Изобретение относится к области металлургии и может быть использовано для изготовления изделий сложной геометрической формы тиксоштамповкой цилиндрической, преимущественно из алюминиевого сплава, заготовки с глобулярной структурой.
Из научно-технической литературы (см., например, Я.М.Охрименко. Технология кузнечно-прессового производства. М.: Машиностроение, 1976, с.305, рис.183б) известен штамп, содержащий пуансон и матрицу с вертикальным, одноплоскостным разъемом, полости которой соединены с отверстием по диаметру пуансона. Наружная поверхность матрицы выполнена цилиндрической либо конусной с небольшим уклоном. При этом матрица установлена в обойме и извлекается из нее для удаления готового изделия толкателем (не показано).
Недостатком известного технического решения являются ограниченные технологические возможности, поскольку штамп предназначен для изготовления изделий симметричной формы (тройники, крестовины и др.) или изделий типа тел вращения.
Известны способ и устройство для тиксоштамповки цилиндрических заготовок (патент RU 2356677 С2, 28.05.2007, B21J 5/06, B21J 13/02). Устройство содержит толкатель, нижнюю полуматрицу, запрессованную в контейнер, который закреплен на плите, установленной на неподвижной траверсе (не показана). Над нижней полуматрицей соосно ей расположена верхняя полуматрица, которая закреплена на плите и снабжена осевым сквозным цилиндрическим отверстием. Концентрично упомянутому отверстию на ползуне (подвижная траверса) смонтирован пуансон. Плита и ползун связаны гидравлическими цилиндрами. Способ изготовления готового изделия дискообразной формы включает нагрев цилиндрической заготовки с глобулярной структурой, ее установку в нижнюю полуматрицу предварительно нагретого штампа, деформирование заготовки (осадка и тиксоштамповка) и удаление готового изделия из нижней полуматрицы с помощью толкателя. Следует иметь в виду, что
1. Матрица выполнена с горизонтальным по отношению к направлении. перемещения пуансона разъемом.
2. Исходя из простой конфигурации готового изделия (тормозной диск) и небольших габаритных размеров, нагрев штампа осуществляют подачей тепла непосредственно на штамповые поверхности полуматриц.
3. Формирование конфигурации готового изделия выполняют в два этапа, а именно: осадка и тиксоштамповка.
Недостатком известных технических решений являются также ограниченные технологические возможности, поскольку они не могут быть применены для изготовления готовых изделий с большой разницей габаритных размеров и сложной конфигурации со значительным числом образующих элементов, их, особенно, с поперечной направленностью, а также со смещениями от симметричного расположения.
Техническим результатом заявленного изобретения является расширение технологических возможностей за счет:
1. Изготовления изделий сложной геометрической формы и взаиморасположения элементов, которые при этом имеют большое соотношение габаритных размеров. Так для корпуса буксы отношение высоты к ширине и длине соответственно равно 1,37 и 3,26.
2. Нагрева всех поверхностей штампового инструмента в рабочей зоне пресса, поскольку к температурным параметрам тиксоштамповки предъявляются весьма жесткие требования.
3. Формирования при тиксоштамповке нижней части готового изделия прошивным пуансоном, что обусловлено отношением габаритных размеров (п.1).
4. Удаления готового изделия с помощью клиньев непосредственно после тиксоштамповки в рабочей зоне пресса.
Указанный технический результат достигается тем, что штамп для изготовления корпуса буксы из цилиндрической заготовки с глобулярной структурой тиксоштамповкой содержит соосно смонтированные закрепленный на подвижной траверсе пуансон, матрицу с контейнером, закрепленным на плите, выполненной с осевым отверстием и смонтированной на неподвижной траверсе, имеющей осевое отверстие, и толкатель, установленный в осевых отверстиях плиты и неподвижной траверсы и связанный с гидроцилиндром, а также блок нагрева, две проставки и прошивной пуансон, контейнер выполнен с окном, в котором с торцевыми зазорами установлена матрица с обеспечением взаимодействия с контейнером по боковым плоскостям, при этом матрица выполнена в виде трапецеидального равнобокого параллелепипеда с центральной бобышкой на верхнем основании, разделенного вертикальным продольным трехплоскостным разъемом на две полуматрицы, зафиксированные от взаимных смещений штифтовыми упорами и накидным кольцом, размещенным на центральной бобышке, и с расположенной по вертикальной оси симметрии ступенчатой расточкой, имеющей верхнее отверстие по диаметру пуансона и соединенной с полостями матрицы, прошивной пуансон установлен в упомянутой ступенчатой расточке с противоположной стороны и смонтирован на торце толкателя, который выполнен с буртом и имеет возможность взаимодействия с нижним основанием матрицы или с проточкой, выполненной в плите, полуматрицы выполнены с расположенными на торцах по линиям стыков разъема клиновыми пазами «ласточкин хвост» для размещения в них клиньев, а контейнер выполнен теплоизолированным по периметру.
Крайние плоскости разъема матрицы могут быть расположены параллельно одна другой, при этом одна из крайних плоскостей совпадает с плоскостью симметрии матрицы, а средняя плоскость разъема расположена под углом к упомянутым крайним плоскостям и проходит через ось ступенчатой расточки.
Блок нагрева может быть выполнен в виде двух продольных по отношению к матрице съемных кожухов с расположенным наверху центральным отверстием и встроенных по торцам кожухов горелок.
Способ изготовления корпуса буксы из цилиндрической заготовки с глобулярной структурой тиксоштамповкой включает нагрев заготовки и штампа, имеющего контейнер, толкатель, матрицу в виде двух полуматриц с пазами на торцах и центральной бобышкой, на которой размещают накидное кольцо, установку нагретой заготовки в матрицу нагретого штампа, тиксоштамповку заготовки и последующее удаление готового изделия из матрицы, при этом для осуществления нагрева штампа матрицу посредством толкателя устанавливают над торцом контейнера через проставки, толкатель опускают в нижнее положение, а матрицу закрывают кожухами и нагревают штамп, после чего кожухи с проставками демонтируют, матрицу размещают в окне, выполненном в контейнере, а тиксоштамповку установленной в матрице заготовки осуществляют с обеспечением формирования нижней части корпуса буксы прошивным пуансоном, затем матрицу с готовым изделием поднимают толкателем, монтируют в пазах на ее торцах клинья, поворачивают матрицу в горизонтальной плоскости на 90°, устанавливают на контейнер, снимают с бобышки накидное кольцо и посредством клиньев, на которые воздействуют подвижной траверсой, раздвигают полуматрицы для удаления из них готового изделия.
Изобретение поясняется графическими материалами, на которых показаны:
фиг.1 - нагрев штампа;
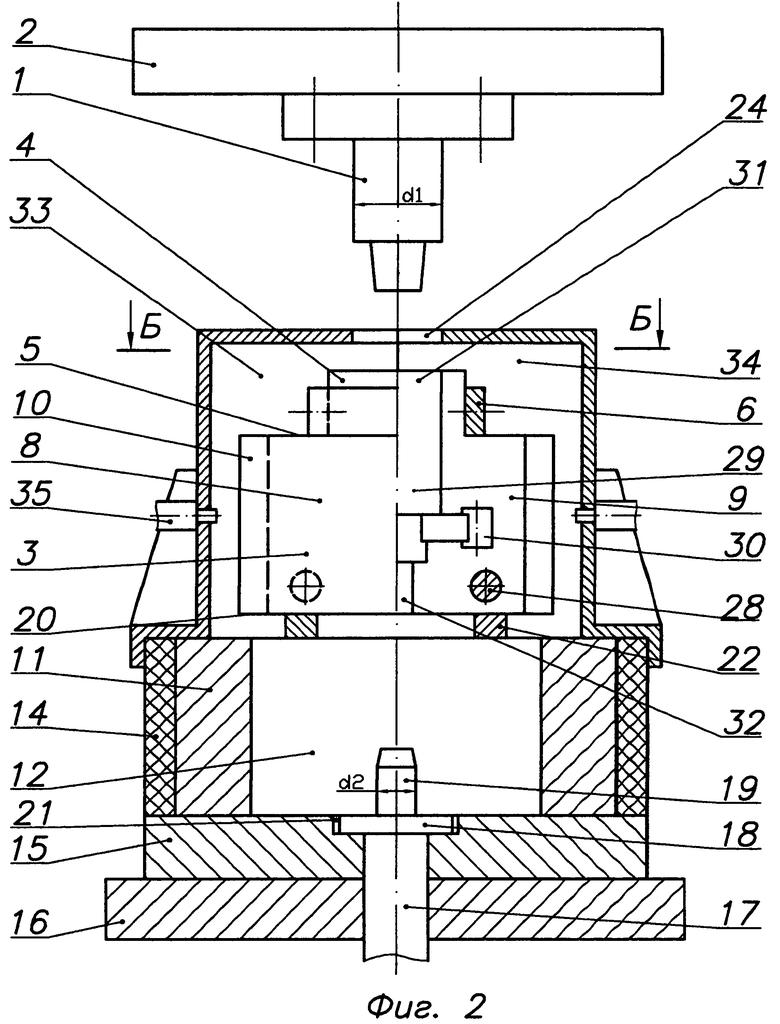
фиг.2 - разрез А-А на фиг.1;
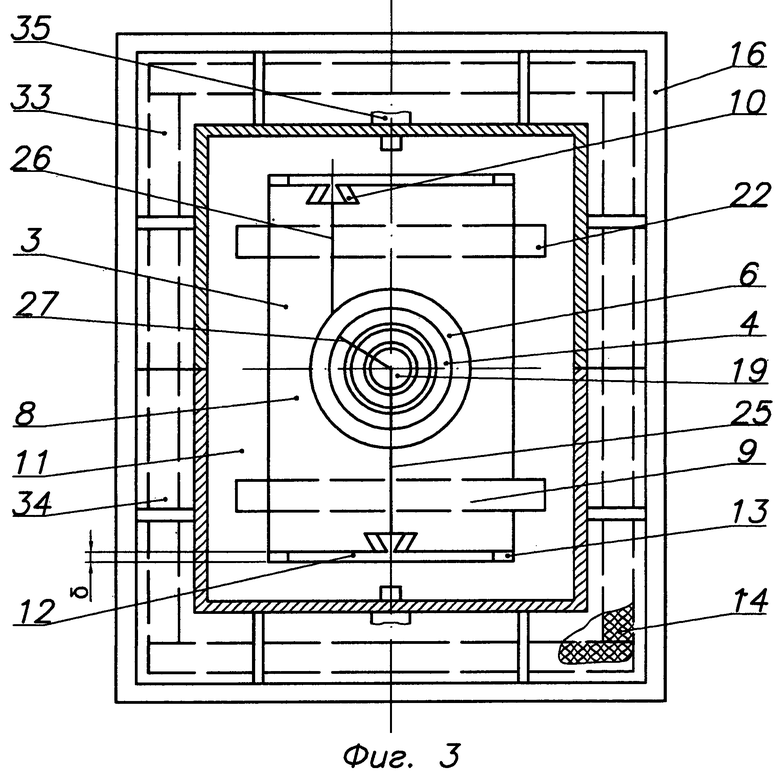
фиг.3 - разрез Б-Б на фиг.2;
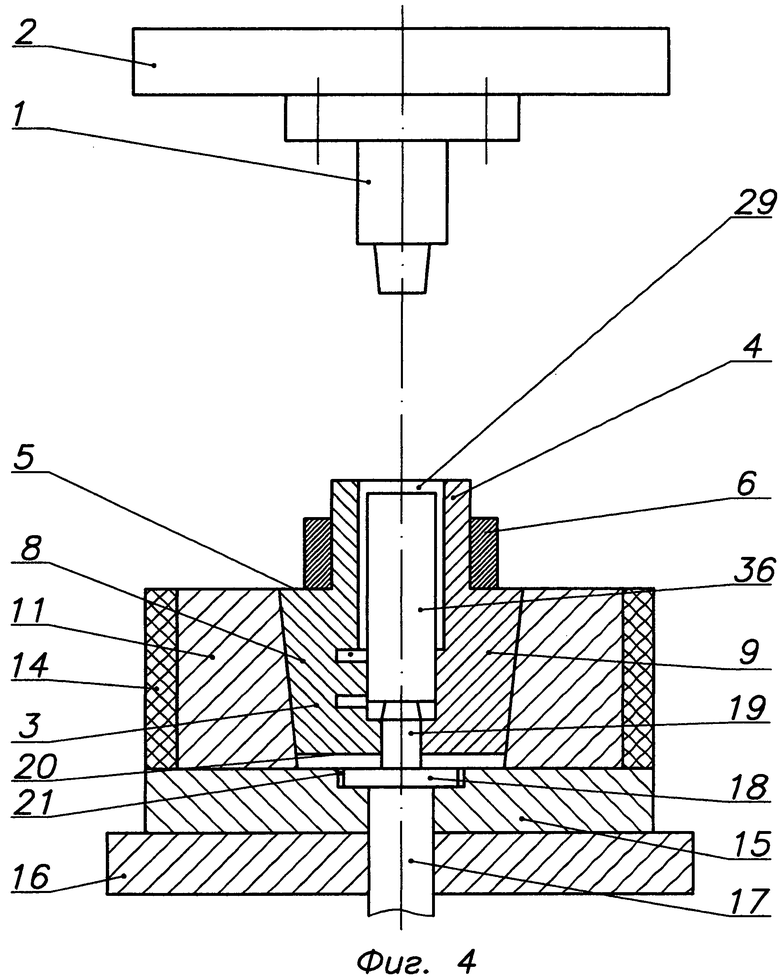
фиг.4 - штамп с заготовкой перед тиксоштамповкой;
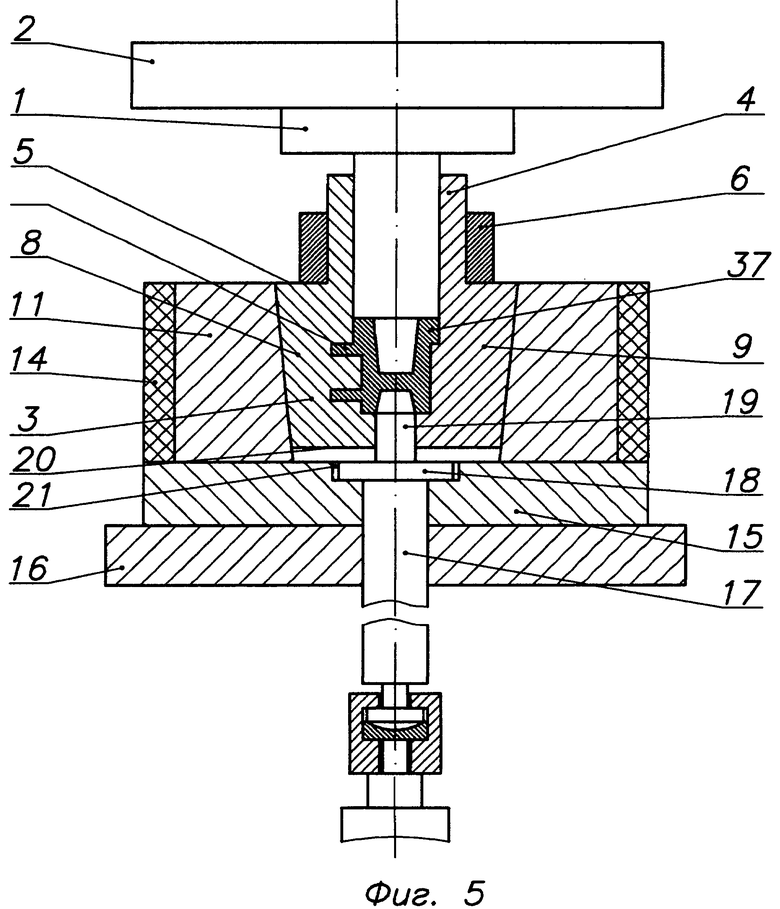
фиг.5 - окончание тиксоштамповки;
фиг.6 - матрица в положении установки клиньев;
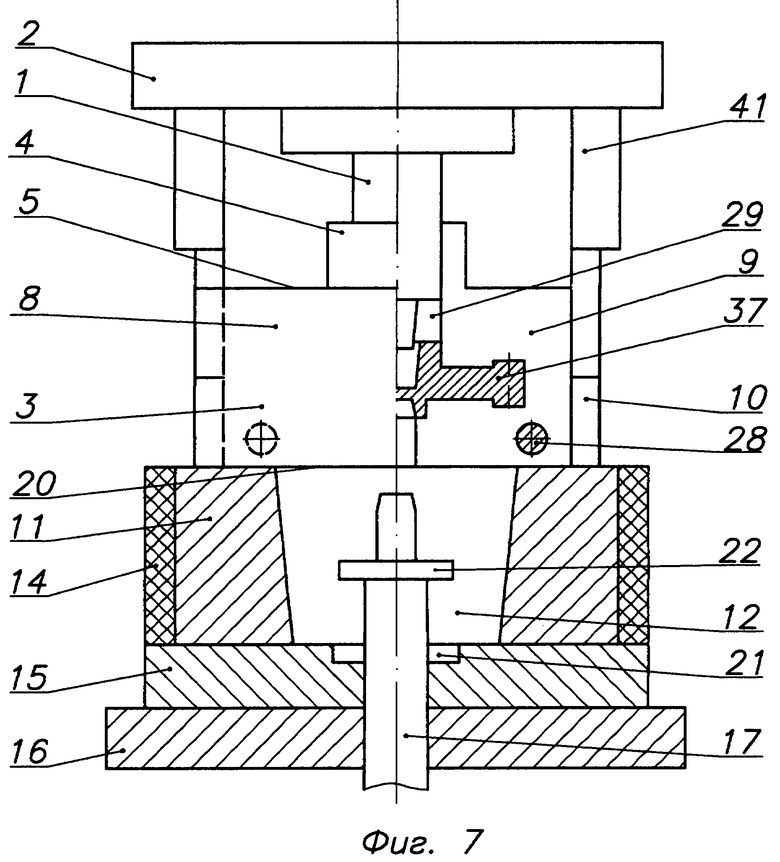
фиг.7 - матрица в положении удаления готового изделия из полуматриц;
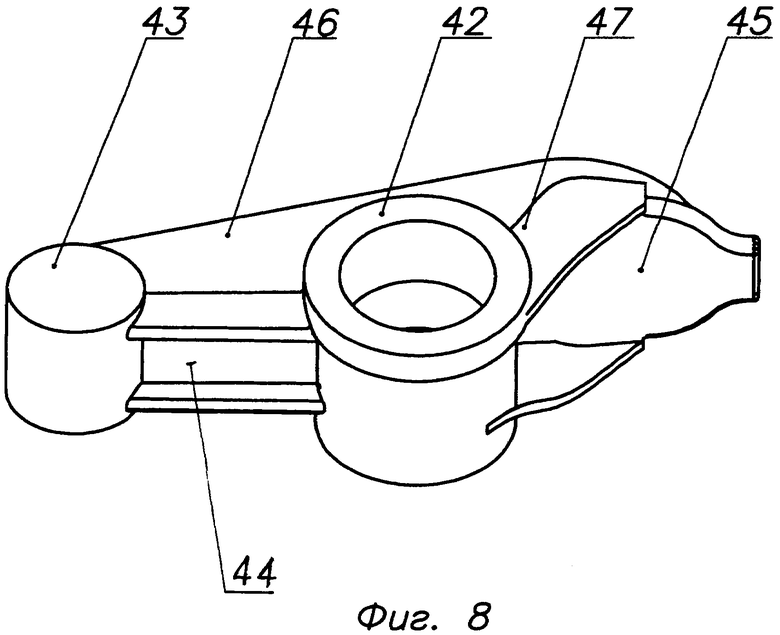
фиг.8 - корпус буксы (готовое изделие).
Штамп для изготовления корпуса буксы из цилиндрической глобулярной заготовки содержит (фиг.1) пуансон 1, закрепленный на подвижной траверсе 2, матрицу 3, которая выполнена в виде трапецеидального, равнобокого параллелепипеда с углами наклона α=5° и с центральной бобышкой 4 на верхнем основании 5. На бобышке размещено накидное кольцо 6. Матрица разделена вертикальным, продольным, трехплоскостным разъемом 7 на левую 8 и правую 9 полуматрицы. По линиям стыков полуматриц на их торцах выполнены клиновые пазы 10 «ласточкин хвост». Контейнер 11 с окном 12 и боковыми плоскостями 13 с такими же углами наклона α=5° теплоизолирован 14 по периметру и закреплен на плите 15, которая смонтирована на неподвижной траверсе 16. В осевом отверстии неподвижной траверсы и плиты размещен толкатель 17 с буртом 18 и прошивным пуансоном 19. Толкатель установлен с возможностью взаимодействия с нижним основанием 20 матрицы или с проточкой 21 плиты. Штамп снабжен двумя проставками 22 и блоком нагрева 23 с отверстием 24 наверху. Крайние плоскости 25 и 26 разъема (фиг.3) параллельны друг другу, а плоскость 25 совпадает с плоскостью симметрии матрицы. Средняя плоскость 27 выполнена под углом к упомянутым плоскостям и проходит через ось симметрии матрицы. Матрица установлена в окне контейнера с торцевыми зазорами δ=2 мм. Полуматрицы зафиксированы от взаимных смещений (фиг.2) накидным кольцом и двумя штифтовыми упорами 28, которые запрессованы в правую полуматрицу и размещены по посадке с зазором в левой полуматрице. По оси симметрии матрицы выполнена ступенчатая расточка 29, соединенная с полостями 30 матрицы. Причем верхнее отверстие 31 расточки выполнено по диаметру d1 пуансона, а нижнее отверстие 32 - по диаметру d2 прошивного пуансона. Блок нагрева состоит из двух 33 и 34 съемных, продольных по отношению к матрице кожухов с торцевыми горелками 35. На фиг.4 изображен штамп с размещенной в матрицей цилиндрической заготовкой 36 с глобулярной структурой перед тиксоштамповкой. На фиг.5 показано окончание тиксоштамповки готового изделия 37, а также соединение толкателя с гидроцилиндром 38, которое выполнено в виде байонета 39, закрепленного на штоке 40. На фиг.6 показана матрица с установленными в ее торцевых пазах «ласточкин хвост» клиньями 41. На фиг.7 представлено расположение матрицы в штампе для удаления готового изделия из полуматриц. Готовое изделие - корпус буксы (фиг.8) представляет собой центральную 42 и периферийную 43 ступицы с перемычкой 44 между ними. С противоположной от перемычки стороны центральная ступица под углом соединена с вертикально расположенным платиком 45, который параллелен межцентровой плоскости ступиц и смещен относительно нее. Ступицы, перемычка и платик связаны поперечными ребрами 46, а платик снабжен дополнительными ребрами 47.
Технологические параметры процесса изготовления корпуса буксы:
1. Габариты готового изделия: высота 95 мм, ширина 130 мм, длина 310 мм.
2. Материал - сплав АМг 6 ГОСТ 4748-97 с глобулярной структурой.
3. Размеры заготовки: диаметр 80 мм, высота 150 мм.
4. Температура нагрева заготовки 650°С.
5. Температура нагрева штампа 350°С.
6. Смазка оснастки штампа - графитовая.
7. Усилие тиксоштамповки 2,5 МН.
8. Усилие гидроцилиндра толкателя: шток толкает - 0,4 МН, шток тянет - 0,2 МН.
Способ изготовления корпуса буксы из цилиндрической заготовки с глобулярной структурой осуществляют следующим образом. Цилиндрическую заготовку 36, например, отливают с помощью наклонного, водоохлаждаемого желоба, на который разливают расплав АМг6. При перемещении по желобу образуется глобулярная суспензия, которая поступает в стакан, где охлаждается до заданной температуры в условиях затрудненного отвода тепла от торцов стакана, а затем подвергается закалке в воду. Перед деформированием заготовку 36 нагревают в муфельной печи (не показана) до температуры 650°С. Нагреву штампа предшествуют следующие операции (фиг.1). Толкателем 17 поднимают матрицу 3 и размещают ее над торцом контейнера 11, устанавливая ее нижнее основание 20 на проставки 22, а толкатель опускают в нижнее положение. Затем матрицу закрывают блоком нагрева 23. Нагрев штампа выполнят торцевыми горелками 35 (фиг.2). При этом нагревают весь штамповый инструмент, а именно: наружные поверхности и полости левой 8 и правой 9 полуматриц, поверхности окна 12 контейнера 11 и плиты 15, прошивной пуансон 19 и пуансон 1 через отверстие 24 кожухов 33 и 34. Штамп нагревают до температуры 350°С. По окончании нагрева демонтируют кожухи 33 и 34 с торцевыми горелками 35. Толкателем 17 приподнимают матрицу 3 и удаляют проставки 22. После чего матрицу 3 (фиг.4) опускают в окно 12 контейнера 11 толкателем 17, а бурт 18 последнего размещают в проточке 21 плиты 15. Нагретую заготовку устанавливают в расточке 29 матрицы 3 на прошивной пуансон 19. Опуская подвижную траверсу 2 (фиг.5), пуансоном 1 с усилием 2,5 МН выполняют тиксоштамповку готового изделия 37, при этом прошивным пуансоном 19 обеспечивают формирование его нижней части. По окончании тиксоштамповки матрицу 3 с готовым изделием 37 посредством гидроцилиндра 38 поднимают толкателем 17, при этом нижнее основание 20 матрицы размещают на бурте 18 последнего (фиг.6). После чего в торцевые пазы 10 «ласточкин хвост» устанавливают клинья 41. Затем матрицу 3 с готовым изделием 37 поворачивают в горизонтальной плоскости на 90°, опускают на торец контейнера 11 и снимают накидное кольцо 6 (фиг.7). Воздействуя подвижной траверсой 2 на клинья 41, с их помощью раздвигают полуматрицы 8, 9 и удаляют из них готовое изделие 37.
Заявленный штамп для изготовления корпуса буксы из цилиндрической заготовки с глобулярной структурой, при котором матрица установлена в окне контейнера с торцевыми зазорами, взаимодействует с ним по боковым плоскостям и выполнена в виде трапецеидального, равнобокого параллелепипеда с центральной бобышкой на верхнем основании, который разделен вертикальным, продольным, трехплоскостным разъемом на две полуматрицы, зафиксированные от взаимных смещений штифтовыми упорами и накидным кольцом на бобышке, при этом полости матрицы соединены по вертикальной оси симметрии со ступенчатой расточкой с ее верхним отверстием по диаметру пуансона, а с противоположной стороны в расточке установлен прошивной пуансон, смонтированный на торце толкателя, который выполнен с буртом и взаимодействует с нижним основанием матрицы или с проточкой плиты, кроме того, по линиям стыков разъема на торцах полуматриц выполнены клиновые пазы «ласточкин хвост» с возможностью размещения в них клиньев, а контейнер теплоизолирован по периметру, причем штамп снабжен блоком нагрева и двумя проставками, и способ изготовления, при котором, опуская толкатель в нижнее положение, устанавливают матрицу через проставки над торцом контейнера, закрывают ее кожухами и нагревают штамп, после чего демонтируют кожухи с проставками, толкателем размещают матрицу в окне контейнера, выполняют тиксоштамповку установленной в матрице заготовки, обеспечивая при этом прошивным пуансоном формирование нижней части корпуса буксы, а затем матрицу с готовым изделием поднимают толкателем, монтируют в ее торцевых пазах клинья, поворачивают матрицу в горизонтальной плоскости на 90°, устанавливают на контейнер, снимают с бобышки накидное кольцо и, опуская подвижную траверсу, клиньями раздвигают полуматрицы, удаляя из них готовое изделие, позволяют расширить технологические возможности за счет изготовления готовых изделий сложной геометрической формы и расположения образующих его элементов, при большом соотношении габаритных размеров из цилиндрической заготовки с глобулярной структурой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗОТЕРМИЧЕСКОЙ ШТАМПОВКИ ЗАГОТОВОК С ГЛОБУЛЯРНОЙ СТРУКТУРОЙ | 2011 |
|
RU2459683C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2356677C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2357830C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ВАЛОМ ТИКСОШТАМПОВКОЙ И СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОЙ ЗАГОТОВКИ | 2010 |
|
RU2436650C1 |
| СПОСОБ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ИХ ПОДГОТОВКИ К ТИКСОШТАМПОВКЕ | 2009 |
|
RU2393044C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2009 |
|
RU2396141C1 |
| ЛИНИЯ ШТАМПОВКИ ИЗДЕЛИЙ ИЗ ЦИЛИНДРИЧЕСКИХ РЕОЗАГОТОВОК | 2011 |
|
RU2481171C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ПОЛОСТЯМИ ТИКСОШТАМПОВКОЙ И ЗАКРЫТЫЙ ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2443496C1 |
| ТИКСОЗАГОТОВКА, СПОСОБ, УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ И СПОСОБ ШТАМПОВКИ | 2010 |
|
RU2434706C1 |
| ШТАМП ДЛЯ ТИКСОШТАМПОВКИ КРУПНОГАБАРИТНЫХ ПОРШНЕЙ | 2014 |
|
RU2573163C1 |

Изобретения относятся к области металлургии и могут быть использованы при изготовлении изделий сложной формы тиксоштамповкой цилиндрической заготовки, преимущественно из алюминиевого сплава. Тиксоштамповку осуществляют в штампе, имеющем контейнер, толкатель, матрицу в виде двух полуматриц с пазами на торцах и центральной бобышкой, на которой размещают накидное кольцо. Матрицу посредством толкателя устанавливают над торцом контейнера через проставки. Толкатель опускают в нижнее положение. Матрицу закрывают кожухами и нагревают штамп. Затем кожухи с проставками демонтируют, а матрицу размещают в окне, выполненном в контейнере. Производят тиксоштамповку нагретой заготовки. При этом формируют нижнюю часть корпуса буксы прошивным пуансоном. Затем матрицу с готовым изделием поднимают толкателем, монтируют в пазах на ее торцах клинья. Матрицу поворачивают в горизонтальной плоскости на 90° и устанавливают на контейнер. Посредством клиньев раздвигают полуматрицы для удаления из них готового изделия. В результате обеспечивается возможность получения изделий сложной конфигурации с большой разницей габаритных размеров требуемого качества. 2 н. и 2 з.п. ф-лы, 8 ил.
1. Штамп для изготовления корпуса буксы из цилиндрической заготовки с глобулярной структурой тиксоштамповкой, характеризующийся тем, что он содержит соосно смонтированные закрепленный на подвижной траверсе пуансон, матрицу с контейнером, закрепленным на плите, выполненной с осевым отверстием и смонтированной на неподвижной траверсе, имеющей осевое отверстие, и толкатель, установленный в осевых отверстиях плиты и неподвижной траверсы и связанный с гидроцилиндром, а также блок нагрева, две проставки и прошивной пуансон, контейнер выполнен с окном, в котором с торцевыми зазорами установлена матрица с обеспечением взаимодействия с контейнером по боковым плоскостям, при этом матрица выполнена в виде трапецеидального равнобокого параллелепипеда с центральной бобышкой на верхнем основании, разделенного вертикальным продольным трехплоскостным разъемом на две полуматрицы, зафиксированные от взаимных смещений штифтовыми упорами и накидным кольцом, размещенным на центральной бобышке, и с расположенной по вертикальной оси симметрии ступенчатой расточкой, имеющей верхнее отверстие по диаметру пуансона и соединенной с полостями матрицы, прошивной пуансон установлен в упомянутой ступенчатой расточке с противоположной стороны и смонтирован на торце толкателя, который выполнен с буртом и имеет возможность взаимодействия с нижним основанием матрицы или с проточкой, выполненной в плите, полуматрицы выполнены с расположенными на торцах по линиям стыков разъема клиновыми пазами «ласточкин хвост» для размещения в них клиньев, а контейнер выполнен теплоизолированным по периметру.
2. Штамп по п.1, в котором крайние плоскости разъема матрицы расположены параллельно одна другой, при этом одна из крайних плоскостей совпадает с плоскостью симметрии матрицы, а средняя плоскость разъема расположена под углом к упомянутым крайним плоскостям и проходит через ось ступенчатой расточки.
3. Штамп по п.1, в котором блок нагрева выполнен в виде двух продольных по отношению к матрице съемных кожухов с расположенным наверху центральным отверстием и встроенных по торцам кожухов горелок.
4. Способ изготовления корпуса буксы из цилиндрической заготовки с глобулярной структурой тиксоштамповкой, характеризующийся тем, что он включает нагрев заготовки и штампа, имеющего контейнер, толкатель и матрицу в виде двух полуматриц с пазами на торцах и центральной бобышкой, на которой размещают накидное кольцо, установку нагретой заготовки в матрицу нагретого штампа, тиксоштамповку заготовки и последующее удаление готового изделия из матрицы, при этом для осуществления нагрева штампа матрицу посредством толкателя устанавливают над торцом контейнера через проставки, толкатель опускают в нижнее положение, а матрицу закрывают кожухами и нагревают штамп, после чего кожухи с проставками демонтируют, матрицу размещают в окне, выполненном в контейнере, а тиксоштамповку установленной в матрице заготовки осуществляют с обеспечением формирования нижней части корпуса буксы прошивным пуансоном, затем матрицу с готовым изделием поднимают толкателем, монтируют в пазах на ее торцах клинья, поворачивают матрицу в горизонтальной плоскости на 90°, устанавливают на контейнер, снимают с бобышки накидное кольцо и посредством клиньев, на которые воздействуют подвижной траверсой, раздвигают полуматрицы для удаления из них готового изделия.
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2356677C2 |
| Способ штамповки полых изделий | 1972 |
|
SU565765A1 |
| Заготовка для получения корпуса буксы железнодорожных вагонов методом горячей штамповки | 1973 |
|
SU568493A1 |
| Способ получения -замещенных амидов карбоновых кислот | 1975 |
|
SU710515A3 |

