(5) КЛЕТЬ ДЛЯ ДЕФОРМАЦИИ МЕТАЛЛА В МНОГОВАЛКОВОМ КАЛИБРЕ
| название | год | авторы | номер документа |
|---|---|---|---|
| Клеть с многовалковым калибром | 1981 |
|
SU994066A1 |
| Клеть с многовалковым калибром | 1978 |
|
SU775902A1 |
| Клеть с многовалковым калибром | 1983 |
|
SU1079320A1 |
| Клеть с многовалковым калибром | 1980 |
|
SU884204A1 |
| Многовалковая клеть | 1978 |
|
SU937065A1 |
| Клеть с многовалковым калибром | 1978 |
|
SU939143A1 |
| Клеть с многовалковым калибром | 1978 |
|
SU942845A1 |
| Клеть с многовалковым калибром | 1979 |
|
SU948473A1 |
| Клеть с многовалковым калибром для продольной прокатки | 1980 |
|
SU933137A1 |
| Клеть с многовалковым калибром | 1981 |
|
SU971540A1 |

1
Изобретение относится к металлургии, в частности к оборудованию для производства и обработки проволоки и изделий из нее.
Известны клети для деформации металла в многовалковом калибре, содержащие деформирующие валки, повернутые на некоторый угол относительно оси калибра и установленные в корпусе l
Недостатками этих клетей являются их сложность, низкая жесткость, громоздкость, приводящие к ограничению области их применения.
Известна также многовалковая клеть для деформации металла в многовалковом калибре, содержащая деформирующие валки, установленные на осях с утолщениями, в которых выполнены отверстия, смещенные относительно осей валков вдоль оси калибра, и в которые помещены концы соседних осей f2j.
Недостатком этой клети является ограниченный сортамент производимых
изделии из-за невозможности продольно-винтовой обработки.
Цель изобретения - разработка клети с многовалкорым калибром, позволяющей расширить сортамент изделий путем продольно-винтовой обработки металла.
Поставленная цель достигается тем, что в многовалковой клети для деформации металла в многовалковом калиб10ре, содержащей деформирующие валки, установленные на осях с утолщениями, в которых выполнены отверстия, смещенные относительно осей валков вдоль ., оси калибра, и в которые помещены концы соседних осей, смещение отверстий на утолщениях выполнено в одном направлении .
20
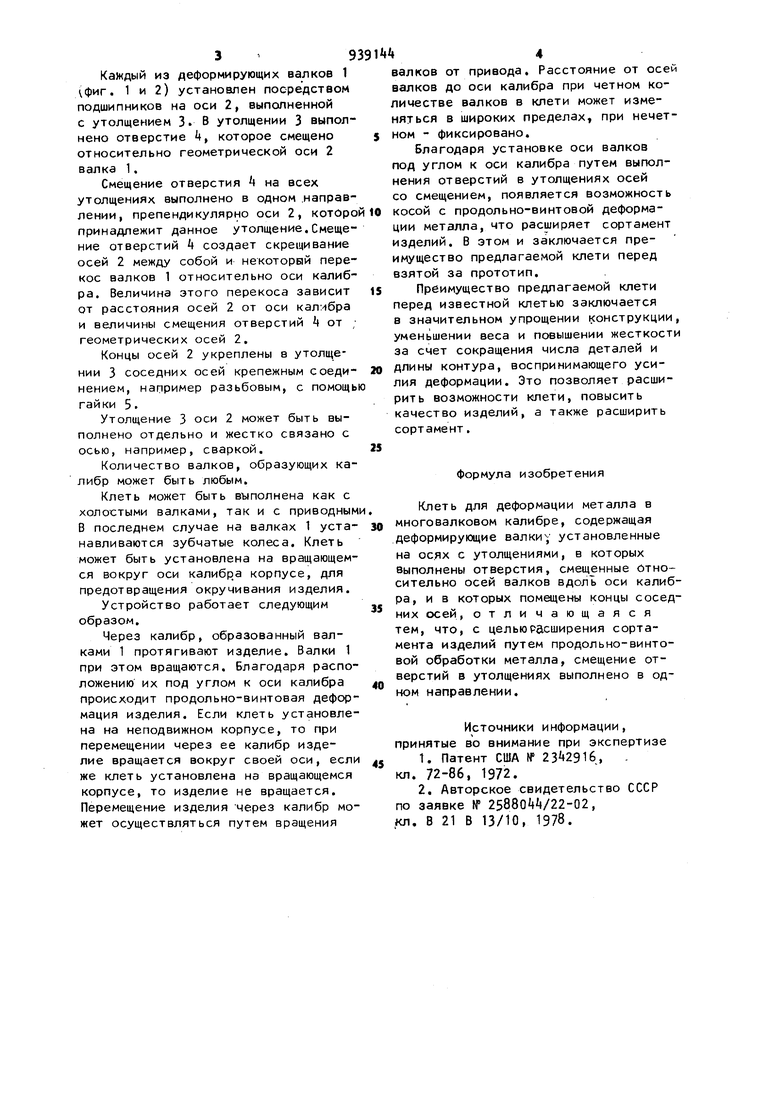
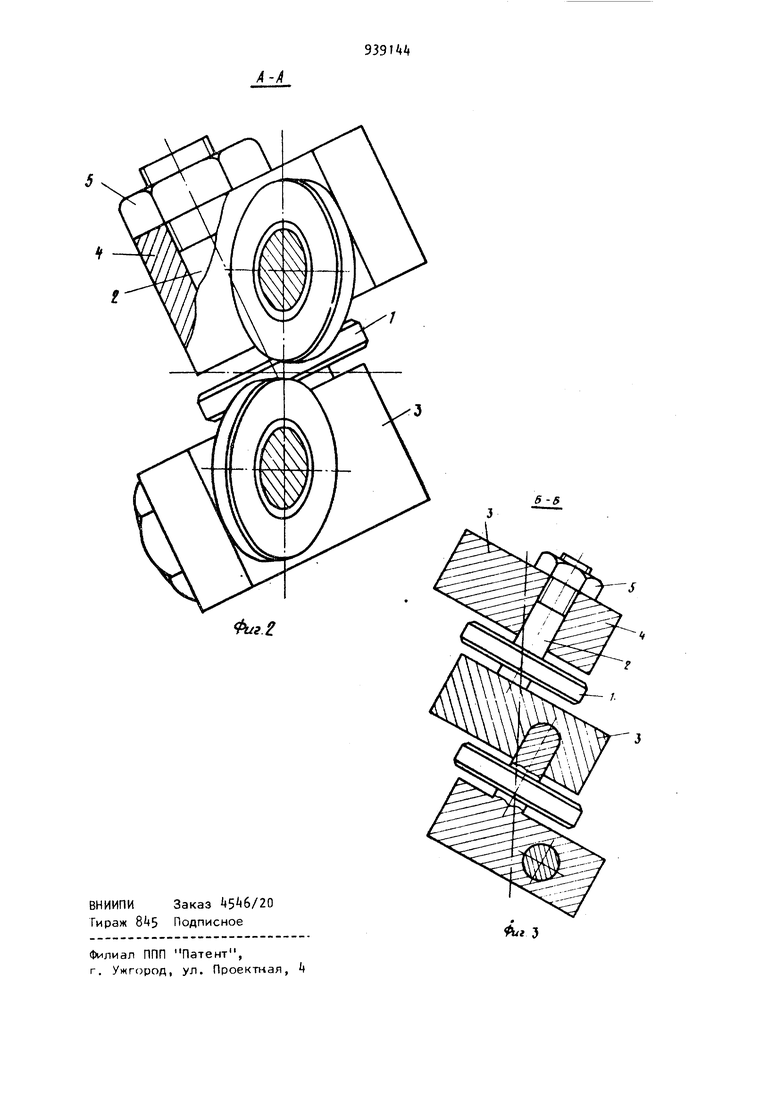
.На фиг. 1 представлена схема четырехвалковой клети; на фиг. 2 разрез А-А на фиг. 1 , на фиг„ 3 разрез Б-Б на фиг, 1 . Каждый из деформирующих валков 1 (фиг. 1 и 2) установлен посредством подшипников на оси 2, выполненной с утолщением 3. В утолщении 3 выполнено отверстие k которое смещено относительно геометрической оси 2 валка 1. Смещение отверстия на всех утолщениях выполнено в одном .направлении, препендикулярно оси 2, которо принадлежит данное утолщение,Смещение отверстий Ц создает скрещивание осей 2 между собой и некоторнй перекос валков 1 относительно оси калибра. Величина этого перекоса зависит от расстояния осей 2 от оси и величины смещения отверстий t от ; геометрических осей 2. Концы осей 2 укреплены в утолщении 3 соседних осей крепежным соединением, например разьбовым, с помощь гайки 5. Утолщение 3 оси 2 может быть выполнено отдельно и жестко связано с осью, например, сваркой. Количество валков, образующих калибр может быть любым. Клеть может быть выполнена как с холостыми валками, так и с приводным В последнем случае на валках 1 устанавливаются зубчатые колеса. Клеть может быть установлена на вращающемся вокруг оси калибра корпусе, для предотвращения окручивания изделия. Устройство работает следующим образом. Через калибр, образованный валками 1 протягивают изделие. Валки 1 при этом вращаются. Благодаря расположению их под углом к оси калибра происходит продольно-винтовая деформация изделия. Если клеть установлена на неподвижном корпусе, то при перемещении через ее калибр изделие вращается вокруг своей оси, если же клеть установлена на вращающемся корпусе, то изделие не вращается. Перемещение изделия через калибр может осуществляться путем вращения валков от привода. Расстояние от осей валков до оси калибра при четном количестве валков в клети может изменяться в широких пределах, при нечетном - фиксировано. Благодаря установке оси валков под углом к оси калибра путем выполнения отверстий в утолщениях осей со смещением, появляется возможность косой с продольно-винтовой деформации металла, что расширяет сортамент изделий, В этом и заключается преимущество предлагаемой клети перед взятой за прототип. Преимущество предлагаемой клети перед известной клетью заключается в значительном упрощении конструкции, уменьшении веса и повышении жесткости за счет сокращения числа деталей и длины контура, воспринимающего усилия деформации. Это позволяет расширить возможности клети, повысить качество изделий, а также расширить сортамент. формула изобретения Клеть для деформации металла в многовалковом калибре, содержащая деформирующие валки установленные на осях с утолщениями, в которых выполнены отверстия, смещенные относительно осей валков вдоль оси калибра, и в которых помещены концы соседних осей, отличающаяся тем, что, с целью расширения сортамента изделий путем продольно-винтовой обработки металла, смещение отверстий в утолщениях выполнено в одном направлении. Источники информации, принятые во внимание при экспертизе 1,Патент США № , кл. 72-86, 1Э72. 2.Авторское свидетельство СССР по заявке № 25880 1/22-02, ,кл. В 21 В 13/10, 1973,
