(Sk ФАКЕЛЬНОГО ТОРКРЕТИРОВАНИЯ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКИХ
1
Изобретение относится к черной металлургии, конкретнее к способам ремонта футеровки конверторов и ковшей путем факельного торкретирования.
Известен способ торкретирования огнеупорной кладки, при котором огнеупорную массу в виде пасты наносят на рабочую поверхность футеровки с последующим обжигом нанесенного слоя 1 .
Недостатки такого способа низкая стойкость торкрет-покрытия и большая продолжительность процесса торкретирования .
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является способ факельного торкретирования конверторов, включающий подачу на футеровку огнеупорного порошка в потоке топливнокислородного факела. Конвертор в период торкретирования находится в вертикальном положении. Топливно-кислородный факел рассредоточен по высоте АГРЕГАТОВ
конвертора, что обеспечивает уменьшение выноса и осыпания огнеупорного порошка, в качестве топлива используется кокс 2.
Недостаток известного способа низкое качество торкрет-покрытия, обусловленное введением топлива (кокса) непосредственно в состав торкретмассы. Горение кокса при этом происходит в основном на поверхности фу10теровки следствием чего является высокая пористость покрытия. В период продувки в поры проникает шлак, что приводит к снижению термостойкости покрытия.
15
Цель изобретения - улучшение качества торкрет-покрытия, снижение расхода огнеупорного порошка и сокращение времени, затрачиваемого на торкретирование.
20
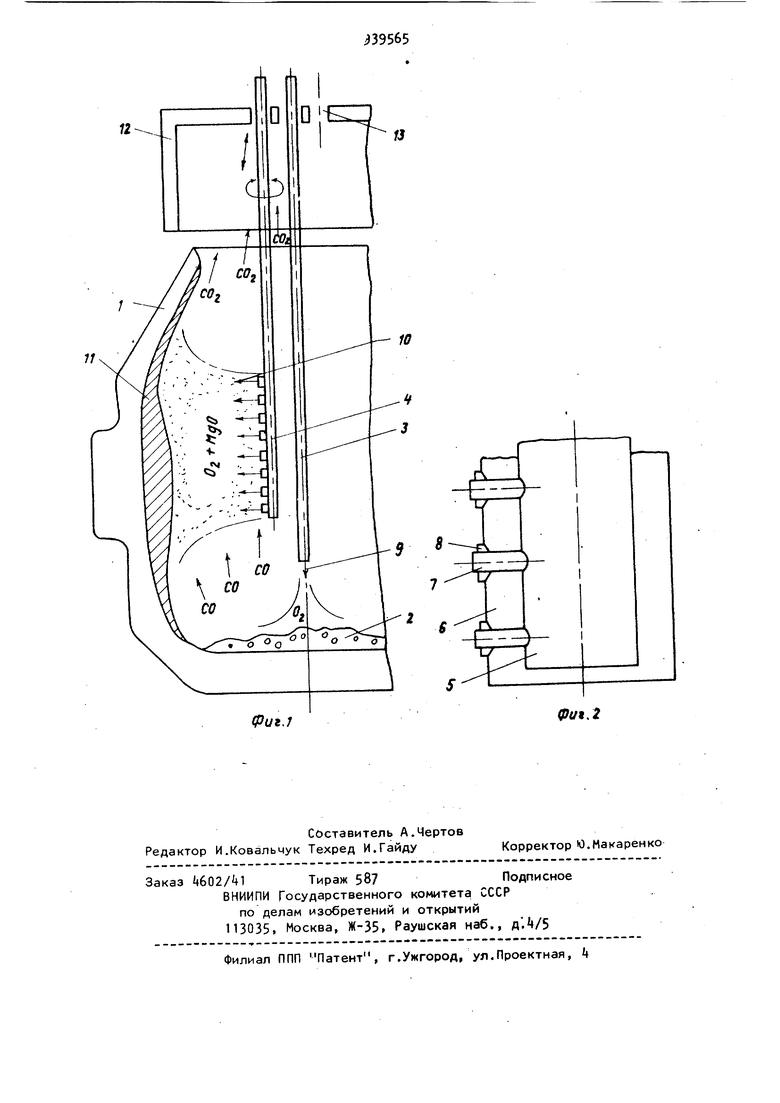
Указанная цель достигается тем, что кокс предварительно загружают на дно агрегата и обдувают струей кислорода. На кокс могут подавать от 1/2 Д - 3/5 мастей кислорода, вводимого в v:,: HBfepTop« Подачу огнеупорного поoiHiiK в струе кислорода могут наииi-iciib после появления в агрегате светящегося пламени. На фиг.1 изображен конвертор в пе ,1-;од ТЕ ркретированиЯ; продольный раз пеа: на Фиг,2 концевой участок тор icper фурмы, продольный разрез. Конвертор 1 перед торкретированивМ устанавливают в вертикальное поло мнение и загружают в него предварительно разогретый кокс 2 в количестве 1- 10 т в зависимости от емкости агрегата и длительности торкретирования. Конвертор снабжен фурмой 3 .(ДЛЯ подачи кислорода как на кокс и торкрет-фурмой 4 для подачи огнеупор ного порошка в струе кислорода на футеровку. Торкрет-фурма k состоит из концентрично расположенных труб, образующих тракт 5 для транспортировки огнеупорного порошка и тракт 6 для подвода кислорода к соплам 7 и 8 поAaMit компонентов на футеровку конвертора. Способ осуществляют следующим образом . В конвертор загружают кокс и включают подачу кислорода 9 на кокс. Кокс воспламеняется и сгорает в атмосфере кислорода с образованием окиси углеродЭ; которая заполняет полость конвертора. После появления из горловины конвертора светящегося факела з(яючают подачу огнеупорного порошка и кислорода 10 на футеровку конвертора. В струях кислорода окись углерода догорает до двуокиси, образуются жесткие, высокотемпературные фа келы, в j OTopbix огнеупорный порошок нагревается до пластического состояния и приваривается к футеровке. На футеровке образуется плотное, шлакоустойчивое торкрет-покрытие 11, прочно связанное с футеровкой агрегата. Дня регулирования толщины торкретпокрытия по высоте и диаметру футеров 9 КМ торкрет-фурме может придаваться возвратно-поступательное и вращательное движение. Камин конвертора 12 имеет два отверстия 13, через которые в него вводят фурму. В зависимости от того, какую половину конвертора намечается торкретировать, фурму вводят в соответствующее отверстие. Предлагаемый способ позволяет сократить удельный расход огнеупорного порошка, упростить и ускорить процесс торкретирования, увеличить стойкость торкрет-покрытия, а также обеспечить безопасность процесса за счет исключения из торкрет-компонентов мелкомолотого кокса. Формула изобретения 1. Способ факельного торкретирования футеровки металлургических агрегатов, включающий подачу через водоохлаждаемую фурму на футеровку ai- регата огнеупорного порошка в струе кислорода и подачу в агрегат кокса, отличающийся тем, что, с целью улучшения качества торкрет-покрытия, снижения расхода огнеупорного порошка и сокращения времени торкретирования, кокс предварительно загружают на дно агрегата и обдувают дополнительной струей кислорода. 2.Способ поп.1,отличающ и и с я тем, что на кокс подают от 1/2 до 3/5 частей кислорода, вводимого в агрегат. 3.Способ по п.1, отличаю щ и и с я тем, что подачу огнеупорного порошка в струе кислорода начинают после появления в агрегате светящегося пламени. Источники информации, принятые во внимание при экспертизе 1. Патент Англии № , кл. Е 4 В, опублик.19672.Металлург,1977,№ 12, с.25-26.
1Z
(put.7
(put,2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ факельного торкретирования металлургических агрегатов | 1981 |
|
SU979511A1 |
| Способ факельного торкретирования сводов пламенных отражательных металлургических печей | 1980 |
|
SU973626A1 |
| Способ факельного торкретирования футеровки конвертеров | 1983 |
|
SU1179666A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И РЕМОНТА ОГНЕУПОРНОЙ ФУТЕРОВКИ | 2008 |
|
RU2378387C2 |
| Способ факельного торкретирования футеровки металлургических агрегатов | 1978 |
|
SU943292A1 |
| Фурма для факельного торкретирования футеровки металлургических агрегатов | 1979 |
|
SU964006A1 |
| Способ факельного торкретирования футеровки тепловых агрегатов | 1986 |
|
SU1476286A1 |
| Способ факельного торкретирования футеровки металлургического агрегата | 1978 |
|
SU768819A1 |
| СПОСОБ РЕМОНТА ФУТЕРОВКИ КОНВЕРТЕРА И ФУРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2273669C1 |
| СПОСОБ ВИХРЕВОГО ТОРКРЕТИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ФУТЕРОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2108397C1 |