диненного с кольцевым зазором. На трубча том элементе для направления электрода напротив радиальных отверстий и на боковой поверхности корпуса со стороны рабочего торца горелки выполнена винтовая нарезка. Горелка снабжена установленной на конце корпуса с винтовой нарезкой гильзой 2, выполненной с винтовой нарезкой на боковой поверхности в зоне винтовой нарезки корпуса. В гильзе 2 закреплена термостойкая изоляционная втулка 5 с каналом для направления электрода. При работе горелки газ закручивается на винтовой нарезке трубчатого элемента и с ускорением через радиальные отверстия в корпусе 1 отбрасывается в полость сопла 9. При этом газ ударяется о внутреннюю поверхность сопла 9 и струя турбулизируется, происходит выравнивание скоростей потока защитного газа. Отразившись от внутренней поверхности сопла 9, струя защитного газа с выравненными скоростями потока ускоряется/закручиваясь по винтовой нарезке гильзы 2, и проходя в полости сопла 9, приобретает ламинарный характер. 1 з.п.ф-лы, 1 ил.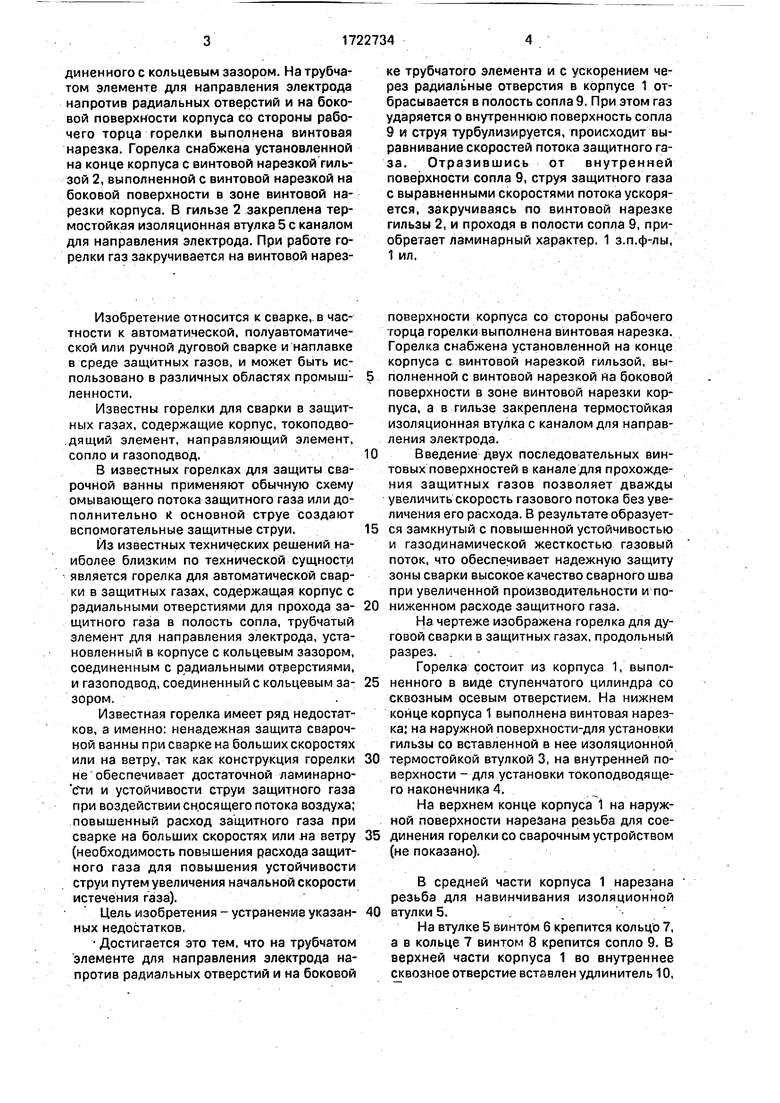


| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки в среде защитного газа | 1982 |
|
SU1076230A1 |
| Токоподводящий мундштук | 1985 |
|
SU1324791A2 |
| Горелка Г.А.Шагалова для дуговой сварки неплавящимся электродом в защитных газах | 1988 |
|
SU1678563A2 |
| Горелка для механизированной дуговой сварки плавящимся электродом | 1990 |
|
SU1785856A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНОГО ГАЗА | 1991 |
|
RU2023555C1 |
| Сопло к горелке для сварки в среде защитного газа | 1987 |
|
SU1669658A1 |
| Ветрозащитное сопло к горелкам для дуговой сварки в защитных газах | 1984 |
|
SU1146158A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ | 1986 |
|
SU1515546A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| ГОРЕЛКА ДЛЯ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ | 1998 |
|
RU2145273C1 |
Изобретение относится к сварке, в частности к автоматической, полуавтоматической или ручной-дуговой сварке, наплавке в среде защитных газов. Цель изобретения - повышение надежности защиты зоны дуги и экономия защитного газа при сварке на больших скоростях и на ветру, путем последовательного двухступенчатого завихрения потока защитного газа. Горелка состоит из корпуса 1 с радиальными отверстиями для прохода защитного газа в полость сопла 9, трубчатого элемента 1.2 для направления электрода,.установленного в корпусе 1с кольцевым зазором, соединенным с радиальными отверстиями, и газоподвода, сое
Изобретение относится к сварке, в частности к автоматической, полуавтоматической или ручной дуговой сварке и наплавке в среде защитных газов, и может быть использовано в различных областях промышленности.
Известны горелки для сварки в защитных газах, содержащие корпус, токоподво- дящий элемент, направляющий элемент, сопло и газоподвод.
В известных горелках для защиты сварочной ванны применяют обычную схему омывающего потока защитного газа или дополнительно к основной струе создают вспомогательные защитные струи.
Из известных технических решений наиболее близким по технической сущности является горелка для автоматической сварки в защитных газах, содержащая корпус с радиальными отверстиями для прохода защитного газа в полость сопла, трубчатый элемент для направления электрода, установленный в корпусе с кольцевым зазором, соединенным с радиальными отверстиями, и газоподвод, соединенный с кольцевым зазором..
Известная горелка имеет ряд недостатков, а именно: ненадежная защита сварочной ванны при сварке на больших скоростях или на ветру, так как конструкция горелки не обеспечивает достаточной ламинарно- и устойчивости струи защитного газа при воздействии сносящего потока воздуха; повышенный расход защитного газа при сварке на больших скоростях или ла ветру (необходимость повышения расхода защитного газа для повышения устойчивости струи путем увеличения начальной скорости истечения газа).
Цель изобретения - устранение указанных недостатков.
Достигается это тем, что на трубчатом элементе для направления электрода напротив радиальных отверстий и на боковой
поверхности корпуса со стороны рабочего торца горелки выполнена винтовая нарезка. Горелка снабжена установленной на конце корпуса с винтовой нарезкой гильзой, выполненной с винтовой нарезкой на боковой поверхности в зоне винтовой нарезки корпуса, а в гильзе закреплена термостойкая изоляционная втулка с каналом для направления электрода.
Введение двух последовательных винтовых поверхностей в канале для прохождения защитных газов позволяет дважды увеличить Скорость газового потока без увеличения его расхода. В результате образуется замкнутый с повышенной устойчивостью и газодинамической жесткостью газовый поток, что обеспечивает надежную защиту зоны сварки высокое качество сварного шва при увеличенной производительности и пониженном расходе защитного газа.
На чертеже изображена горелка для дуговой сварки в защитных газах, продольный разрез. .
Горелка состоит из корпуса 1, выполненного в виде ступенчатого цилиндра со сквозным осевым отверстием. На нижнем конце корпуса 1 выполнена винтовая нарезка; на наружной поверхности-для установки гильзы со вставленной в нее изоляционной
термостойкой втулкой 3, на внутренней поверхности - для установки токоподводяще- го наконечника 4.
На верхнем конце корпуса 1 на наружной поверхности нарезана резьба для соединения горелки со сварочным устройством (не показано).
В средней части корпуса 1 нарезана резьба для навинчивания изоляционной втулки 5..
На втулке 5 винтом 6 крепится кольцо 7, а в кольце 7 винтом 8 крепится сопло 9. В верхней части корпуса 1 во внутреннее сквозное отверстие вставлен удлинитель 10,
а в нижней части - токоподводящий наконечник 4. Подача защитного газа в горелку производится через газоподвод, выполненный в виде штуцера 11.
Газоподвод соединен с кольцевым за- зором между корпусом 1 и трубчатым элементом 12 для направления электрода, образованным удлинителем 10 и частью токоподводящего наконечника 4 с винтовой нарезкой.
В верхней части гильзы 2 на наружной ее поверхности имеется винтовая нарезка.
На наружную поверхность сопла 9 с небольшим натягом надета заслонка 13, выполненная в виде тонкостенного цилиндра, которая при сварке в среде защитных газов закрывает радиальное отверстие в сопле 9.
Полость сопла 9 и кольцевой зазор между корпусом 1 и трубчатым элементом сооб- щены четырьмя радиальными отверстиями в стенке корпуса 1.
Корпус 1 и удлинитель 10 изготовлены из латуни. Токоподводящий наконечник 4 изготовлен из меди марки М1, а гильза 2, сопло 9 и заслонка 13 - из меди марки М2. Втулка 3 изготовлена из изоляционной термостойкой керамики, например муллита или андезита, а втулка 5 - из асботекстолита. Остальные детали стальные,
Горелка работает следующим образом.
Электрод 12 подается по каналу, образованному внутренними поверхностями удлинителя 10, токоподводящего наконечника 4 и втулки 3 в зону сварки.
Токоподвод к электроду 12 осуществляется внутри токоподводящего наконечника 4 в отверстии меньшего сечения.
Защитный газ через штуцер 11 поступа- ет в канал для подвода защитного газа в сопло 9. Проходя по каналу, газ закручивается на винтовой нарезке трубчатого элемента и с ускорением через радиальные отверстия в корпусе 1 отбрасывается в полость сопла р, При этом газ ударяется о внутреннюю поверхность-сопла 9 и струя турбулизируется, происходит выравнивание скоростей потока защитного газа. Отразившись от внутренней поверхности сопла 9, струя защитного газа с выравненными скоростями потока ускоряется, закручиваясь на винтовой нарезке гильзы 2, и, прохо- дя по полости сопла, приобретает ламинарный характер с повышенной начальной скоростью истечения газа, что при- водит к повышению жесткости струи, ее устойчивости и соответственно обеспечению качественной защиты зоны дуги при сварке на больших скоростях и на ветру. Устойчивость защитной струи против сносящих потоков воздуха достигается без увеличения расхода защитного газа, за счет двухступенчатого ускорения струи при прохождении газа по винтовым поверхностям трубчатого элемента и гильзы 2.
В случае применения самозащитной проволоки, когда не .нужен защитный газ, каналы для прохода защитного газа можно использовать для местного отсоса вредных аэрозолей.
С этой целью штуцер 11 заменяется на другой, с внутренним отверстием большего диаметра, а заслонка 13 перемещается на сопле 9 так, чтобы открылись радиальные отверстия.Горелка через штуцер 11 подключается к заводской вытяжной системе. Вредные аэрозоли через кольцевую сопловую полость и радиальные отверстия в сопле 9 в последовательности, обратной прохождению защитного газа, засасываются из зоны сварки и удаляются из цеха вытяжной системой. При этом интенсивность отсоса повышается за счет увеличения эжекции через отверстия в сопле 9 при открытой заслонке 13. Увеличение эжекции связано с увеличением скорости движения отсасываемых газов и паров металла при.закрутке потока в полости сопла 9..
Перемещением заслонки 13 по соплу 9 можно регулировать интенсивность отсоса, перекрывая необходимое количество отверстий в сопле 9.
Предлагаемая горелка обеспечивает: увеличение производительности при одновременном снижении энергозатрат путем увеличения теплосодержания металла плавящегося электрода в результате нагрева сварочным током, за счет увеличенного вылета, а также концентрации и сохранения выделяющегося на вылете тепла в керамической втулке; надежную, качественную защиту зоны дуги без увеличения расхода защитного газа при сварке на больших скоростях и на ветру путем повышения жесткости струм и устойчивости ее против сносящих потоков воздуха за счет двухступенчатого увеличения скорости истечения струи при прохождении газа по винтовым поверхностям; использование канала для прохода защитного газа в качестве встроенного вытяжного устройства при сварке са- мозащитным электродом за счет применения перфорации в сопле, заслонки и сменного штуцера; повышение интенсивности отсоса (при сварке самозащитным электродом) за счет увеличения эжекции; повышение стабильности сварочного процесса, облегчение возбуждения устойчивого
процесса сварки путем изменения физико- химических свойств газовой фазы и характера взаимодействия дуги с окружающей средой за счет применения кольцевого потока защитного газа вместо омывающего. Формула изобретения 1. Горелка для дуговой сварки, содержащая корпус с радиальными отверстиями для прохода защитного газа в полость сопла, трубчатый элемент для направления электрода, установленный в корпусе с кольцевым зазором, соединенным с радиальными отверстиями, и газоподвод, соединенный с кольцевым зазором, отличающаяся .тем, что, с целью повышения надежности защиты зоны дуги и экономики защитного газа при сварке на больших скоростях и на
0
5
ветру путем последовательного двухступенчатого завихрения потока защитного газа, на трубчатом элементе для направления электрода, напротив радиальных отверстий и на боковой поверхности корпуса со стороны рабочего торца горелки выполнена винтовая нарезка.
| Горелка для дуговой сварки в защитных газах | 1986 |
|
SU1386402A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Авторское свидетельство СССР N51397215, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Токоподводящий мундштук к устройствам для дуговой сварки | 1986 |
|
SU1428542A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Потапьевский А.Г | |||
| Сварка в защитных газах плавящимся электродом | |||
| - М.: Машиностроение, 1974, с | |||
| Складная решетчатая мачта | 1919 |
|
SU198A1 |
