(54) УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ГОРЯЧЕКАТАНЫХ
1
Изобретение относится к прокатному производству, в частности к устройствам для охлаждения полосы на отводящем рольганге стана горячей прокатки.
На станах горячей прокатки для прохождени:я полосы перед смоткой применяют душирующие устройства, состоящие из ряда коробок с соплами, установленными на высоте 0,3-0,5 м над рольганром. Полосы охлаждается водой, имеющей ламинарный характер истечения
Наиболее близким к изобретению является устройство для охлаждения горячекатаных полос, состоящее из коробки с соплами, создающими вертикальнь й поток дискретных струй воды 2.
Недостатком известных систем охлаждения горячекатаного металла является неравномерность охлаждения полосы по ее щирине В местах соприкосновения струи воды с полосой охлаждение проходит более интенсивно, что в конечном итоге дает неравномерность механических свойств металла по ширине полосы.
Цель изобретения - улучшение механических свойств горячекатаных полос путем
ПОЛОС
равномерного охлаждения по щирине полосы сплошной ламинарной струей.
Указанная цель достигается тем, что устройство для охлаждения горячекатанных полос, состоящее из коробки с соплами, создающими вертикальный поток дискретных струй воды, снабжено установленным под коробкой козырьком, расположенным под углом к вертикальной плоскости.
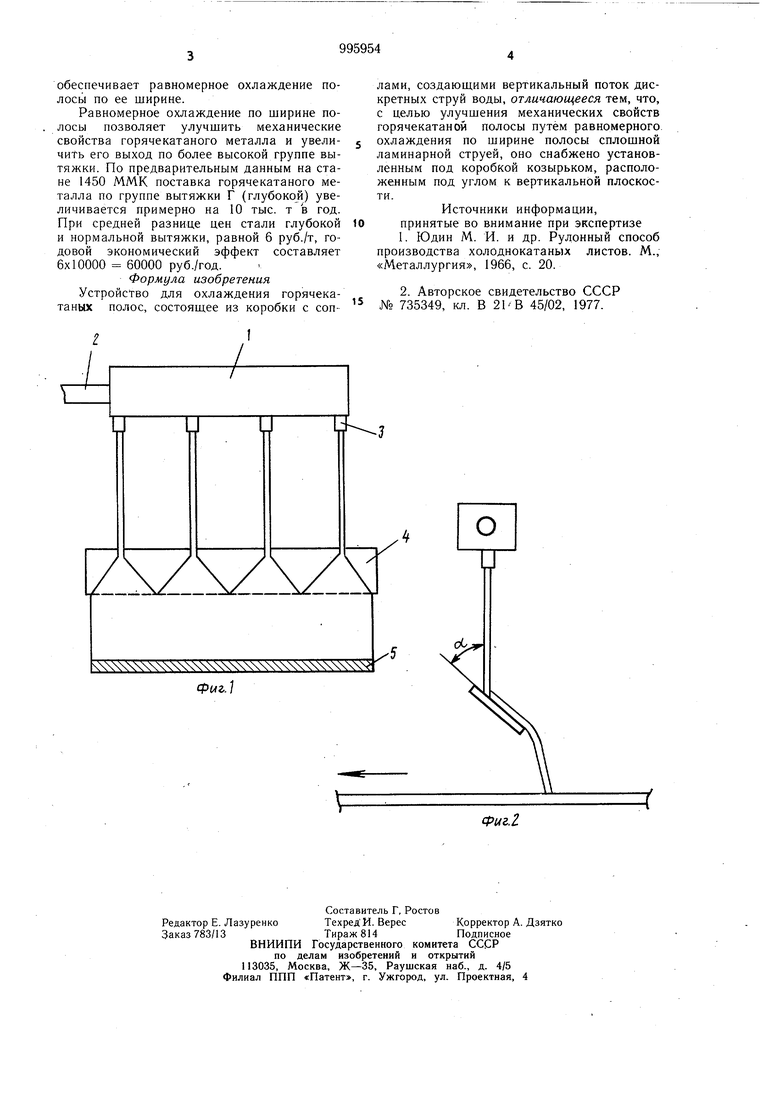
На фиг. 1 и 2 изображено устройство для охлаждения полосы, общий вид.
Устройство состоит из коробки 1 с трубой 2 для подвода воды. В нижней части коробки расположены сопла 3. Под коробкой под углом к вертикали установлен козырек 4 над полосой 5.
Устройство работает следующим образом.
В коробку 1, расположенную над полосой 5, по трубе 2 подается вода, которая по соплам 3 ламинарно истекает на козырек 4. Отражаясь от козырька, струи принимают веерообразную форму и, соединяясь друг с другом, попадают на полосу. Угол наклона козырька к вертикали подобран таким образом, чтобы вода соседних струй соединялась перед стеканием с козырька. Это
обеспечивает равномерное охлаждение полосы по ее ширине.
Равномерное охлаждение по ширине полосы позволяет улучшить механические свойства горячекатаного металла и увеличить его выход по более высокой группе вытяжки. По предварительным данным на стане 1450 ММК поставка горячекатаного металла по группе вытяжки Г (глубокой) увеличивается примерно на 10 тыс. т в год. При средней разнице цен стали глубокой и нормальной вытяжки, равной 6 руб./т, годовой экономический эффект составляет 6x10000 60000 руб./год.
Формула изобретения
Уcтpoйctвo для охлаждения горячекатаных полос, состояш:ее из коробки с соплами, создаюш,ими вертикальный поток дискретных струй воды, отличающееся тем, что, с целью улучшения механических свойств горячекатаной полосы путём равномерного охлаждения по ширине полосы сплошной ламинарной струей, оно снабжено установленным под коробкой козырьком, расположенным под углом к вертикальной плоскости.
Источники информации, принятые во внимание при экспертизе
1.Юдин М. И. и др. Рулонный способ производства холоднокатаных листов. М., «Металлургия, 1966, с. 20.
2.Авторское свидетельство СССР № 735349, кл. В 21В 45/02, 1977.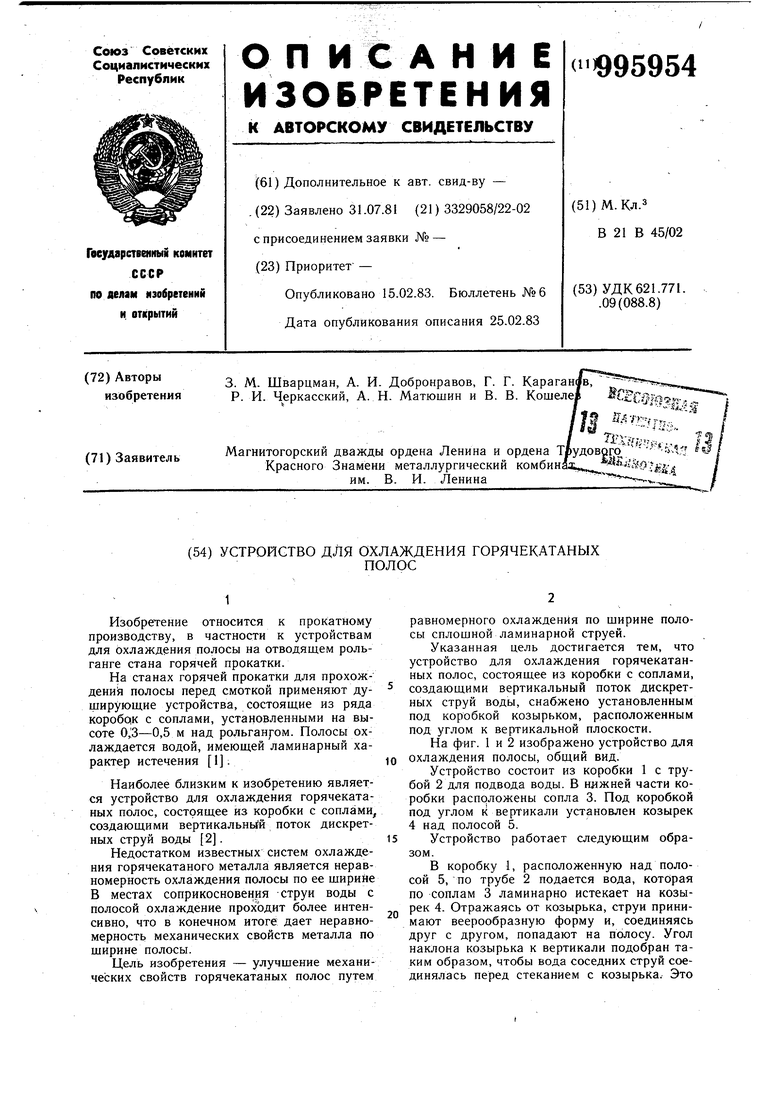
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ И ПРОКАТА | 2001 |
|
RU2193935C1 |
| Устройство для охлаждения полосы на отводящем рольганге широкополосного стана | 1980 |
|
SU944701A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛИСТОВОЙ СТАЛИ | 2004 |
|
RU2268097C1 |
| Устройство для охлаждения горячекатанных полос | 1978 |
|
SU778851A1 |
| Способ изготовления горячекатаной полосы | 1977 |
|
SU709702A1 |
| Устройство для охлаждения горячекатаных полос | 1980 |
|
SU931260A1 |
| Способ производства особо тонких горячекатаных полос на широкополосном стане литейно-прокатного комплекса | 2018 |
|
RU2679159C1 |
| Устройство для охлаждения горячекатаных полос | 1991 |
|
SU1765197A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ГОРЯЧЕКАТАНОГО ЛИСТА И ПОЛОСЫ | 2007 |
|
RU2344893C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ВАННОГО ТИПА | 1992 |
|
RU2038387C1 |
L
ff--3
Фиг. I
