Изобретение относится к черной металлургии, конкретнее к сталеплавильному производству, и может быть использовано для восстановления фуtepoвки металлургических агрегатов.
Известно устройство для ремонта футеровки металлургического агрегата, включающее штангу с соплом, бункер для огнеупора, тележку с механизмами регулирования положения штанги 1.
Однако данное устройство отличает значительная громоздкость конструкции, а также то, что для защиты футеровки необходимо использовать специально подготовленную вне агрегата торкрет-массу.
Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для ремонта футеровки метсшлургических агрегатов, содержащее передвижную площсщку, емкость для огнеупора и последовательно связанные магистраль подачи огнеупора и сжатого воздуха, смеситель- и поворотное распылительное сопло с наконечником 2. Однако известное устройство не . является эффективным, так как использует для защиты футеровки только
приготовленную вне конвертора огне упорную массу и не позволяет пример нять для этой цели ишак, остающийся в конверторе после выпуска плавки.
Целью изобретения является повышение эффективности ремонта путем использования остаточного шл.ака.
Указанная цель достигается тем, что устройство для ремонта футеровки
to металлургических агрегатов, содержащее передвижную площадку, ёмкость для огнеупора и последовательно связанные магистраль подачи огнеупора и сжатого воздуха, смеситель и
15 поворотное распылительное сопло с наконечником, снабжено всасывающим патрубком, соединённым со смесителем и соплом и жестко закрепленным на передвижной площадке соосно соп20лу, при этом наконечник содла выполнен поворотныг в вертикальной плоскости.
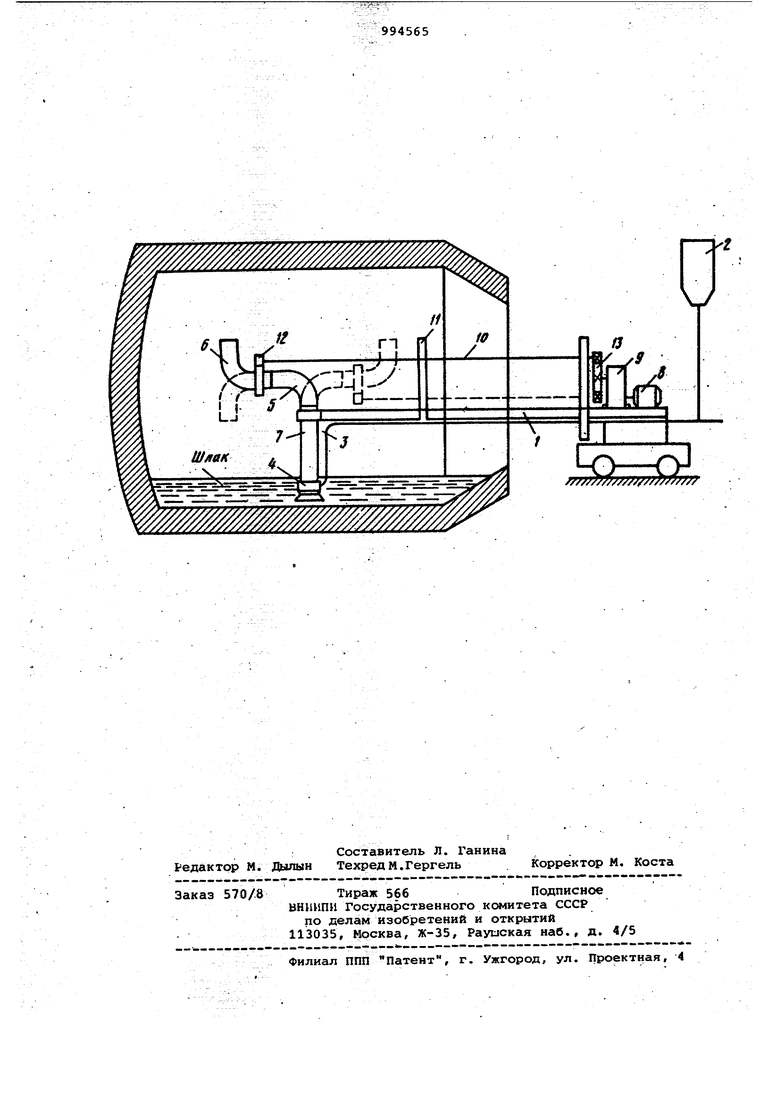
На чертеже изображено предлагаемое устройство.
25
Устройство для ремонта футеровки металлургических агрегатов содержит передвижную площадку 1, емкость для огнеупора 2, магистраль подачи огнеупора и сжатого воздуха 3, смеситель
30 4, поворотное распылительное сопло 5 с наконечником 6, выполненным пов ротным ввертикальной плоскости. Соосно соплу 5 жестко закреплен-на подвижной площадке всасывающий патр бок 7, в нижней части которого расположен смеситель 4. Наилучшие реэультаты получаются при установке смесителя 4 на расстоянии всасывающего конца патрубка 7, равном 0,51,2 диаметра сопла 5, так как при меньших расстояниях возможен выход воздуха через всасывающее отверстие а при больших - возможно недоисполь зование имеющегося в конвертере шлака. Устройство также содержит механизм, обеспечивающий вращение сопла 5 и его наконечника 6, состоящий из электродвигателя 8, редуктора 9, вала 10, укрепленного на. подвижной площадке 1 держателем 11 и взаи модействующего наконечником 6 и редуктором 9 посредством зубчатых п редач 12 и 13. Устройство работает следующим образом. После выпуска стали в конверторе оставляют 20-50% конечного шлака, заделывают летку и конвертор оставляют в горизонтальном положении. Устройство вводится в конвертор. Ес ли в остави1емся шлаке огнеупорного материала недостаточно, то производят его введение в шлак. Для этого сжатый воздух или нейтральный газ подают в магистраль 3, куда также из емкости 2 вводится огнеупорный материал. Огнеупорный материал в см сителе 4 смешивается со шлаком, кот рый поступает через всасывающий пат бок 7. Далее смесь шлака и огнеупор ного материала через сопло 5 и нако .нечник 6 сбрасывается в шлак, так как наконечник б в это время опущен При движении площадки 1 в горизонтальной плоскости происходит равномерное введение огнеупорного материала в шлак, а также их интенсивно перемешивание. После достижения заданной концентрации огнеупорного материала в шлаке прекращают подачу огнеупорного материала из емкости 2 и производят, нанесение смеси шлака и.огнеупорного материала на футеров ку конвертора. За счет вращения вокруг своей оси наконечника б сопл 5 с помощью зубчатой передачи 12, вала 10, зубчатой передачи 13, ре дуктора 9 и электродвигателя 8 смес наносится на любой участок футеровки конвертора в вертикальной плоскости. Перемещая площадку 1, смесь наносят на поверхность футеровки в горизонтальной плоскости. Чтобы повысить стойкость футеровки в районе горловины конвертора, необходимо заменить вал 10 с переносом зацепления зубчатых передач 12 и 13 из верхнего положения в нижнее, а также повернуть на 180 вокруг своей оси сопла 5 ( на чертеже указанное положение нанесено штриховой линией). После нанесения смеси шлака и огнеупорного материала на поЬерхность футеровки устройство выводят из конвертора, приподнимают последний, разделывают летку, после чего осуществляют повалку конвертора и оставшуюся смесь сливают в шлаковую ,чашу.Таким образом, предложенное устройство позволяет повысить стойкость футеровки конвертора путем использования остаточного ишака ( шлака, остающегося в конверторе после выпуска стали). Это значительно повышает эффективность защиты футеровки конвертора за счет отказа от применения специально приготовленной торкрет-массы. Формула изобретения Устройство для ремонта футеровки еталлургических агрегатов, содеращее передвижную плсададку, емкость ля огнеупора и последовательно свяанные магистраль подачи огнеупора сжатого газа, смеситель и поворотое распылительное сопло с наконечиком, отличающееся ем, что, с целью повышения эффективости ремонта путем использования осаточного шлака, оно снабжено всаывающим патрубком, соединенным со месителем и соплом и жестко закрепенным на передвижной площадке соосо соплу, при этом наконечник сопа выполнен поворотным в вертикальной лоскости. Источники информации, ринятые во внимание при экспертизе 1.Авторское свидетельство СССР 333196, кл. С 21 С 5/44, 1969. 2.Авторское свидетельство СССР 429116, кл. С 21 С 5/44, 27 О 1/16, 1969,
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2692390C1 |
| Способ факельного торкретирования футеровки металлургических агрегатов | 1978 |
|
SU939565A1 |
| СПОСОБ ВИХРЕВОГО ТОРКРЕТИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ФУТЕРОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2108397C1 |
| УСТРОЙСТВО ДЛЯ РЕМОНТА ФУТЕРОВКИ ЭЛЕКТРОДУГОВЫХ ПЕЧЕЙи.^.^.^ | 1969 |
|
SU429116A1 |
| МАГНЕЗИАЛЬНАЯ ТОРКРЕТ-МАССА | 2011 |
|
RU2465245C1 |
| СПОСОБ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ | 2020 |
|
RU2735014C1 |
| СПОСОБ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ | 2020 |
|
RU2811006C1 |
| СПОСОБ ТОРКРЕТИРОВАНИЯ СТАЛЕВЫПУСКНОГО ОТВЕРСТИЯ МЕТАЛЛУРГИЧЕСКОГО АГРЕГАТА | 2002 |
|
RU2214459C1 |
| ОГНЕУПОРНЫЙ МАТЕРИАЛ ДЛЯ МОНТАЖА И РЕМОНТА ФУТЕРОВКИ ТЕПЛОВЫХ АГРЕГАТОВ | 2012 |
|
RU2497779C1 |
| Способ факельного торкретирования металлургических агрегатов | 1981 |
|
SU979511A1 |