(З) СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ВЫСОКОПРОЧНОГО ЧУГУНА
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЦЕНТРОБЕЖНОГО ЛИТЬЯ МНОГОСЛОЙНЫХ ЗАГОТОВОК ДЛЯ КОРПУСОВ ТРАНСПОРТНО-УПАКОВОЧНЫХ КОМПЛЕКТОВ (ТУК) ДЛЯ ПЕРЕВОЗКИ И ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА (ОЯТ) ИЗ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ (ВЧШГ) И МОНОЛИТНАЯ ОТЛИВКА КОРПУСА ТУК, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ | 2011 |
|
RU2464124C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА С ВЕРМИКУЛЯРНЫМ ГРАФИТОМ МЕТОДОМ ТЕРМОШЛАКОВО-ЭЛЕКТРОДУГОВОЙ ОБРАБОТКИ | 1991 |
|
RU2016074C1 |
| Способ обработки чугуна в литниковой системе | 1985 |
|
SU1397491A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ЧУГУННОЙ ЦИЛИНДРОВОЙ ВТУЛКИ МЕТОДОМ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 2017 |
|
RU2665862C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2011 |
|
RU2440214C1 |
| ЧУГУН, СПОСОБ ЕГО ПОЛУЧЕНИЯ И СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ОТЛИВОК ИЗ НЕГО | 2004 |
|
RU2267542C1 |
| Способ модифицирования чугуна | 1981 |
|
SU1013488A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2012 |
|
RU2510306C1 |
| Модифицирующая смесь | 1985 |
|
SU1245596A1 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИФРИКЦИОННОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2001 |
|
RU2198227C1 |
1
Изобретение относится к литейному производству, в частности к технологий модифицирования и получения отливок из высокопрочного чугуна при центробежном литье.
Известен способ центробежного литья труб из чугуна с шаровидным графитом. Отличительной особенностью этого способа производства чугунных труб является обработка чугуна, модифицироаганного сфероидизирующими графит рзагентами , гранулированным флюсом с целью повышения качества трубных отливок, причем флюс подается на центрифугируемый расплав вне струи заливаемого чугуна. Такой .двухступенчатый технологический цикл обработки обеспечивает получение отливок из чугуна, который и.меет шаровидную форму графита и весьма однородную структуру за счет обработки расплава специальным гранулированным флюсом; подаваемым на расплав отдельно 1.
Однако применение этого способа производства центробежных отливок требует наличия специальных реагентов, сфероидизирующих графит, и устройства для проведения модифицирования чугуна, специальных флюсов, а также устройства для гранулирования флюса и для подачи его в расплав.
Наиболее близким к предлагаемому
10 по техническому решению является способ получения отливок из высокопрочного чугуна, включающий введение в расплав комплексных модификаторов, содержащих дисперсный гра15фит 121.
Однако этот способ- не позволяет получать плотные отливки из чугуна с шаровидным графитом, например, та20ких как гильзы цилиндров, маслоты, непосредственно в изложнице центробежного литья.
Цель изобретения - получение отли вок из чугуна с шаровидным графитом без усадочных дефектов м структурно свободных карбидов.
Указанная цель достигается тем, что согласно способу получения отливок из высокопрочного чугуна, включающему обработку расплава а литейной форме комплексными-моди фикаторами, содержащими порошок графита, комплексные модификаторы вводят во вращающуюся литейную форМУ ДО заливки и нее расплава чугуна.
Обработка расплава чугуна непосг оедственно во вращающейся форме осу ществляется следующим образом.
Мелко раздробленный комплексный модификатор в смеси с плавиковым шпатом и порошком графита вводится во вращающуюся форму, скорость вращения которой обеспечивает удержание этой модифицирующей смеси на рабочей поверхности формы. После ввода этой модифицирующей присадки производится заливка-металла во вращающуюся форму. При этом модифицирующая смесь, как более легкая фаза (удельный вес 3,2-Л,5 г/см), прижимаемая до заливки металла центробежными силами к станке вращающейся формы, после заливки чугуна (удельный вес более 7,5 г/см )1)вытесняется за счет действия центробежных сил на свободную поверхность фор мирующей отливки, т.е. проходит через слой жидкого нугуна. Благодаря взаимодействию мелко раздробленного модификатора и графитового порошка с жидким нугуном происходит деоульфуг рация, дефосфорация и графитообразот вание в нем, причем кальций,барий, магний, РЗМ, входящие в состав комплексного модификатора, обеспечивают помимо рафинирования металла получение графита шаровидной формы в чугуне на базе центров графитизации, внесенных порошком графита и распределяющихся при прохождении модифицир ;ющей снеси через слой жидкого чугуна в период формирования отливки по всему ее сечению.
Предложенный способ модифицирования чугуна непосредственно во вращающейся форме позволяет модифицироват чугун электропечной и ваграночной плавки.
По предложенному способу так же, как и в других известных способах модифицирования чугуна, в модифицирующую смесь вводится плавиковый шпат, он обеспечивает повышение степени ус
,воения комплексного модификатора чугуном благодаря созданию флюсующей среды вблизи фронта взаимодействия
частиц комплексного модификатора с
расплавом.
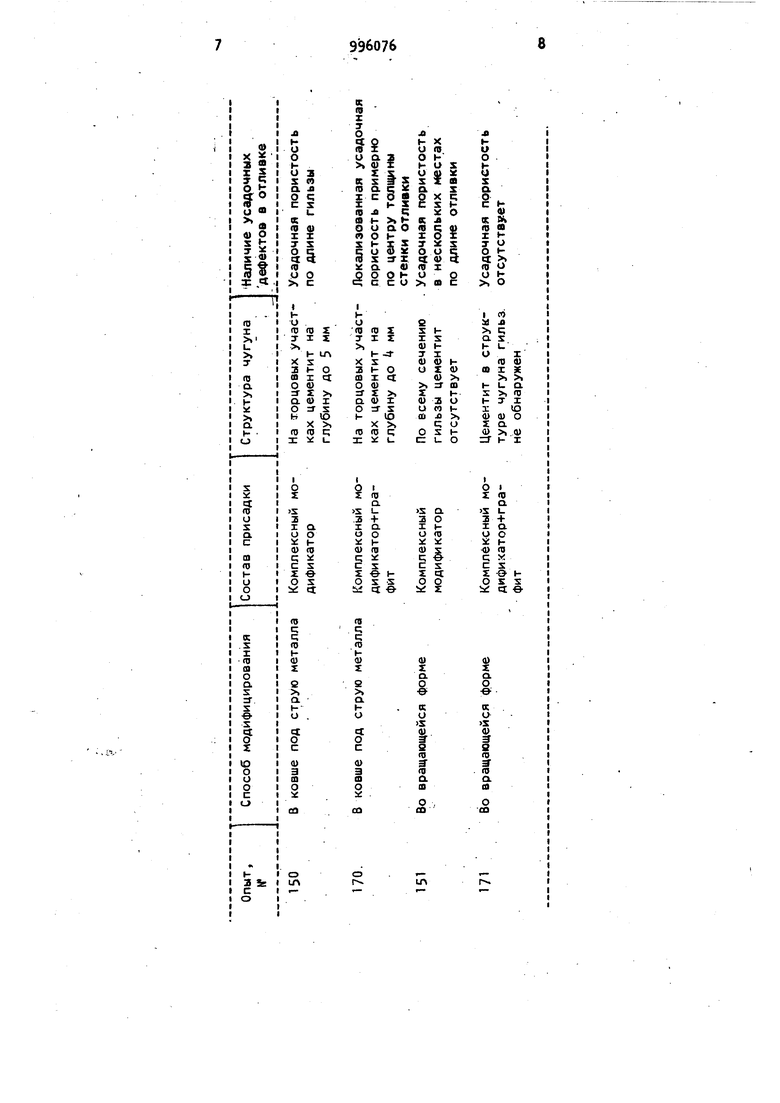
Графитовый порошок, введенный в состав модифицирующей смеси, смещает процесс зарождения включений (Шаровидного графита на базе вноси мых им центров графитообразования в сторону более высоких температур, что приводит к более полной графитизации чугуна в жидко-твердом и жидком состоянии. Модифицирование чугуна одним только комплексным модификатором без добавки порошка графита приводит к тому, что образование и рост вклюн , чений шаровидного графита в чугуне частично происходит в жидко-твердом состоянии. По этой причине при модифицировании чугуна во вращающейся изложнице центробежной машины одним только комплексным модификатором, когда сам способ литья определяет отсутствие литниковой системы и питающих прибылей, невозможно полу чить плотные здоровые отливки (см. . таблицу), наличие графита в смеси устраняет эти дефекты отливок.
Предложенный способ модифицирования, по которому модифицирующая смесь взаимодействует с чугуном при температурах, близких к температуре ликвидус, исключается возможност;ь обра зования структурно свободных карбидов в структуре чугуна (см. таблицу).
Проведенные опыты по получению центробежным способом гильз цилиндров из высокопрочного чугуна с шаровидным графитом показывают, что выдержка модифицированного чугуна в ковше перед заливкой формы центробежной машины способствует зарождению карбидов железа (см. таблицу) . При модифицировании в форме вследствие короткого времени кристаллизации чугуна процесс карбидообразования в нем не протекает (см. таблицу). Модифицированный чугун, обработанный одним только комплексным модификатором без добавки графита, имеет усадочные дефекты, так, отливка гильзы имеет усадочные дефекты, сосредоточенные на ее внутренней рабочей поверхности см. таблицу), что резко снижает экс плуатационную надежность и долговечность гильз. В таблице приведены данные, ха рактеризующие влияние добавки гр тового порошка в модифицирующую с при модифицировании ваграночного чугуна в форме в процессе центробежногр литья на плотность отливк влияние способа модифицирования н разование отбела в гильзах, Модифицированию подвергается e граночный чугун состава: З.ЬЗ.4 2,1-2,5 0,6-0,9 0,-0,6 0,25-0,35 0,15-0,25 перегретый в индукционном миксере до UOO-l 2d°C. Модифицирование осуществляется комплексным модификатором состава, вес.%: S W.l Ва 3.5 Са- 5,4 РЗМ 3,5 Мд 7,5 Fe Остальное Расход комплексного модификатора составляет 3 от массы жидкого чугуна, соотношение между количество комплексного модифи сатора и плавикового шпата 10:1. Расход графита, входящего в состав модифицирующей смеси по предложенному способу, составляет 0,25-0, массы отливки.
in
г.
9 - 99607610
Формула изобретениясные модификаторы вводят ,во вращаю
Способ получения отливок из высо- нее расплава чугуна, копрочного чугуна, включающий o6pai- Источники информации, ботку расплава в литейной форме комп- s принятые во внимание при экспертизе лексными модификаторами, содержа1цими 1. Патент Франции № 579869 :порошок графита, о т л и ч а ю щ и й кл. В 22 D 13/10, 1977. с я тем, что, с цепью получения 2. Borgeand Р. ,Les inoculants et отливок из чугунэ 9 и ровидным гра-. nodullsants en fonderle de fonte. фитом без усадочных дефектов и струк-1в Horames et fonderle , 1977, fP 80, турно свободных карбидов , комплек- р. 25-30.
4цуюся литейную форму до заливки
