(5) СПОСОБ КОНТРОЛЯ РАЗМЕРА СРЕДНЕГО ДИАМЕТРА . РЕЗЬБЫ 8 ПРОЦЕССЕ. ОБРАБОТКИ
1
Vlзoбpeтeниe относится к измерительной технике, а именно к способам активного контроля размеров деталей . в процессе их обработки на резьбошлифовальных станках.
Наиболее близким по технической сущности к предлагаемому является способ для контроля размера среднего диаметра резьбы в процесса обработки, заключающийся в том, что .размещают поверхности резьбы контактный ощупы- веющий элемент, осуществляют передачу контролируемого размера чувствительному элементу и определяют величи перемещения чувствительного элемента, jj В известном способе контактный элемент выполнен в виде наконечников 1.1
Недостатком известного способа является точечный контакт между контро-jo лируемой резьбовой поверхностью и ощупывающим элементом. В условиях активного контроля это является причиной повышенного износа ощупывающего элемента, что сужает технологические возможности способа.
Целью изобретения является расширение технологических возможностей способа контроля размера среднего диаметра резьбы.
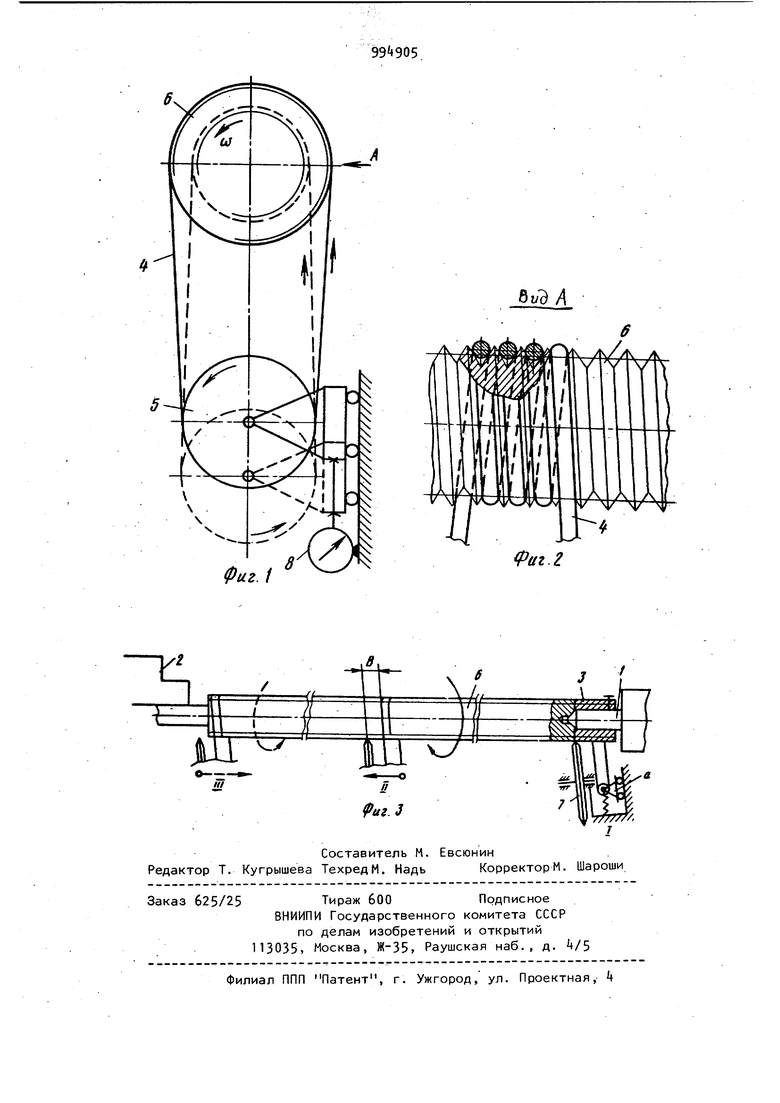
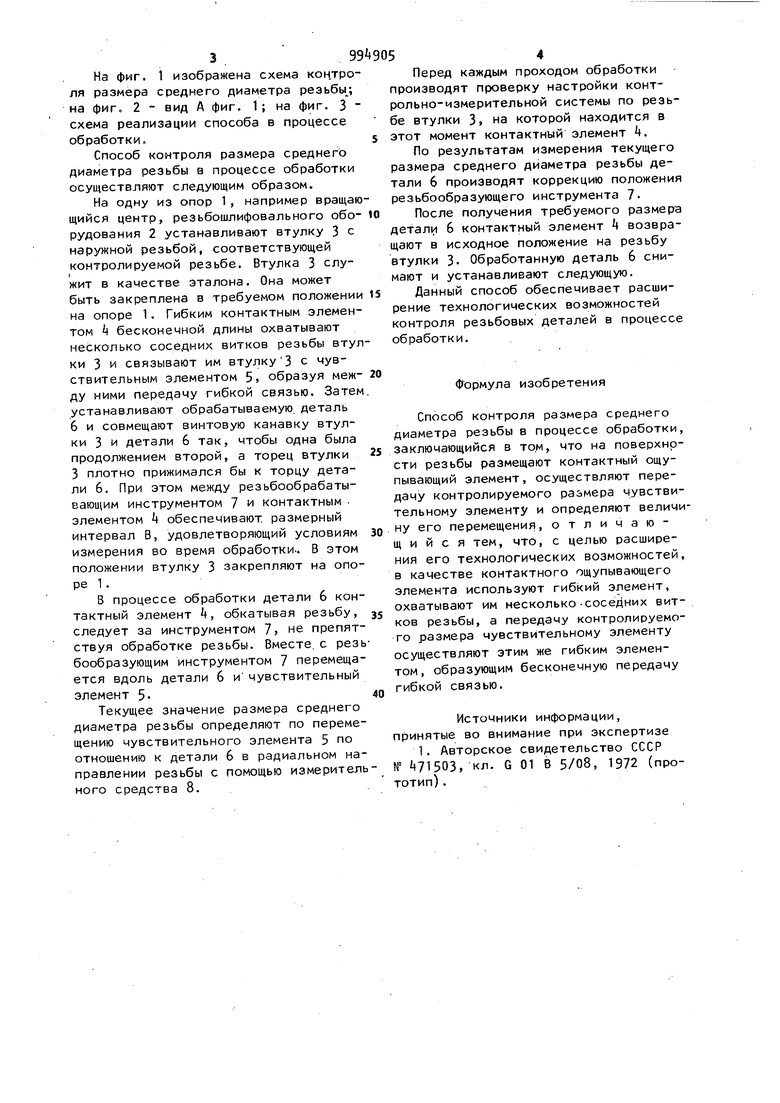
Указанная цель Достигается тем, что согласно способу контроля размера среднего диаметра резьбы в процессе обработки, заключающемуся в том, что на поверхнбсти резьбы размещают контактный ощупывающий элемент, осуществляют передачу контролируемого размера чувствительному элементу и определяютвеличину перемещения чувствительного элемента, в качестве кон тактного ощупывающего элемента используют гибкий элемент, охватывают им несколько соседних витков резьбы, а передачу контролируемого размера чувствительному элементу осуществляют этим же гибким элементом, образующим бесконечн вд передачу гибкой связью. 3 .9 На фиг. 1 изображена схема контро ля размера среднего диаметра резьбы ; на фиг, 2 вид А фиг. 1; на фиг. 3 схема реализации способа в процессе обработки, Способ контроля размера среднего диаметра резьбы в процессе обработки осуществляют следующим образом. На одну из опор 1, например вращаю щийся центр, резьбошлифовального оборудования 2 устанавливают втулку 3 с наружной резьбой, соответствующей контролируемой резьбе. Втулка 3 служит в качестве эталона. Она может быть закреплена в требуемом положении на опоре 1. Гибким контактным элементом бесконечной длины охватывают несколько соседних витков резьбы втул ки 3 и связывают им втулку3 с чувствительным элементом 5, образуя между ними передачу гибкой связью. Затем устанавливают обрабатываемую, деталь 6 и совмещают винтовую канавку втулки 3 и детали 6 так, чтобы одна была продолжением второй, а торец втулки 3 плотно прижимался бы к торцу детали 6. При этом между резьбообрабатывающим инструментом 7 и контактным . элементом 4 обеспечивают, размерный интервал В, удовлетворяющий условиям измерения во время обработки.. В этом положении втулку 3 закрепляют на опоре 1 . В процессе обработки детали 6 контактный элемент k, обкатывая резьбу, следует за инструментом 7, не препятствуя обработке резьбы. Вместе, с резь бообразующим инструментом 7 перемещается вдоль детали 6 и чувствительный элемент 5Текущее значение размера среднего диаметра резьбы определяют по перемещению чувствительного элемента 5 по отношению к детали 6 в радиальном направлении резьбы с помощью измеритель ного средства 8. 5 Перед каждым проходом обработки производят проверку настройки контрольно-измерительной системы по резьбе втулки 3, на которой находится в этот момент контактный элемент 4. По результатам измерения текущего размера среднего диаметра резьбы детали 6 производят коррекцию положения резьбообразующего инструмента 7После получения требуемого размера детали 6 контактный элемент возвращают в исходное положение на резьбу втулки 3. Обработанную деталь 6 снимают и устанавливают следующую. Данный способ обеспечивает расширение технологических возможностей контроля резьбовых деталей в процессе обработки. Формула изобретения Способ контроля размера среднего диаметра резьбы в процессе обработки, заключающийся в TQM, что на поверхности резьбы размещают контактный ощупывающий элемент, осуществляют передачу контролируемого размера чувствительному элементу и определяют величину его перемещения, отличающийся тем, что, с целью расширения его технологических возможностей, в качестве контактного ощупывающего элемента используют гибкий элемент, охватывают им несколько-соседних витков резьбы, а передачу контролируемого размера чувствительному элементу осуществляют этим же гибким элементом, образующим бесконечную передачу гибкой связью. Источники информации, ринятые во внимание при экспертизе 1. Авторское свидетельство СССР 471503, кл. G 01 В 5/08, 1972 (проотип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля среднего диаметра резьбы и устройство для его осуществления | 1991 |
|
SU1796859A1 |
| УСТРОЙСТВО ДЛЯ АКТИВНОГО КОНТРОЛЯ СРЕДНЕГО ДИАМЕТРА РЕЗЬБЫ ДЕТАЛЕЙ НА РЕЗЬБОШЛИФОВАЛЬНОМ СТАНКЕ | 2008 |
|
RU2397061C2 |
| СПОСОБ ПОВЫШЕНИЯ ДОЛГОВЕЧНОСТИ ЗУБЧАТЫХ КОЛЕС РЕДУКТОРОВ | 1992 |
|
RU2072059C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСОВ АТРАВМАТИЧЕСКИХ ИГЛ | 1991 |
|
RU2012247C1 |
| СПОСОБ ШЛИФОВАНИЯ ВИНТОВ | 2005 |
|
RU2305025C1 |
| УСТРОЙСТВО ДЛЯ АКТИВНОГО КОНТРОЛЯ ДИАМЕТРА РЕЗЬБЫ ПРИ РЕЗЬБОШЛИФОВАНИИ | 1991 |
|
RU2032523C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ТЕХНОЛОГИЧЕСКИХ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ ПРИ ПОВЕРХНОСТНОМ ПЛАСТИЧЕСКОМ ДЕФОРМИРОВАНИИ | 2008 |
|
RU2371673C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ НАРЕЗНЫХ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ И КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312201C1 |
| СПОСОБ ОЦЕНКИ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2541730C2 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВЫХ ПОВЕРХНОСТЕЙ ВИНТОВ | 1999 |
|
RU2164843C1 |