные пазы 15. Ролики 17 смонтированы с возможностью перемещения в вертикальной плоскости и взаимодействуют с одной стороны с диафрагмой, а с другой со стеблем вентиля. На станине 1 установлен магазин для вентилей, выполненный в виде офазующих замкнутую цепь, вертикально расположенных пластин 18 с механизмом для фиксации вентилей. Магазин для вентилей связан с силовым цилиндром 19 и имеет механизм 2О для его стопс ения. Механизм для фиксации вентиля включает связанный с корпусом упор 21 и смонтированный в каждой из пластин на уровне упора 21 подпружиненный пружиной 22 стопор 23. Стопор 23 входит в паз фиксатора 24, подпружиненного пружинами 25. Станок работает следующим образом. В исходном положении каретка 4 находится в крайнем левом положении, (механизм 5 для пробивки отверстия - над камерной заготовкой 26, а механизм для монтажа вентиля находится в горизонтальном положении соосно со стеблем вентиля 27, установленного в магазине для вентилей. Питание подается в схему управления. Установка вентилей 27 в магазин производится вручную. Поворот магазина на одну позицию осуществляется силовым цилиндром 19. На каждой позиции осуществляется стопорение магазина с помощью механиз 1а 2О, Затем осуществляется пуск станка, каретка 4 перемещается в .крайнее правое положение. При . этом стебель вентиля 27 входит в центральное отверстие плунжера 11, упор 21 наезжает на стопор 23 и сжимает его. В результате фиксатор 24 под действием пружин 25 перемещается в верхнее положение, освобождая вентиль, а центрирующая часть 16 отверстия 14 плунжера Д1 охватывает базирующую поверхность 28 вентиля. Ролики 17, подпружиненные диафрагмой 1О, проходя через продольный паз 15 в отверстие 14, всзаимодействуют со стеблем вентиля и удерживают его в плунжере 11. Одновременно включается механизм 5 для пробивки отверстий. После пробивки отверстия каретка 4 возвращается в исходное положение, силовой цилиндр 19 перемещает на один щаг магазт для вентилей, ставя в исходное положение следующий вентиль. Пневмоцилиндром 6 механизм для монтажа вентиля поворачивается, устанавливая головку 8 с вентилем 27 над пробитым отверстием. Головка 8 под Действием цилиндра 7 перемещается вниз и опускает находящийся в плунжере 11 вентиль на камерную заготовку 26. В процессе движения корпус 9 головки 8 сжимает пружину 12 и перемещается относительно плунжера 11 вместе со втулкой 13 и роликами 17 до тех пор, пока диафрагма Ю не входит в со(фшсосновение с обрезиненной пяткой вентиля. В юпость головки 8 пода ется давпен( опрессовки и диафрагма 10 прижимает пятку вентиля к стенке камерной заготовки. По истечении времени оярессовки давление опрессовки сбрасьюается, головка 8 {поднимается и механизм для монтажа вентиля поворачивается в исходное (горизонтальное) положение. Цикл закончен, все механизмы станка приведены в исходное положение. Снабжение механизма для монтажа плунжером, имеющим центрирующее отверс тие по форме базирующей поверхности вентиля, обеспечивает постановку вентиля с заданной ориентацией обрезиненной пятки относительно продольной оси камерной заготовки. Формула изобретения 1. Станок для монтажа вентиля на камерную заготовку, содержащий станину, стол, смонтированную на нагфавляющих подвижную каретку с установленными на ней механизмом для пробивки отверстия и механизмом для монтажа вентиля, имеющим головку :с диафрагмой, и поворотный магазин для вентилей, установленный на станине и выполненный в виде образующих замкнутую цепь, вертикально расположенных пластин с механизмом для фиксации вентиля, отличающийся тем, что, с целью обеспечения возможности установки вентиля с заданной ориентацией обрезиненной пятки вентиля относительно продольнпй оси камерной заготовки, механизм для монтажа вентиля снабжен установленным концентрично корпусу головки и подпружиненным относительно последней в осевом направлении плунжером с центральным отверстием для захода вентиля и смсжтированными на голов, п. ке с возможностью перемещения в вертикальной плоскости роликами, взаимодействутощими с одной стороны со стеблем вентиля, а с другой - с диафрагмой. 2. Станок по п. 1, о т л и ч а ю, щ и и с я тем, что в боковой поверхности плунжера выполнены диаметрально противоположно расположенные продольные пазы для прохода роликов в центральное отверстие плунжера. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 247499, кл. В 29 Н 15/ОО, 1964. 2.Авторское свидетельство СССР № 497163, кл. В 29 Н 15/ОО, 1974 (прототип).
/
f5-Фиг.З
10
16
Фиг.
