Изобретение относится к машиностроению и может быть использовано при обработке винтовых поверхностей точных винтов, например, винтов винтовых насосов.
Известен способ окончательной обработки профиля витка дисковыми шлифовальными кругами, которые правят соответственно профилю винтовой поверхности и наклоняют его на делительный угол подъема витка [1]. Обработку профиля витка осуществляют на специальных резьбошлифовальных станках; оба профиля шлифовального круга правят алмазами по шаблону, которые изготовляют по заданным координатам на профильно-шлифовальных станках. Профиль шлифовального круга соответствует шлифуемому профилю винтовой поверхности в осевом сечении.
Недостаток способа заключается в большой трудоемкости процесса абразивной обработки, который требует специального оборудования, и низкой производительности, которая связана с невысокой размерной стойкостью кругов, ведущей к снижению точности и быстрой потере режущих свойств.
Наиболее близким к изобретению по технической сущности является способ абразивной обработки многониточными шлифовальными кругами на резьбошлифовальных станках (например, мод. 5Д822В, МВ-140 и др.) [2].
Недостатком известного способа является невысокая точность, позволяющая использовать этот высокопроизводительный способ только на предварительных финишных операциях.
Известны другие способы [4], которые имеют аналогичные недостатки.
Задачей изобретения является повышение качества и производительности обработки за счет увеличения числа режущих абразивных брусков и обеспечения необходимой и равномерной силы прижима их к обрабатываемой поверхности и введения выхаживания при не вращающемся инструменте в конце обработки.
Поставленная задача решается предлагаемым способом финишной абразивной обработки винтовых поверхностей винтов, включающий сообщение детали и инструменту вращения и относительного осевого перемещения, при этом используют охватывающий инструмент с радиально подвижными абразивными брусками, каждый из которых прижимают к обрабатываемой поверхности с постоянной силой, причем в конце обработки осуществляют выхаживание при не вращающемся инструменте.
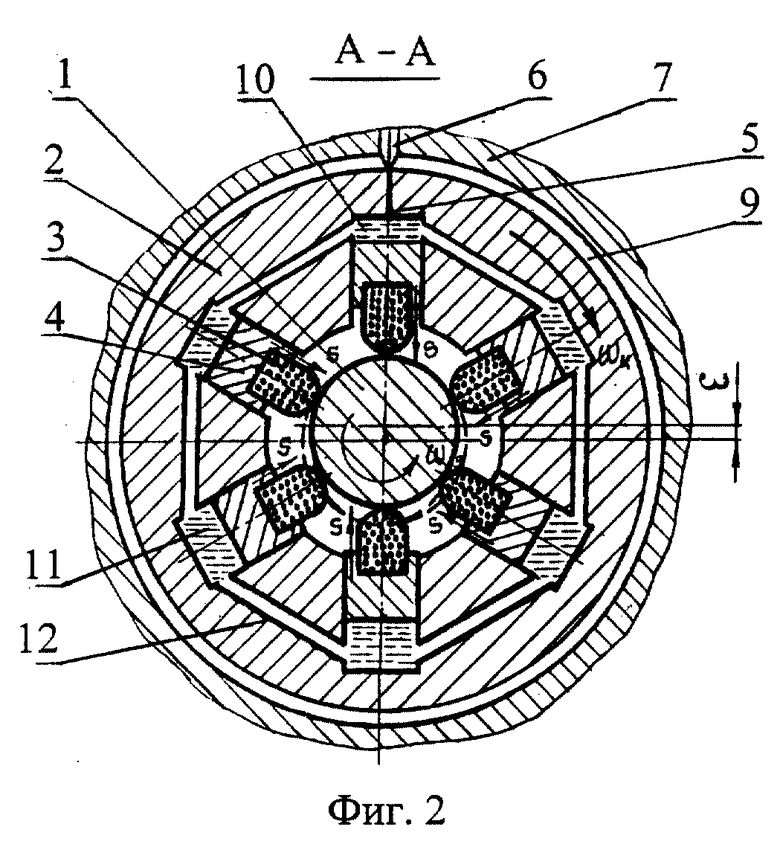
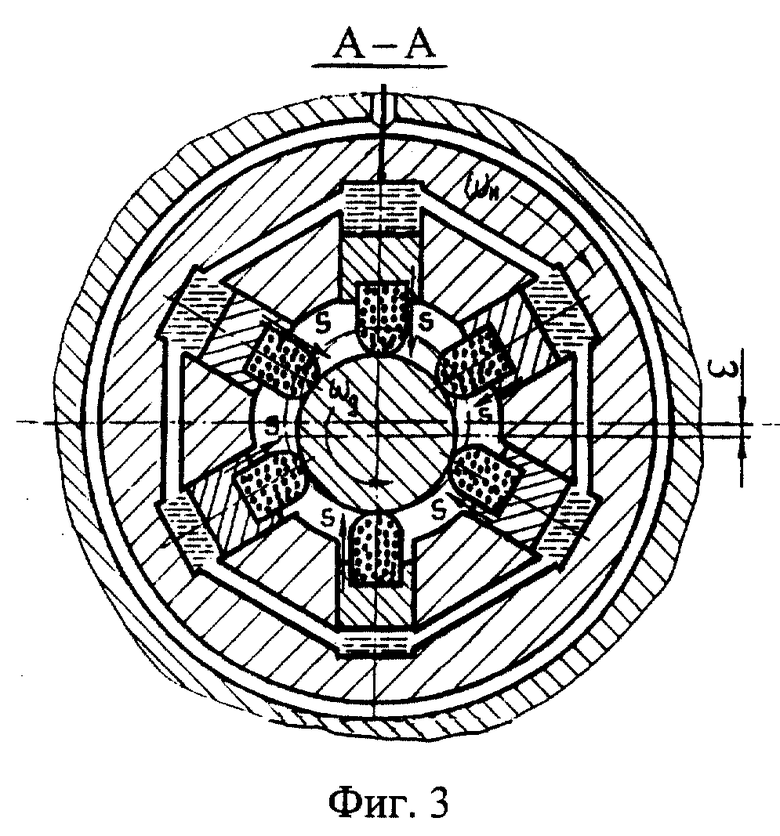
Сущность способа поясняется чертежами. На фиг. 1 приведена схема наладки с установкой детали - винт винтового насоса в патроне и на заднем центре; на фиг. 2 - схема, иллюстрирующая предлагаемый способ обработки, разрез по А-А на фиг. 1; на фиг. 3 - то же, деталь повернута на 180o относительно положения на фиг. 2.
Обработку детали - винт 1 (например, винт винтового насоса) осуществляют охватывающим [3] инструментом 2 с абразивными брусками 3, давление которых на обрабатываемую поверхность может создаваться плунжерами 4 при подаче под них жидкости через эжекторную насадку 5.
Жидкость во вращающийся охватывающий абразивный инструмент 2 поступает через канал 6 неподвижного корпуса 7 головки 8, кольцевой канал 9 и цилиндр 10. Цилиндр 10 и другие цилиндры 11, в которых размещены плунжеры 4, сообщаются каналами 12 друг с другом, таким образом что давление в них устанавливается одинаковое и при изменении положения винтовой обрабатываемой поверхности (фиг. 3) жидкость перетекает из одного цилиндра в другой.
Деталь - винт 1 закрепляют, например, в патроне 13 и поджимают центром 14 задней бабки, предварительно введя в головку 8. Расположенную на суппорте 15, головку 8 выставляют относительно линии центров за счет перемещения по направляющим 16.
Детали - винт 1 и охватывающему абразивному инструменту 2 на начальной стадии обработки сообщают вращение со скоростями ωд и ωи соответственно, предварительно создав в гидросистеме необходимое давление.
Поперечная подача S определяется силой прижима к обрабатываемой поверхности детали, которая будет одинакова как бы не изменялось местоположение этой поверхности относительно оси вращения детали. Благодаря перекачиванию жидкости из одного цилиндра в другой исключаются ударные нагрузки и высокочастотные колебания, что повышает качество и точность обработанной поверхности.
Для абразивной обработки по всей длине детали - винт 1 головке 8 с охватывающим абразивным инструментом 2, расположенной на суппорте 15, задают продольное поступательное движение Sпр по направляющим 17, кинематически ни с каким движением не связанное. Скорость этого движения определяется экспериментально для конкретных условий и влияет на шероховатость обрабатываемой поверхности и производительность процесса.
На завершающей стадии осуществляют выхаживание при не вращающемся инструменте.
Таким образом, с одной установки непрерывно и последовательно осуществляется размерная абразивная обработка и доводка винтовой поверхности, например, винта винтового насоса.
Пример. Обрабатывался винт левый Н41.1016.01.001 винтового насоса ЭВН5-25-1500, который имеет следующие размеры: общая длина - 1282 мм, длина винтовой части - 1208 мм, диаметр поперечного сечения винта - ⊘ 27-0,05 мм, эксцентриситет e = 1,65 мм, шаг t = 28±0,01 мм, шероховатость Ra = 0,4 мкм; винтовая поверхность однозаходная, левого направления; материал - сталь 18ХГТ ГОСТ 4543-74, твердость НВ 207-228, масса - 5,8 кг. Припуск на сторону - 0,025 мм. Обработка проводилась на токарно-винторезном станке мод. 16К20, гидравлическая насосная установка Г48-4, инструментальная охватывающая головка с абразивными брусками типа FW (шаровые с цилиндрической боковой поверхностью) 16х20 24А16С25К ГОСТ 2447-82, скорость головки ωи = 1,74 м/с, nи = 1112 об/мин, окружная скорость заготовки ωд = 15,1 м/мин, nд = 160 об/мин, продольная подача Sпр = 1 мм/об, при этом скорость продольного хода суппорта νпр = 1,1 м/мин, требуемая шероховатость поверхности была достигнута через Tм = 10,5 мин (против Tмбаз = 16,5 мин по базовому варианту при традиционном полировании абразивной лентой ЛВТ 2200х55 Э4, 5 - 8 - 10 ГОСТ 12439-79 на токарном станке 1К62 на АО "Ливгидромаш"). Контроль проводился скобой индикаторной с индикатором ИЧ 10 Б кл. 1 ГОСТ 577-68. Накопленная погрешность между любыми не соседними шагами была не более 0,1 мм, просвет при контроле лекальной линейкой образующих по диаметру выступов - не более 0,07 мм, что допустимо по ТУ.
Благодаря применению предлагаемого способа финишной абразивной обработки винтовых поверхностей винтов улучшилось качество и повысилась производительности обработки за счет увеличения числа режущих абразивных брусков и обеспечения необходимой и равномерной силы прижима их к обрабатываемой поверхности и введения выхаживания при не вращающемся инструменте в конце обработки.
Источники информации
1. Справочник технолога-машиностроителя. В 2-х т. Т. 1 /Под ред. А.Г. Косиловой и Р.К. Мещерякова. - 4-е изд., перераб. и доп. - М.: Машиностроение, 1986. С. 372-373.
2. Технология машиностроения (специальная часть): Учебник для машиностроительных специальностей вузов /А.А. Гусев, Е.Р. Ковальчук, И.М. Колосов и др. - М.: Машиностроение, 1986. С. 318-319 - прототип.
3. Казаков В.М. Шлифование при повышенных скоростях резания. - Киев: Техника, 1971. С. 9-11.
4. Синтетические алмазы в промышленности. - Киев.: Наукова думка, 1974. С. 172-173.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОЛОВКА ДЛЯ ОХВАТЫВАЮЩЕЙ АБРАЗИВНОЙ ОБРАБОТКИ ЭКСЦЕНТРИЧЕСКИХ ВАЛОВ И ВИНТОВЫХ ПОВЕРХНОСТЕЙ ВИНТОВ | 1999 |
|
RU2170162C2 |
| ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ВАЛОВ | 2002 |
|
RU2211133C1 |
| САМОЦЕНТРИРУЮЩАЯ ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ВАЛОВ | 2002 |
|
RU2211134C1 |
| СПОСОБ ФИНИШНОЙ АБРАЗИВНОЙ ОБРАБОТКИ НАРУЖНЫХ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2002 |
|
RU2211130C1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ВИНТОВ | 1999 |
|
RU2167748C1 |
| СПОСОБ ШЛИФОВАНИЯ ВИНТОВ МНОГОНИТОЧНЫМ КРУГОМ | 1999 |
|
RU2165340C1 |
| СПОСОБ ШЛИФОВАНИЯ ВИНТОВ ДИСКОВЫМ ОДНОНИТОЧНЫМ ШЛИФОВАЛЬНЫМ КРУГОМ | 1999 |
|
RU2176179C2 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 2001 |
|
RU2203798C2 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ КОЛЬЦЕОБРАЗНЫМ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 1999 |
|
RU2170650C1 |
| ГОЛОВКА ДЛЯ ОХВАТЫВАЮЩЕГО ШЛИФОВАНИЯ ВИНТОВ | 1999 |
|
RU2169644C2 |
Изобретение относится к машиностроению и может быть использовано при обработке винтовых поверхностей точных винтов. Детали и инструменту сообщают вращение и относительное осевое перемещение. Обработку ведут охватывающим инструментом с радиально подвижными абразивными брусками. Каждый брусок прижимают с постоянной силой к обрабатываемой поверхности. На завершающей стадии обработки вращение инструмента прекращают. С одной установки осуществляется размерная абразивная обработка и доводка винтовой поверхности. Увеличение числа режущих абразивных брусков и обеспечение необходимой равномерной силы прижима их к обрабатываемой поверхности, введение выхаживания при невращающемся инструменте ведут к улучшению качества и повышению производительности обработки. 3 ил.
Способ финишной абразивной обработки винтовых поверхностей винтов, включающий сообщение детали и инструменту вращения и относительного осевого перемещения, отличающийся тем, что используют охватывающий инструмент с радиально подвижными абразивными брусками, каждый из которых прижимают к обрабатываемой поверхности с постоянной силой, причем в конце обработки осуществляют выхаживание при невращающемся инструменте.
| ГУСЕВ А.А | |||
| и др | |||
| Технология машиностроения (специальная часть): Учебник для машиностроительных специальностей вузов | |||
| - М.: Машиностроение, 1986, с.318-319 | |||
| Способ доводки винтовых поверхностей | 1986 |
|
SU1328170A1 |
| Способ доводки винтов | 1980 |
|
SU944890A1 |
| Способ доводки (хонингования) цилиндрических наружных и внутренних поверхностей и гидрофицированный механизм для осуществления способа | 1951 |
|
SU96056A1 |
| Ш БИБЛИОТСНА | 0 |
|
SU303147A1 |
| DE 3516619 A1, 21.11.1985. | |||
