Изобретение относится к металлургии и касается оборудованиядля волр чения металла.
По-основному авт. св. 946702 известна клеть с многовалковым калибром, содержащая деформирующие валки, установленные.на осях, выполненных с утолщениями, в отверстия которых размещены концы соседних осей, выполненных с резьбовой частью и укрепленных в утолщении гайками 11.
Недостатком известной клети является невысокая ее жесткость. Это вызвано тем, что конец оси в отверстии расположен с возможностью проворота и радиального смещения за счет зазора между утолщением этой оси и концом помещенной в его отверстие соседней оси.
Поставленная цель Достигается тем, что резьбовая часть выполнена эксцентрично относительно конца оси, а отверстие в утолщении образовано двумя цилиндрическими поверхностями, геометрические оси которых смещены одна относительно другой на величину эксцентриситета разьбовой части оси.
Утолщение может быть снабжено шайбой, установленной с р адиальной фиксацией, а одна из цилиндрических поверхностей отверстия в. утолщеиии об.разована внутренней поверхностью шайбы.
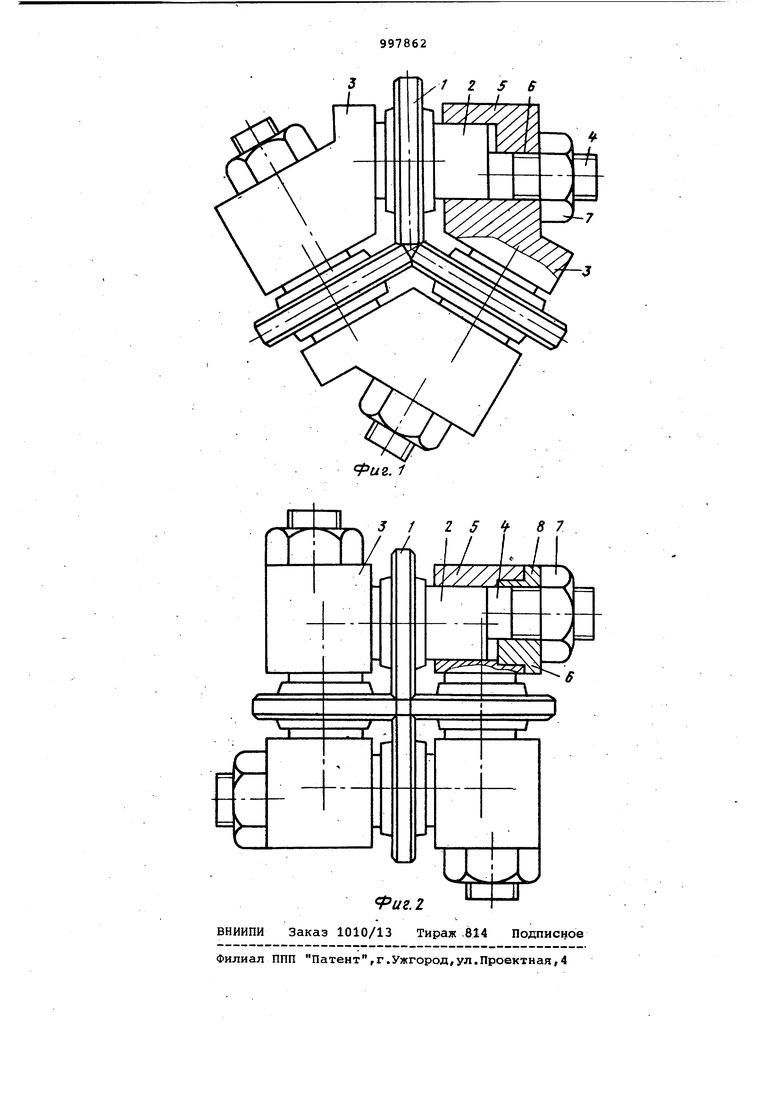
На фиг. 1 схематически изображена трехвалковая клеть; на фиг. 2 - четырехвалковая клеть. ,
Валки 1 клети посредством подшипников установлены на осях 2, выполненных с утолщениями 3. Конец оси 2
10 имеет резьбовую,часть 4, ось которой смещена относительно геометрической оси. Конец оси 2 с резьбовой частью . 4 размещен в отверстии в утолщении 3, выполненном таким образом, что оно об15разовано цилиндрическими поверхностями 5 и 6, оси которых смещенына величину эксцентриситета резьбовой части 4 на конце оси 2. Последняя зафиксирована в утолщении 3 гайкой 7. Вели20чина эксцентриситета не должна быть меньше 0,05 диаметра оси 2, что обеспечивает фиксацию ори в отверстий при зазоре, обеспечивающем беспрепятственную сборку клети. Чем больше величи25на эксцентриситета, тем вы1не надежность фиксации, однако она ограничивается минимально допустимым диаметром резьбовой части 4, который при увеличении эксцентрисигета умеиы ает30ся.
Поверхность б отверстия в утолщении 3 (фиг. 2) может быть выполнена на шайбе 8, которой снабжено утолщение 3, причем шайба 8 установлена на утолщении 3 с радиальной фиксацией, например, по проточке, соосной с ци{пиндричёской поверхностью 5. Направление эксцентриситета резьбовой части 4 конца оси может быть любым.
Клеть работает следующим образом. , Валки 1, сопрягаясь по контактным поверхностям, образуют калибр и фиксируют друг друга в осевом направлении. Регулировка расстояния между валками и предварительное напряжение элементов клети осуществляются гайками 7. Усилия деформации обрабатываемого металла с валков 1 передаются на оси 2 и замыкаются в Системе осей 2, зафиксированных в утолщениях 3 гайками 7. Несмотря на наличие зазоров между концом оси 2 и поверхностью 5 отверстия в утолщении 3, ось 2 не про ворачивается в отверстии, благодаря выполнению резьбовой части 4 эксцентрично оси 2.
Фиксация оси 2 от проворота в отверстии утолщения 3 обеспечивает стабильное положение геометрических осей валков 1 в одной плоскости даже при наличии усилия волочения, направленного по оси калибра.
Это обусловливает повышение жест.кости калибра, в чем и заключается преимущество предлагаемой клети. Кроме того,источником повышения жесткости калибра является сокращение длины оси валка, благодаря возможности удаления гайки от соседнего валка, что позволяет уменьшить высоту утолщения .
Внецентренное приложение растягивающего усилия к оси обеспечивает некоторый ее прогиб в отверстии и заклинивание при работе и предварительной затяжке и, кроме того, появляется возможность более благоприятного распределения напряжения в оси. Например, при направлении эксцентриситета к соседнему валку (фиг. 1) сжимаемая от изгиба часть оси предварительно растягивается в большей степени, чем растягиваемая часть. Все это создает условия для дополнительного повышения жесткости калибра.
Особенно эффективна фиксация конца оси в эксцентричном отверстии утолщения, выполненная в шайбе (фиг.2). В данном случае при поворачивании гайки происходит поворот шайбы и заклинивание конца оси. Изготовление утолщения в этом случае более технологично.
Формула изобретения
1.Клеть с многовалковым калибром по авт. св. 946702, отличающаяся тем,что,с целью повышения жесткости калибра, резьбовая часть выполнена эксцентрично относительно конца оси, аотверстие в утолщении образовано двумя цилиндрическими поверхностями, геометрические оси которых смещены одна относительно другой на величину эксцентриситета резь160ВОЙ части оси.
2.Клеть по п. 1, отличающаяся тем,что утолщение снабжено шайбой, установленной с радиальной фиксацией, а одна из цилиндрических
-поверхностей отверстия в утолщении образована внутренней поверхностью шайбы.
Источники информации, принятые во внимание при экспертизе
1. |вторское свидетельство СССР ,№ 946702, кл. В 21 В 13/10, 1976.
1 Z 5 В
Риг, 1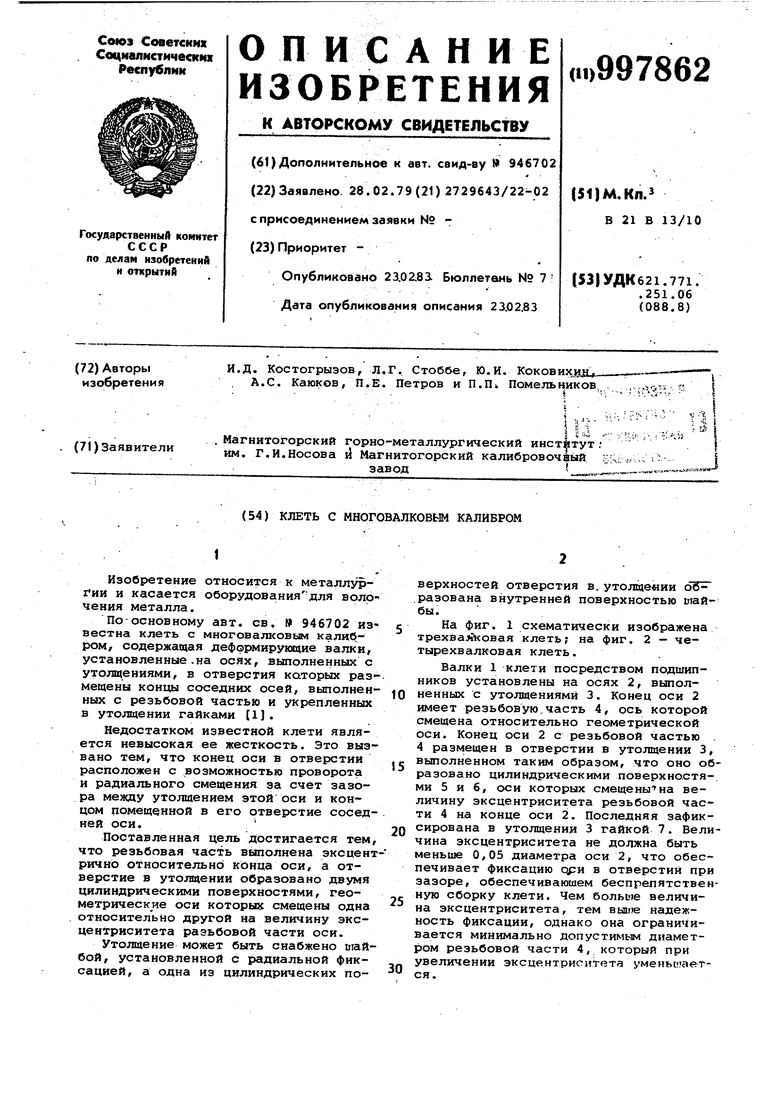
| название | год | авторы | номер документа |
|---|---|---|---|
| Клеть с многовалковым калибром | 1979 |
|
SU997863A2 |
| Клеть с многовалковым калибром | 1978 |
|
SU939143A1 |
| Клеть с многовалковым калибром для обработки металлов давлением | 1977 |
|
SU1005960A2 |
| Клеть для деформации в многовалковом калибре | 1979 |
|
SU939144A1 |
| Клеть с многовалковым калибром | 1978 |
|
SU942845A1 |
| Клеть с многовалковым калибром для обработки металлов давлением | 1977 |
|
SU1005961A2 |
| Клеть с многовалковым калибром | 1978 |
|
SU775902A1 |
| Клеть с многовалковым калибром | 1979 |
|
SU813864A1 |
| РОЛИКОВАЯ ВОЛОКА | 2021 |
|
RU2768322C1 |
| Клеть с многовалковым калибром | 1983 |
|
SU1079320A1 |