{5) СПОСОБ ЛОКАЛЬНОГО ИНДУКЦИОННОГО НАГРЕВА ИЗДЕЛИЙ
1 Изобретение относится к индукционному нагреву изделий и может быть использовано для локального нагрева швов спйральнриювных труб конечной длины.
Известен способ индукционного нагрева изделий в основном и дополнительном электромагнитных полях, создаваемых посредством индукторовCl
Недостатком указанного способа является невозможность равномерного нагрева швов спиральноиювных труб
у торцов изделий вследствие специфической геометрии зоны нагрева торцов изделия и свойства тока высокой
.частоты протекать по кратчайшему пути по поверхности изделия.
: Цель изобретения состоит в получении равномерного нагрева по длине сварного шва в зоне торца изделия.
Поставленная цель достигается тем, что согласно способу индукционного ;нагрева изделий, включающему нагрев изделия в основном и дополнительном
Электромагнитных полях, образованных индукторами, дополнительное электрюмагнитное поле образуют путем расположения индуктирующих витков индуктора под углом не более 20 к торцу изделия.
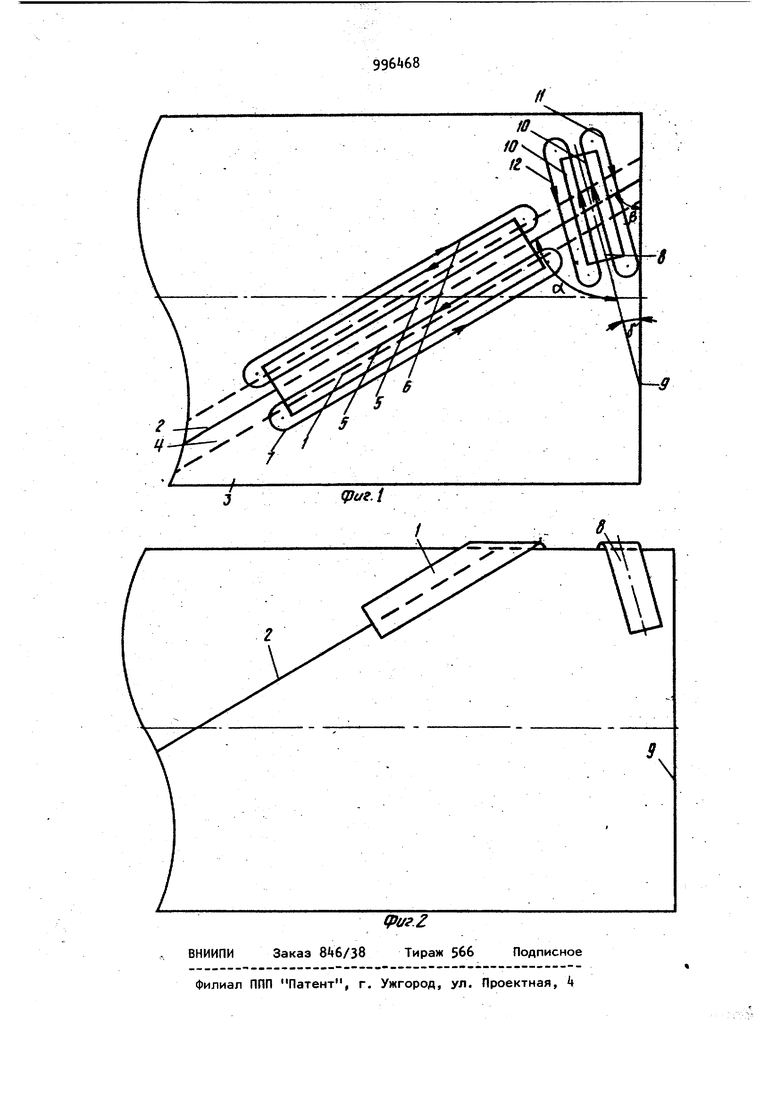
На фиг. 1 представлено нагревае мое изделие, вид сверху; на фиг. 2 то же, вид сбоку.
Индуктор, индуктирующие витки 1 которого, создающие основное электромагнитное поле, ориентированы вдоль спирального шва 2 трубы 3, располагают напротив нагреваемой зоны k. Плоскость его индyкJтиpyю диx витков 1 параллельна поверхности нагреваемой зоны и повторяет ее форму. Ток 5 индуктированный в нагреваетй зоне k основным электромагнитным полем, созданным витками 1, течет вдоль шва 2 и замыкается двумя параллельными обратными ветвями б и 7 по обе стороны от шва 2. С одной стороны от основ,ного индуктора по оси шва размещают
дополнительный индуктор, индуктирующие витки 8 которого, создающие дот полнительное электромагнитное поле, повернуты по отношению к индуктирующим виткам 1 таким образом, что составляют с торцом 9 трубы 3 угол уО-20 Ток 10, индуктированный в зоне 4 шва 2 дополнительным электромагнитным полем, течет под углом к шву 2 и под небольшим углом к торцу 9 трубы 3. Обратные ветви 11 и 12 тока 10 симметрично замыкаются справа и слева от тока 10. Ветви 10, 11 и 12 токов приблизительно параллельны торцу 9, распределены равномерно относительно шва 2 и производят равномерный нагрев зоны 4. Индуктирующие витки 8 дополнительного индуктора расположены в плоскости витков 1 основного индуктора и составляют с ними угол d, выбираемый в пределах (а .
Угол р) измеряется между торцом 9 изделия и осью нагреваемой зоны k, в данном случае швом 2 трубы 3
В отдельных случаях, а зависимости от скорости перемещения трубы под индукторами, от величины мощности, передаваемой в трубу индукторами с индуктирующими витками, расположенными вдоль шва и под углом к нему, угла формовки трубы, частоты тока, материала трубы, угол сИ индуктирующих витков В дополнительного
индуктора к виткам 1 основного индуктора увеличивают в сравнении с углом fb до 20°. Этим достигается некоторое ослабление нагрева в ранее перегретой
зоне и наоборот.
Применение данного способа локального индукционного нагрева изделий по:зволяет избежать неравномерного нагрева торцов труб и производить термообработку труб конечной длины без обрезки торцов. Экономия металла при годовом выпуске труб, равном 800 млн.т
I, . f
составляет млн. т.
Формула изобретения
Способ локального индукционного нагрева изделий, преимущественно спиральных швов труб, включающий нагрев изделия в основном и дополнительном электромагнитных полях, образованных индукторами, отличающийся тем, что, с целью повышения равномерности нагрева торцов изделия, дополнительное электромагнитное поле образуют расположением индуктирующих витков индуктора под углом к торцу изделия не более 20.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР « 396375, кл. С 21 D 1/12, 1973.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ локального нагрева изделий и устройство для его осуществления | 1982 |
|
SU1171537A1 |
| Способ локального индукционного нагрева изделий | 1980 |
|
SU998537A1 |
| Индуктор для локального нагревазОНы шВА СпиРАльНОшОВНыХ ТРуб ВОблАСТи ТОРцА | 1979 |
|
SU807507A1 |
| Индуктор для нагрева участков изделий и способ его монтажа | 1978 |
|
SU739755A1 |
| Способ локального индукционного нагрева изделий и устройство для его осуществления | 1982 |
|
SU1167215A1 |
| Индуктор для локального нагрева | 1983 |
|
SU1112583A1 |
| ЩЕЛЕВОЙ ИНДУКТОР | 2004 |
|
RU2286394C2 |
| Индуктор для локального нагрева изделий | 1983 |
|
SU1073902A1 |
| Индуктор для локального нагрева изделий | 1979 |
|
SU856043A1 |
| Установка для нагрева изделий | 1982 |
|
SU1110809A1 |