Изобретение относится к кузнечно-прессовому машиностроению, а именно к конструкции холодновысадочных однопозиционных автоматов, и касается производства полупустотелых заклепок на стандартном высадочном двухударном оборудовании.
Известен автомат двухударный однопозиционный холодновысадочный с цельной матрицей, предназначенный для высадки из проволоки изделий типа заклепок с различной формой головки, заготовок для винтов, болтов, шурупов и т. д., состоящий из станины, блока матриц, высадочного ползуна с механизмом кривошипно-шатунного привода, распределительного вала, механизмов правки и подачи лроволоки, механизма отрезки и переноса заготовки, механизма перемещения пуансонных салазок, несущих пунсоны, механизма выталкивателя с двуплечим рычагом.
Известные автоматы предназначены для осуществления технологического процесса получения полупустотелой заклепки в подпружиненной матрице, заключающегося в том, что при приложении осевого усилия к вставленной в матрицу заготовке один конец ее прошивным пуансоном раздается в коническую лолость матрицы с частичным образованием пустотелости стержня изделия, а второй конец заготовки превращается в головку заклепки. При выталкивании заготовки прошивным пуансоном из матрицы коническая часть заготовки иротягивается через цилиндрический поясок матрицы с формированием окончательной длины пустотелого хвостовика заклепки. Высаженная заклепка своим хвостовиком прочно удерл ивается на конце прошивного пуансона.
Одним из самых существенных недостатков однопозиционных двухударны.х холодновысадочных автоматов с цельной является невозможность использования их для изготовления полупустотелых заклепок с использованием вышеуказанного технологического процесса ввиду отсутствия в авто.матах специального механизма для съема изделий с прошивного пуансона, а наличие открытого ножа с пружиннымн защелками не дает возможиости получить перпендикулярный торец отрезанной заготовки, что важно для стойкости прошивного пуансона.
Цель изобретения - упрощение конструкции механизмов отрезки с отрезным ножом, переноса и съема заклепок, которые позволили бы использовать стандартный двухударный холодновысадочный автомат для производства полупустотелых заклепок вместо создания специализированного оборудования.
нож и вилкообразный съемник, совершающий периодическое возвратно-поступательное движение в направлении, перпендикулярном перемещению заготовки.
Для быстрой смены прощивного пуансона выталкиватель имеет пуансонодержатель с открытым Т-образным лазом для соединения с хвостовиком прошивного пуансона, которое осуществляется путем ввода хвостовика в Т-образный паз пуансонодержателя при совместном перемещении, перпендикулярном выталкивателю, блока матриц с прошивным пуансоном, вставленным в матрицу.
Пуансонодержатель прошивного пуансона выполнен составным и крепится на конечной части выталкивателя с помощью штифта. Детали размещены в держателе. Цилиндрический держатель в торце имеет Т-образный паз и гнездо для размещения опорной части пуансона с надетой на него втулкой, за которую как бы цепляется держатель.
Под опорную часть пуансона поставлена цилиндрическая пята, которая с одной стороны имеет плоскую поверхность над пуансо.-. г.ном,ча с другой - шаровую. Шаровая пята в ii.p9t e;CGe.,pa6oTbi имеет возможность в случае перёкЬс. опорных поверхностей ориентировать свою плоскую поверхность относительно опорной поверхности пуансона.
Между концом выталкивателя и пятой проставлен цилиндрический подпятник, который с одной стороны имеет шаровую поверхность для пяты, а с другой - плоскую для выталкивателя. Такое устройство пуансонодержателя прощивного пуансона дает возможность ликвидировать перекос опорных поверхностей пуансона и выталкивателя, самоцентрировать пуансон по отношению к матрице и выталкивателю и освободить опорную часть пуансона от изгибающих усилий во время работы и вместе с этим увеличить стойкость прощивного пуансона.
На фиг. 1 изображены отрезной втулочный нож со съемником (планка), высадочная матрица, пуансон и прощивной пуансон: на фиг. 2 - положение инструментов в момент подачи материала, высадки головки заклепки и прошивки отверстия; на фиг. 3 - ноложение инструментов в момент отрезки заготовки, перемещения ножа и прошивного пуансона; на фиг. 4 - положение инструментов в момент вталкивания заготовки пуансоном в высадочную матрицу; на фиг. 5 - положение инструментов в момент сбрасывания заклепки; на фиг. б - инструмент для самоцентрирования и быстрого съема и установки прощивного пуансона.
Планка 1 выполнена в виде втулочного ножа 2, имеющего отверстие 3 для отрезки заготовки с ровным торцом и вилкообразный паз 4, предназначенный для ввода полупустотелых заклепок, их переноса и сбрасывания после высадки. На оси подачи заготовок расположен упор 5 и отрезная матрица 6, а на сх;и высадки - высадочный пуансон
7, матрица 8 с конусом 9 для облегчения прощивного пуансона 10 при калибровке и прошивке отверстия в стержне заклепки.
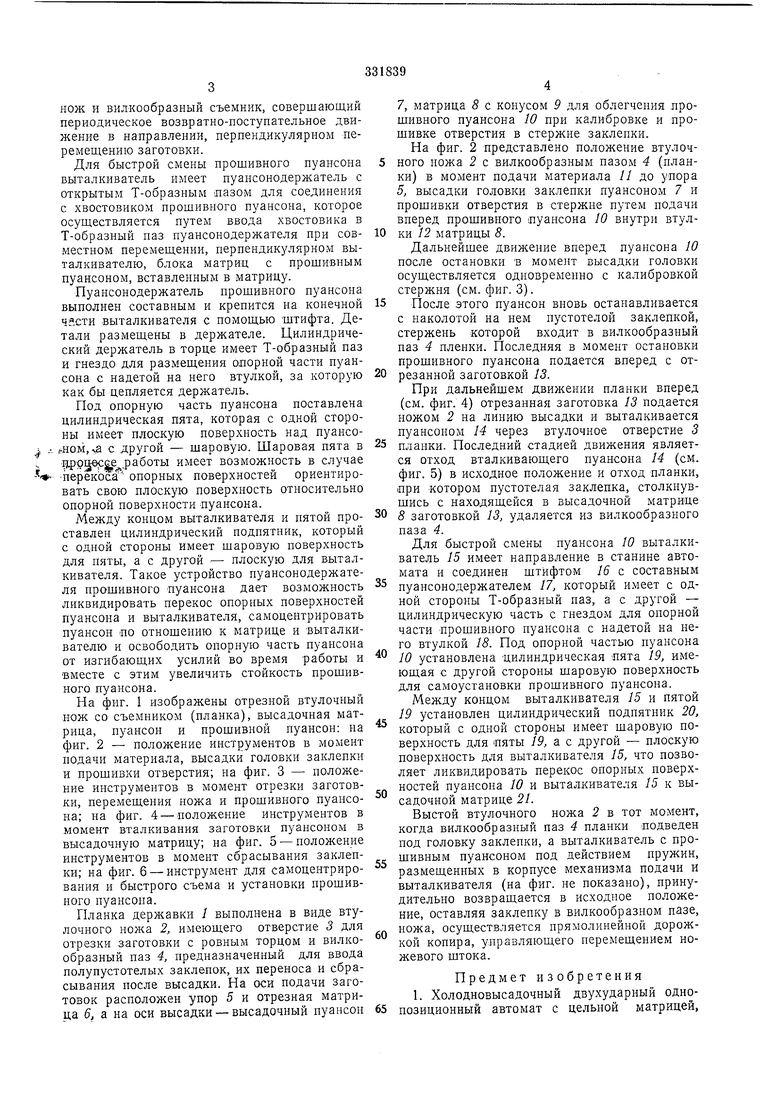
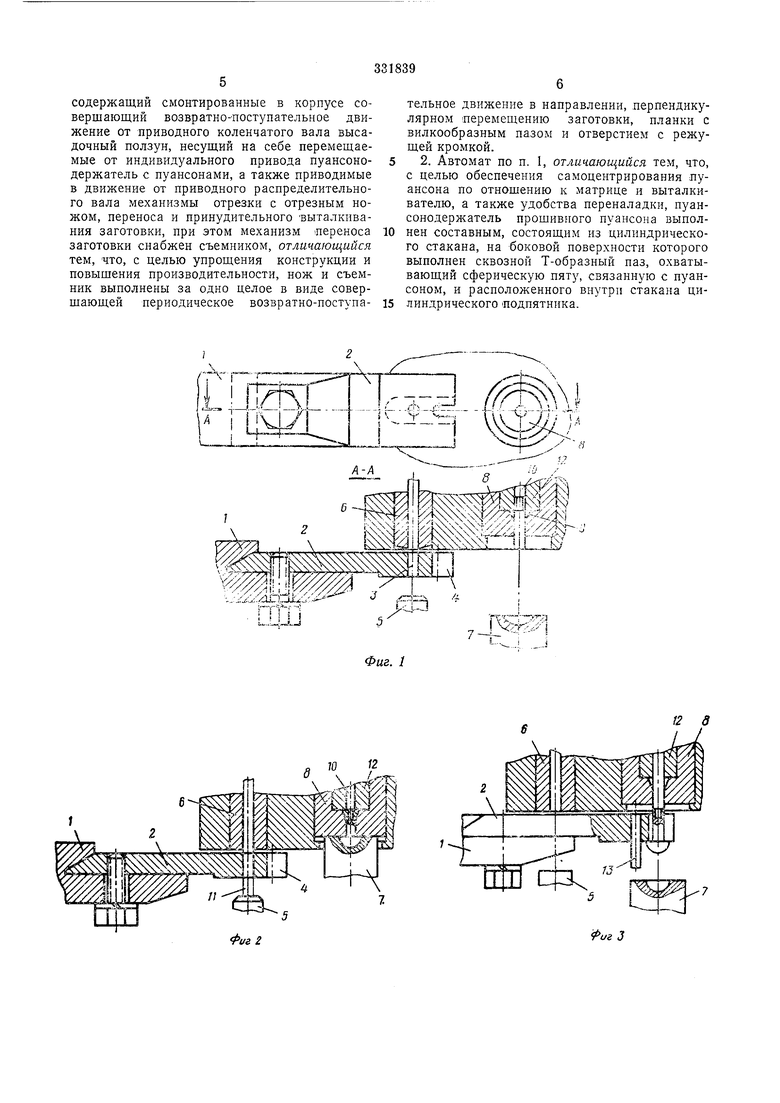
На фиг. 2 представлено положение втулочного ножа 2 с вилкообразным пазом 4 (планки) в момент подачи материала 11 до упора 5, высадки головки заклепки пуансоном 7 и прошивки отверстия в стержне путем подачи вперед прошивного пуансона 10 внутри втулки 12 матрицы 5.
Дальнейшее движение вперед пуансона 10 после остановки -в момент высадки головки осуществляется одновременно с калибровкой стержня (см. фиг. 3).
После этого пуансон вновь останавливается с наколотой на нем пустотелой заклепкой, стержень которой входит в вилкообразный паз 4 пленки. Последняя в момент остановки прощивного пуансона подается вперед с отрезанной заготовкой 13.
При дальнейщем движении планки вперед (см. фиг. 4) отрезанная заготовка 13 подается ножом 2 на линию высадки и выталкивается пуансоном 14 через втулочное отверстие 3 планки. Последний стадией движения является отход вталкивающего пуансона 14 (см. фиг. 5) в исходное положение и отход планки, при котором пустотелая заклепка, столкнувшись с находящейся в высадочной матрице 8 заготовкой 13, удаляется из вилкообразного паза 4.
Для быстрой смены пуансона 10 выталкиватель 15 имеет направление в станине автомата и соединен щтифтом 16 с составным пуансонодержателем 17, который имеет с одной стороны Т-образный паз, а с другой - цилиндрическую часть с гнездом для опорной части прощивного пуансона с надетой на него втулкой 18. Под опорной частью пуансона 10 установлена цилиндрическая лята 19, имеющая с другой стороны шаровую поверхность для самоустановки прошивного пуансона.
Между концом выталкивателя 15 и пятой 19 установлен цилиндрический подпятник 20, который с одной стороны имеет шаровую поверхность для пяты 19, а с другой - плоскую поверхность для выталкивателя 15, что позволяет ликвидировать перекос опорных поверхностей пуансона 10 и выталкивателя 15 к высадочной матрице 21.
Выстой втулочного ножа 2 в тот момент, когда вилкообразный паз 4 планки подведен под головку заклепки, а выталкиватель с прошивным пуансоном под действием пружин, размещенных в корпусе механизма подачи и выталкивателя (на фиг. не показано), принудительно возвращается в исходное положение, оставляя заклепку в вилкообразном пазе, ножа, осуществляется прямолинейной дорожкой копира, управляющего перемещением ножевого щтока.
содержащий смонтированные в корпусе совершающий возвратно-поступательное движение от приводного коленчатого вала высадочный ползун, несущий на себе перемещаемые от индивидуального привода пуансонодержатель с пуансонами, а также приводимые в движение от приводного распределительного вала механизмы отрезки с отрезным ножом, переноса и принудительного ъыталкпвания заготовки, при этом механизм переноса заготовки снабжен съемником, отличающийся тем, ЧТО, с целью упрощения конструкции и повышения производительности, нож и съемник выполнены за одно целое в виде совершающей периодическое возвратно-поступательное движение в направлении, перпендикулярном перемещению заготовки, планки с вилкообразным пазом и отверстием с режущей кромкой.
2. Автомат по п. I, отличающийся тем, что, с целью обеспечения самоцентрирования луансона по отношению к матрице и выталкивателю, а также удобства переналадки, пуансонодерл атель прошивного пуансона выполнен составным, состоящим из цилиндрического стакана, на боковой поверхности которого выполнен сквозной Т-образный паз, охватывающий сферическую пяту, связанную с пуансоном, и расположенного внутри стакана цилиндрического лодпятника.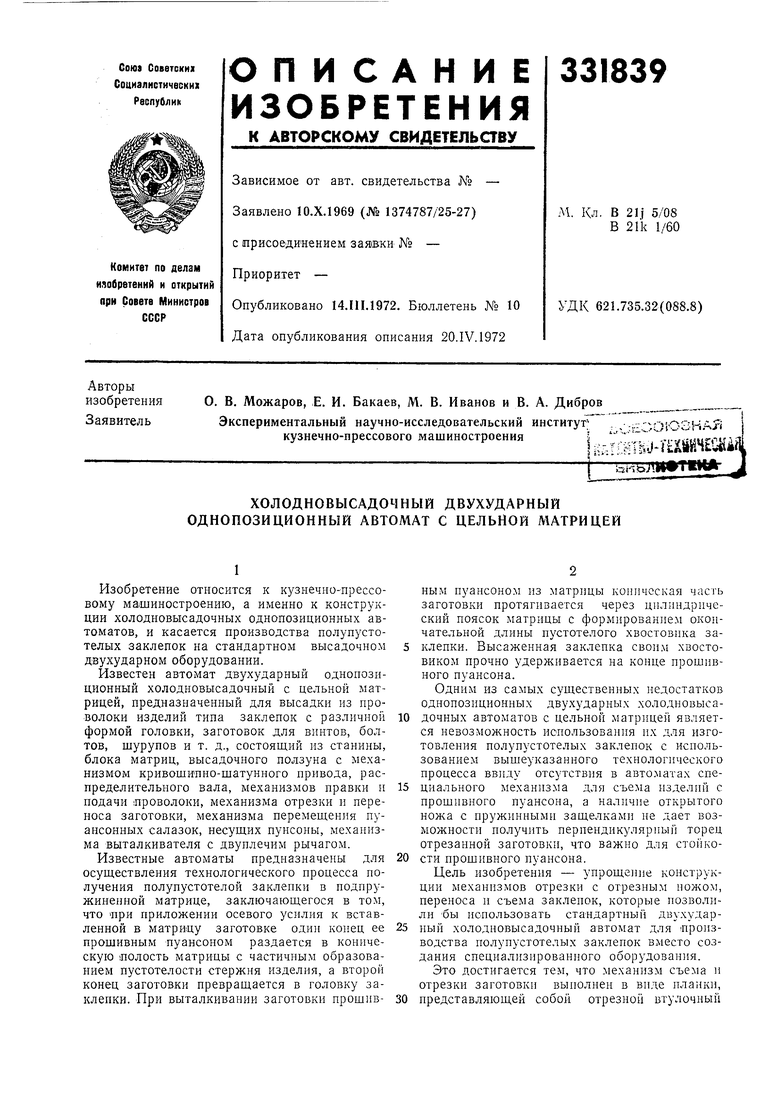
| название | год | авторы | номер документа |
|---|---|---|---|
| Холодновысадочный автомат для изготовления полупустотелых заклепок | 1989 |
|
SU1632599A1 |
| Двухударный однопозиционный автомат для холодной высадки деталей стержневого типа | 1982 |
|
SU1084102A1 |
| Холодновысадочный автомат | 1984 |
|
SU1281330A1 |
| Устройство для высадки | 1991 |
|
SU1808456A1 |
| Холодновысадочный автомат | 1980 |
|
SU860934A1 |
| Устройство для изготовления полупустотелых заклепок | 1991 |
|
SU1819184A3 |
| Автомат для изготовления полупустотелых заклепок | 1984 |
|
SU1248722A1 |
| Устройство для разделения прутковогоМАТЕРиАлА HA зАгОТОВКи | 1978 |
|
SU841804A1 |
| СПОСОБ ВЫСАДКИ ДЕТАЛЕЙ С ПРЯМЫМ ШЛИЦЕМ НА ГОЛОВКЕ | 1992 |
|
RU2039625C1 |
| ДВУХУДАРНЫЙ ХОЛОДНОВЫСАДОЧНЫЯ АВТОЛУАТ | 1973 |
|
SU365876A1 |

,
