Изобретение относится к прокатному производству и предназначено для охлаждения горячекатанных полос, например, на толстолистовых станах в прессе межклетевого и последеформационного охлаждения, может также использоваться на широкополосовых станах.
Известно оборудование для охлаждения полосы смесью жидкости и газа (патент Японии № 57-60032, кл. С 21 D 9/573, 1982), содержащее замкнутую камеру, в которой с нижней и верхней стороны вошедшей в нее полосы расположены охлаждающие секции. Каждая секция состоит из достаточно большого количества охлаждающих элементов, в котором есть два сопла: верхнее для газа, нижнее для жидкости. Сопла наклонены друг к другу, поэтому на некотором расстоянии от них два потока смешиваются между
собой и поверхности полосы достигает единый поток смеси, которая после соударения с поверхностью разделяется на два исходных компонента. Жидкость по наклонным плоскостям стекает в свой сборный коллектор, а газ уходит в отсасывающий трубопровод для повторного использования.
Недостатками известного устройства являются:
-низкая плотность орошения, что приводит к ухудшению качества проката, т.к. добавление воздуха обуславливает увеличение размера факела охладителя;
-неравномерное охлаждение по ширине полосы, приводит к ухудшению качества проката, что связано с отсутствием фиксации размера зоны охлаждения;
-сложность в эксплуатации.
XI
ю
Недостатки прототипа заключаются в следующем:
установка форсунок с шагом, равным 12-19 малым диаметрам эллипса, при неопределенном расстоянии от форсунки до опорной плоскости рольганга, обуславливает неравномерное охлаждение раската по его ширине;
-установка форсунок, когда большой диаметр эллипса отверстия форсунки образует с продольной осью коллектора угол обуславливает различное охлаждение краев полосы и ухудшения их качества. Кроме того, неодинаковый по ширине полосы размер зоны охлаждения обуславливает ухудшение ее качества;
-расположение смежных коллекторов на расстоянии 1-2 расстояний от торца форсунки до опорной плоскости рольганга и направление осей струй нормально поверхности полосы обуславливает неэффективное использование воды. Вне факела охладителя плотность орошения резко ухудшается и вода используется малоэффективно.
Целью настоящего изобретения является повышение эффективности охлаждения полосы.
Поставленная цель достигается тем, что в устройстве для охлаждения горячекатан- ных полос, содержащем рольганг и коллекторы с установленными вдоль их осей плоскоструйными форсунками, выходное отверстие которых имеет эллипсоидальную форму, согласно заявляемому изобретению расстояние между смежными коллекторами устанавливают равным (0,2-0,6)Н, где Н - расстояние от коллектора до опорной плоскости рольганга, шаг между форсунками равен (0,8-1,7) , где -угол раскрытия факела плоскоструйных форсунок по большой оси, при этом на каждой паре смежных коллекторов форсунки смещены в направлении оси коллекторов на половину шага между ними, наклонены относительно вертикальной оси навстречу друг другу, а большая ось эллипса выходное отверстия форсунок образует угол 5-15° с продольной осью коллектора.
Использование заявляемого изобретения позволяет создать на поверхности полосы зону охлаждения с фиксированной длиной и высокой плотностью орошения, причем между зонами непосредственного натекания охладителя, подаваемой из смежных коллекторов, образуется турбулентная зона, где охлаждение осуществляется также с высокой интенсивностью, Это обеспечивает равномерное охлаждение полосы с высокой скоростью охлаждения, что
позволит улучшить качество проката, снизить себестоимость продукции и сократить расход охладителя.
Указанный положительный эффект до- стигается за счет следующего:
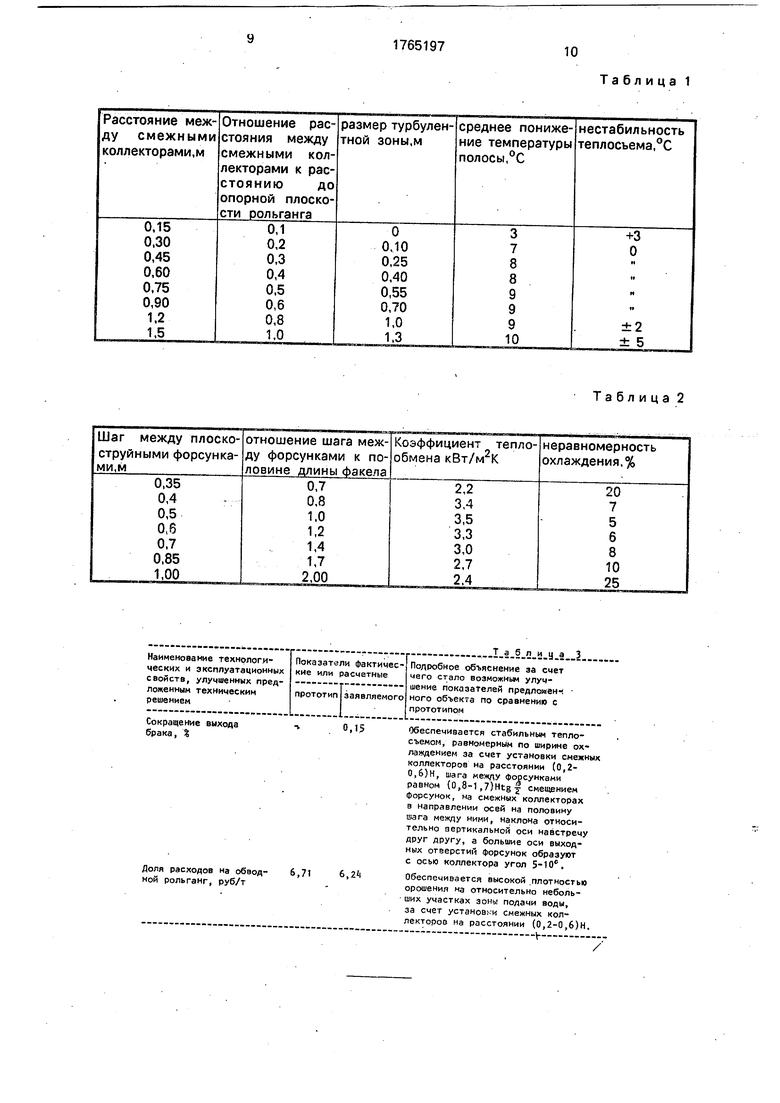
1.Установка смежных коллекторов на расстоянии (0,2-0,6)Н где Н - расстояние от коллектора до опорной плоскости рольганга, обеспечивает эффективное перемешивание охладителя в турбулентной зоне, что
позволяет при относительно небольшой
длине зоны охлаждения осуществить стабильное и высокоинтенсивное охлаждение
полосы (табл.1).
При расстоянии между смежными коллекторами меньшем 0,2Н турбулентная зона охлаждения исчезает. Так, при расстоянии между смежными коллекторами 0,1Н (0,15 м) (рассмотрен пример, когда
,5 м), в результате пересечения факелов еще до поверхности проката происходит их взаимное гашение. Это обуславливает существенное уменьшение теплосъема с полосы, т.е. ухудшение ее качества (охлаждение осуществляется с меньшей
скоростью), повышение себестоимости (за счет увеличения длины транспортного рольганга) и увеличение расхода охладителя. При расстоянии между коллекторами больше 0,6Н в турбулентной зоне появляются
участки неуправляемого охлаждения, что вносит нестабильность в процесс охлаждения и ухудшает в результате качество проката. Проведенные исследования свидетельствуют, что оптимальным расстоянием между смежными коллекторами является (0,2-0,6)Н.
2.Размещение форсунок на коллекторах с шагом, равным (0,8-1,7)Htg Ј /2, где
/3- угол раскрытия факела плоскоструйных форсунок по большой оси, позволяет распределить охладитель с высокой равномерностью по ширине полосы. В одиночной форсунке охладитель распределяется по
большой оси с переменной плотностью (максимум имеет место в середине зоны) и неравномерность может достигать 3-5 раз. При расположении нескольких форсунок в ряд с предлагаемым шагом неравномерность в охлаждении по ширине полосы не превышает 10%. При шаге между форсунками меньшем 0,8Htg Ј максимум плотности
орошения расположен посередине между факелами. При таком шаге взаимодействие факелов происходит еще до соприкосновения с полосой, что приводит к взаимному гашению факелов (табл.2). Так, например, при шаге между плоскоструйными форсунками равном 0,7Н tg , что при ,5 м и соответствует 0,35 м, неравномерность в плотности орошения достигает 20%, а коэффициент теплообмена уменьшается на 305, т.е. эффективность охлаждения значительно уменьшается. Это обуславливает ухудшение качества проката (за счет неравномерности свойств по ширине полосы), по- вышение себестоимости (за счет увеличения длины транспортного рольганга) и увеличение расхода охладителя.
Здесь длина факела охладителя на поверхности полосы принята равной 2 -Н .tg j8/2, что при ,5 м и /МО составляет -И м. При шаге между форсунками большем 1,7. Hctg /3/2 минимум плотности орошения расположен между форсунками. Так, например, при шаге, равном 2,0-P-tg , что соответствует 1,0 м, неравномерность охлаждения достигает 25%, а коэффициент теплообмена становится недостаточным для эффективного охлаждения полосы. Это приводит к ухудшению качества проката, увеличению стоимости продукции, хотя и сопровождается сокращением расхода воды. На основании вышеизложенного сделан вывод, «то оптимальным является шаг между форсунками, равный (0,8-1,7) Н tg .
3,Расположение плоскоструйных форсунок на кгхдой паре смежных коллекторов со смещением в направлении оси коллектора на половину шага между ними позволяет создать равномерное распределение плотности орошения по поверхности полосы. Благодаря этому в том месте, где в первом ряду имеют место максимумы плотности орошения, во втором ряду расположены минимумы и наоборот. Кроме того, благодаря такому расположению, струи охладителя, взаимодействуя с турбулентной зоне, дополнительно повышают равномерность охлаждения, Это обеспечивает повышение эффективности охлаждения полосы, а, следовательно, и качество проката.
4.Наклон форсунок на смежных коллекторах относительно вертикальной оси навстречу друг другу позволяет направить охладитель во внутрь зоны охлаждения, в турбулентную зону, и обеспечить там эффективный теплосъем. Благодаря тому, что охладитель при таком расположении форсунок перемещается от внешних границ и активной перемешивается, исключается неконтролируемое охлаждение полосы вне зоны. Это обеспечивает улучшение качества проката, снижение себестоимости продукции и сокращение расхода охладителя.
5. Расположение плоскоструйных форсунок так, что большая ось эллипса их выходного отверстия образует угол 5-15° с продольной осью коллектора, позволяет создать на поверхности полосы практически
прямолинейную границу зоны охлаждения, когда неравномерность орошения в начале зоны не превышает 5%. Это обеспечивает равномерное по ширине полосы, особенно на ее охлаждение. При угле менее
0 5о наблюдается эффект взаимного гашения факелов охладителя, что приведет к возрастанию неравномерности снижению интенсивности теплосъема с полосы. В результате ухудшается качество проката, по5- зышается его себестоимость и увеличивается расход охладителя. Так, при угле менее 5о неравномерность охлаждения может достигать 25%, а коэффициент тепло- объема уменьшается на 35%. При угле более
0 15° возрастает доля охладителя, покидающего зону охлаждения и осуществляющего неорганизованный отвод тепла от полосы. Это ухудшает качество полосы,
На основании вышеизложенного дока5 зано, что каждый из отличительных признаков необходим, а все вместе достаточны для достижения цели изобретения. Следовательно, отличительные признаки являются существенными, а заявляе мое устройство
0 удовлетворяет критерию новизна.
Среди известных устройств не найдено технических решений с признаками, сходными с обличительными признаками заявляемого устройства.
5 Из вышеуказанного следует, что заявляемое техническое решение соответствует понятию изобретение, т.к. доказано его соответствие критериям новизна, существенные отличия и показана возможность
0 достижения положительного эффекта при указанной совокупности существенных признаков.
Для пояснения изобретения ниже приводится описание, показывающее пример
5 осуществления изобретения со ссылкой на прилагаемые чертежи, на которых:
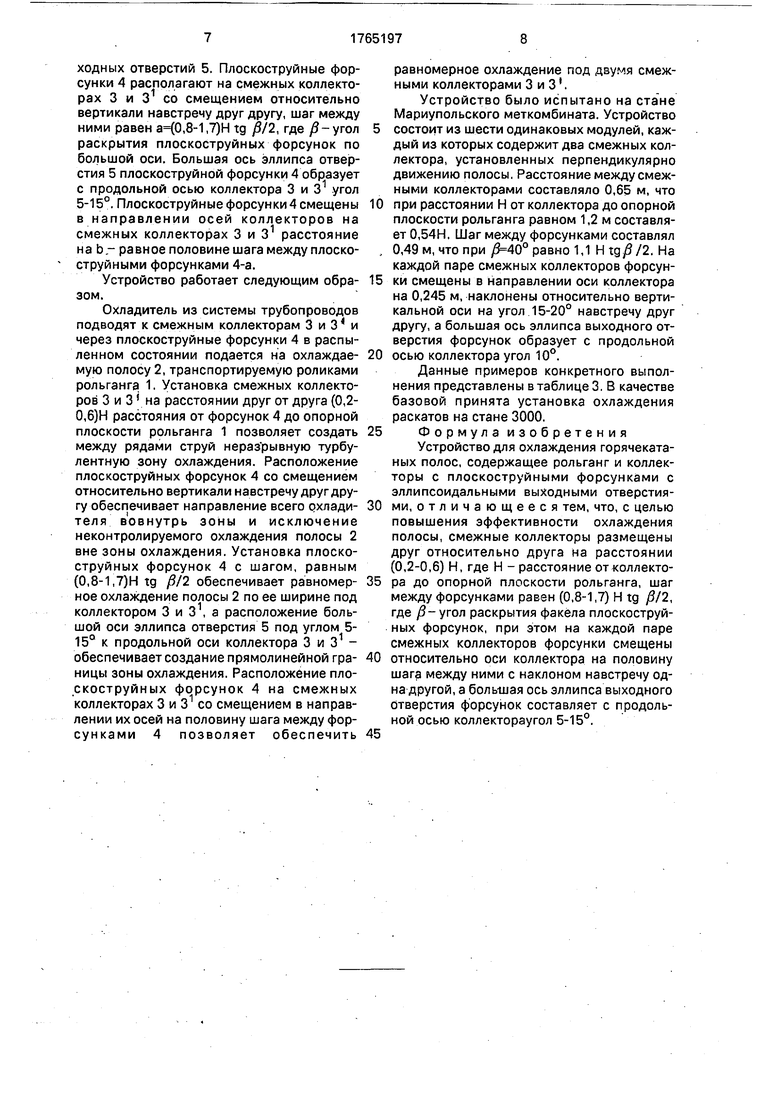
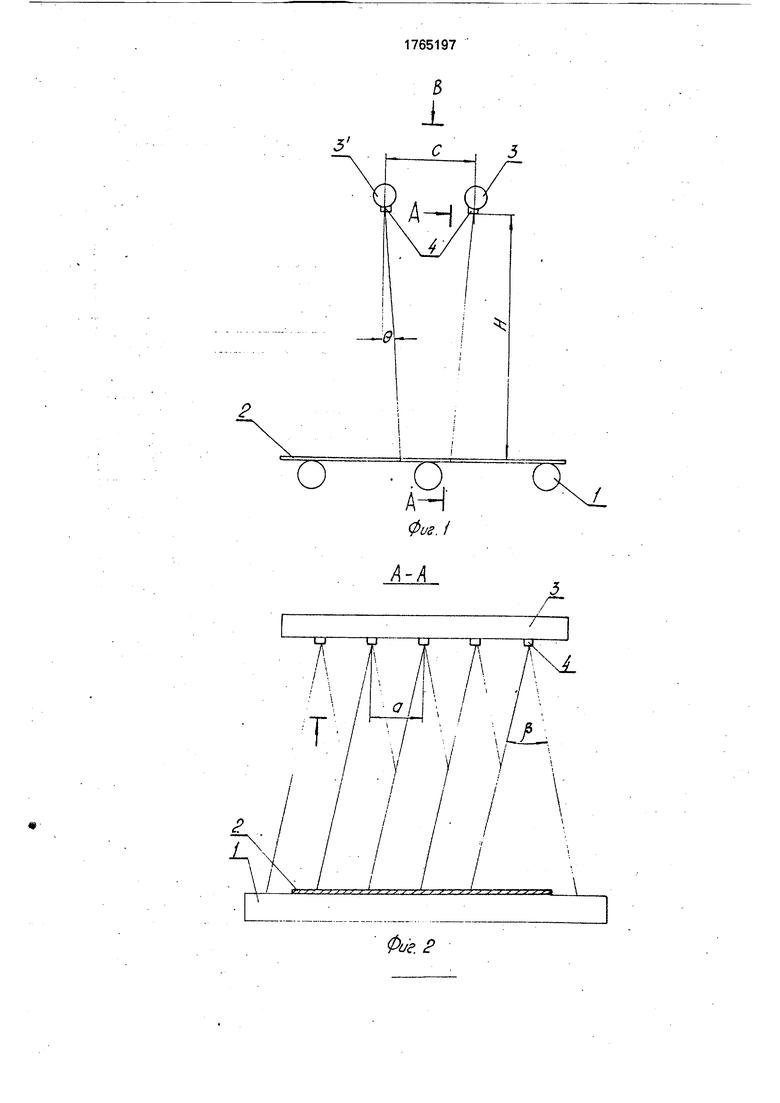
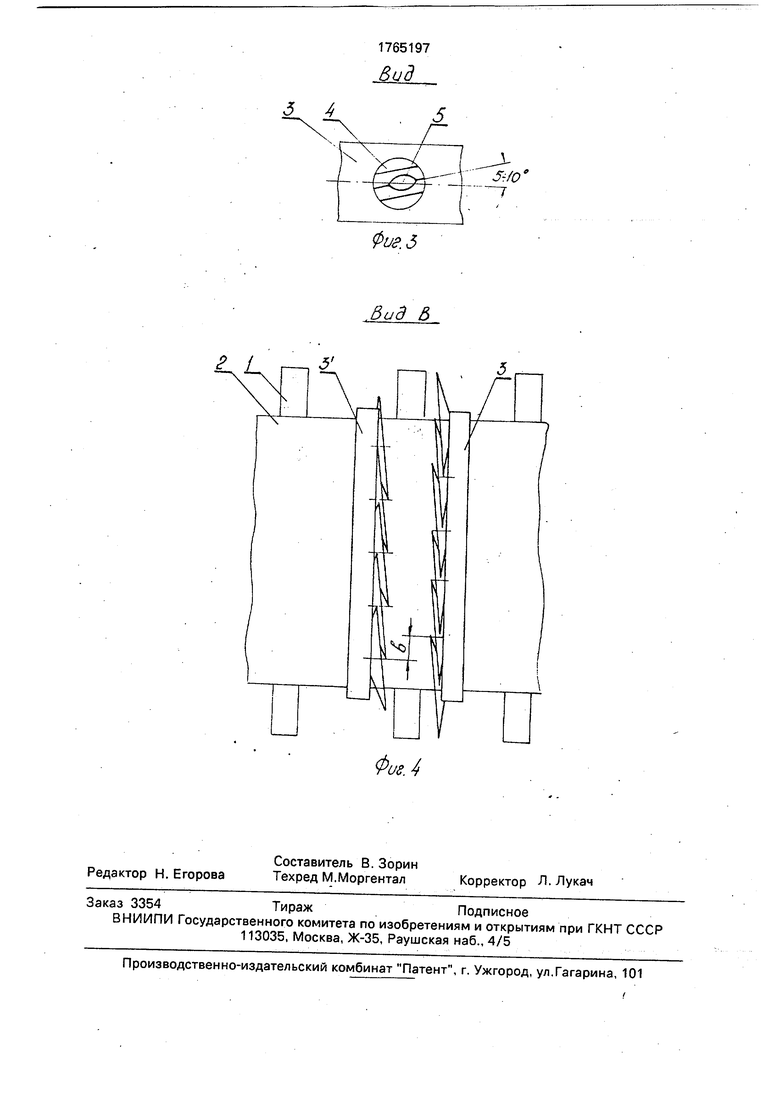
фиг.1 - изображено устройство для охлаждения горячекатанных полос, вид сбоку; фиг.2 - разрез А-А на фиг.1; фиг.З- вид Б на
0 фиг.2; фиг.4 - вид В на фиг.1,
Устройство содержит рольганг 1 и расположенные поперечно движению охлаждаемой полосы 2 смежные коллекторы 3 и 3 с расстоянием между ними, равным (0,2-0,6)
5 расстояния от плоскоструйных форсунок 4 до опорной плоскости рольганга 1 (Н). Коллекторы 3 и З1 оснащены установленными вдоль их осей плоскоструйными форсунками 4, имеющими эллиптическую форму выходных отверстий 5. Плоскоструйные форсунки 4 располагают на смежных коллекторах 3 и З1 со смещением относительно вертикали навстречу друг другу, шаг между ними равен а(0,8-1,7)Н tg J3/2, где / -угол раскрытия плоскоструйных форсунок по большой оси. Большая ось эллипса отверстия 5 плоскоструйной форсунки 4 образует с продольной осью коллектора 3 и З1 угол 5-15°. Плоскоструйные форсунки 4 смещены в направлении осей коллекторов на смежных коллекторах 3 и З1 расстояние на Ь - равное половине шага между плоскоструйными форсунками 4-а.
Устройство работает следующим обра- зом.
Охладитель из системы трубопроводов подводят к смежным коллекторам 3 и 3 и через плоскоструйные форсунки 4 в распыленном состоянии подается на охлаждав- мую полосу 2, транспортируемую роликами рольганга 1. Установка смежных коллекторов 3 и 3 на расстоянии друг от друга (0,2- 0,6)Н расстояния от форсунок 4 до опорной плоскости рольганга 1 позволяет создать между рядами струй неразрывную турбулентную зону охлаждения. Расположение плоскоструйных форсунок 4 со смещением относительно вертикали навстречу друг другу обеспечивает направление всего охлади- теля вовнутрь зоны и исключение неконтролируемого охлаждения полосы 2 вне зоны охлаждения. Установка плоскоструйных форсунок 4 с шагом, равным (0,8-1,7)Н tg обеспечивает равномер- ное охлаждение полосы 2 по ее ширине под коллектором 3 и З1, а расположение большой оси эллипса отверстия 5 под углом 5- 15° к продольной оси коллектора 3 и З1 - обеспечивает создание прямолинейной гра- ницы зоны охлаждения. Расположение пло- скоструйных форсунок 4 на смежных коллекторах 3 и З1 со смещением в направлении их осей на половину шага между фор- сунками 4 позволяет обеспечить
равномерное охлаждение под двумя смежными коллекторами 3 и 3.
Устройство было испытано на стане Мариупольского меткомбината. Устройство состоит из шести одинаковых модулей, каждый из которых содержит два смежных коллектора, установленных перпендикулярно движению полосы. Расстояние между смежными коллекторами составляло 0,65 м, что при расстоянии Н от коллектора до опорной плоскости рольганга равном 1,2 м составляет 0,54Н. Шаг между форсунками составлял 0,49 м, что при равно 1,1 Н . На каждой паре смежных коллекторов форсунки смещены в направлении оси коллектора на 0,245 м, наклонены относительно вертикальной оси на угол 15-20° навстречу друг другу, а большая ось эллипса выходного отверстия форсунок образует с продольной осью коллектора угол 10°.
Данные примеров конкретного выполнения представлены в таблице 3. В качестве базовой принята установка охлаждения раскатов на стане 3000.
Формула изобретения
Устройство для охлаждения горячекатаных полос, содержащее рольганг и коллекторы с плоскоструйными форсунками с эллипсоидальными выходными отверстиями, отличающееся тем, что, с целью повышения эффективности охлаждения полосы, смежные коллекторы размещены друг относительно друга на расстоянии (0,2-0,6) Н, где Н - расстояние от коллектора до опорной плоскости рольганга, шаг между форсунками равен (0,8-1,7) Н tg ft/2, где yS-угол раскрытия факела плоскоструйных форсунок, при этом на каждой паре смежных коллекторов форсунки смещены относительно оси коллектора на половину шага между ними с наклоном навстречу одна другой, а боль-шая ось эллипса выходного отверстия форсунок составляет с продольной осью коллектораугол 5-15°.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ГОРЯЧЕКАТАНОГО ЛИСТА И ПОЛОСЫ | 2007 |
|
RU2344893C1 |
| Устройство для охлаждения горячекатанной полосы | 1980 |
|
SU933735A1 |
| Устройство для регулируемого охлаждения проката | 2022 |
|
RU2783436C1 |
| Способ охлаждения прокатных валков листовых станов | 1980 |
|
SU900894A1 |
| Способ струйного охлаждения листового проката | 1990 |
|
SU1723150A1 |
| Устройство для охлаждения листа | 1989 |
|
SU1600889A1 |
| Устройство для регулируемого охлаждения движущегося полосового проката | 1986 |
|
SU1400689A1 |
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ ЗАГОТОВОК В МАШИНАХ НЕПРЕРЫВНОГО ЛИТЬЯ КРИВОЛИНЕЙНОГО ТИПА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2086349C1 |
| СПОСОБ КОЧЕТОВА ИСПАРИТЕЛЬНОГО ОХЛАЖДЕНИЯ ВОДЫ | 2011 |
|
RU2488059C2 |
| СПОСОБ КОЧЕТОВА ИСПАРИТЕЛЬНОГО ОХЛАЖДЕНИЯ ВОДЫ | 2009 |
|
RU2473033C2 |
Сущность изобретения: устройство содержит рольганг и коллекторы с плоскоструйными форсунками, выходное отверстие которых имеет эллипсоидальную форму, расстояние между смежными коллекторами устанавливают равным (0,2- 0,6)Н, где Н - расстояние от коллектора до опорной плоскости рольганга, шаг между форсунками равен (0,8-1,7)Н tg,5/2, где /3- угол раскрытия факела плоскоструйных форсунок, при этом на каждой паре смежных коллекторов форсунки смещены в направлении оси коллектора на половину шага между ними, наклонены относительно вертикальной оси навстречу друг другу, а большая ось эллипса выходного отверстия форсунок образует угол 5-15° с осью коллектора. 4 ил,, 3 табл.
Сокращение выхода брака, %
Доля расходов на обводной рольганг, руб/т
6,71
Таблица 2
,15 Обеспечивается стабильным тепло- съемом, равномерным по ширине охлаждением за счет установки смежных коллекторов на расстоянии (0,2- 0,6)Н, шага между форсунками равном (0,8-1,7)Htg j смещением форсунок, на смежных коллекторах в направлении осей на половину шага между ними, наклона относительно аертикальной оси навстречу ДРУГ другу, а большие оси выходных отверстий форсунок образуют с осью коллектора угол 5-Юс,
,2 Обеспечивается высокой плотностью орошения на относительно небольших участках зоны подачи воды, за счет установ; и смежных коллекторов на расстоянии (0,2-0,6)Н. V-
/
В
1
фиг /
Фиг 2
Д, S-/0
Фие.З
Вид &
| Устройство для охлаждения горячекатанной полосы | 1980 |
|
SU933735A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
