1
Изобретение касается обработки металлов давлением.
Известен инструмент для глубокой прошивки слитков, содержащий соосные верхнюю подвижную часть контейнера с заходящим в нее прессштемпелем и нижнюю неподвижную часть контейнера с жестко закрепленной по ее оси прошивной иглой с крепежным и рабочим участками, на последней из которых надета центрирующая шайба. Однако такой инструмент лишен механизмов для быстрой смены иглы, например, при неполной прошивке слитка и быстрого удаления из рабочей полости контейнера недопрошитого слитка, что снижает производительность процесса.
Для повышения производительности инструмент снабжен установленным в неподвижной части контейнера механизмом смены иглы, включающий охватывающую крепежный участок прошивной иглы обойму, размещенные в ней по обе стороны от прошивной иглы с возможностью встречного перемещения подпружиненных сухарей с выступами, заходящими в расположенную на крепежном участке прошивной иглы выточку, а также подвижный от привода в плоскости, перпендикулярной к оси прошивки, ползун, имеющий копирпые пазы, воздействующие на сухари для выведения их выступов из выточки иглы и сквозное отверстие для прохода
иглы, совмещаемое в момент удаления прошивной иглы со сквозным отверстием, выполненным в нижней части контейнера.
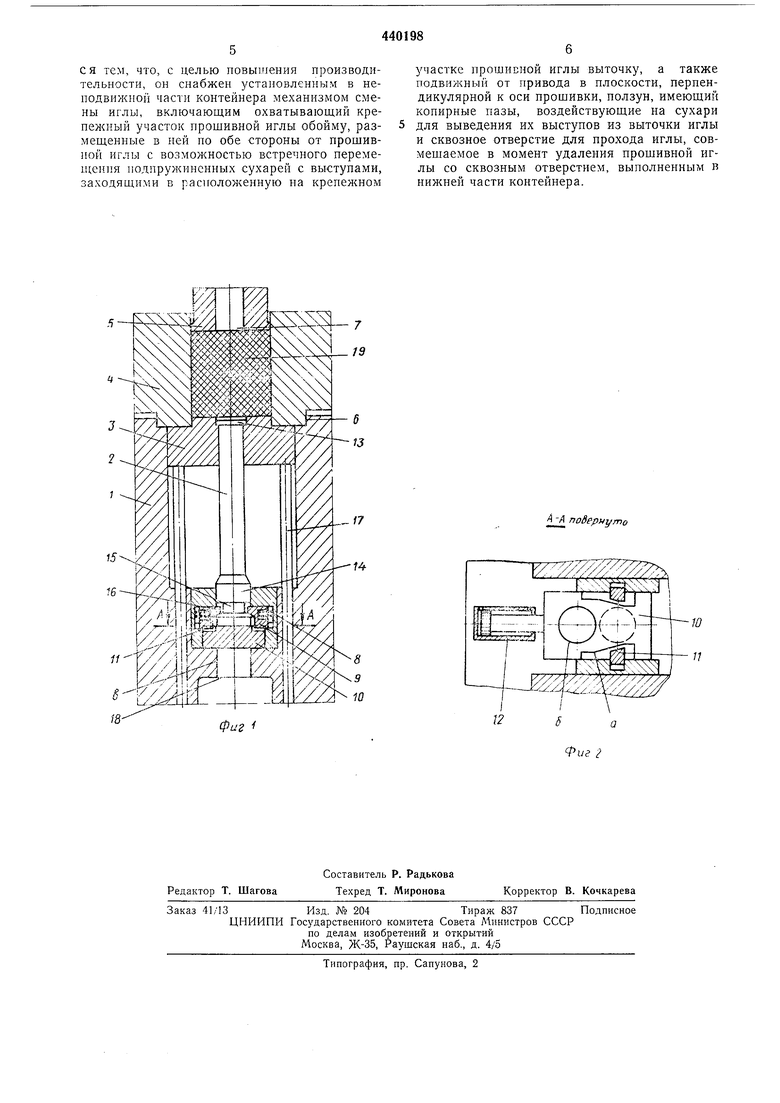
На фиг. 1 изображен предполагаемый инструмент, продольный разрез; на фит. 2 разрез по А-А на фиг. 1.
Описываемый инструмент содержит контейнер, выполненный из двух частей: неподвижной части 1, несущей прошивную иглу 2 и
центрирующую шайбу 3, и подвижной части 4, в которой размещен прессштемпель 5. ПодвижНая часть 4 контейнера установлена по оси пресса с возможностью вертикального перемещения. В нижнем положении подвижная
часть контейнера 4 центрируется по кольцевой выточке 6, выполненной в торцовой поверхности неподвижной части 1 контейнера. Прессштемпель 5 соединен с приводом главного цилиндра и установлен по оси пресса.
Внутри прессштемпеля 5 размещена подпорная игла 7, которая может смещаться вверх относительно прессштемпеля для осуществления сквозной прошивки слитка. В неподвижной части 1 контейнера встроен
механизм для быстрой смены прошивной иглы 2, выполненный в виде обоймы, снабженной подпружиненными с помощью пружин 8 сухарями 9 для удержания иглы 2, и передвижного в обойме ползуна 10, на котором
устанавливаются в рабочем положении прошивная игла 2. Ползун 10 имеет на боковых поверхностях копирные пазы а, состоящие из прямолинейных и скошенных под углом участков, которые взаимодействуют с выступами 11 сухарей 9, и кинематически связан с силовым цилиндром 12, осуществляющим перемещение ползуна в горизонтальной плоскости. На ползуне 10 выполнено сквозное отверстие
6для прохода иглы 2. Прошивная игла 2 снабжена средним сменным наконечником 13 и имеет в нижней части утолщенный крепежный участок 14, на котором выполнена кольцевая выточка 15. С выточкой 15 взаимодействуют выступы 16 сухарей 9. Центрирующая иглу шайба 3, размещенная в неподвижной части 1 контейнера, снабжена тягами 17, че-рез которые осуществляются ее рабочие перемещения. В днище 18 -неподвижной части 1 контейнера выполнено центральное (по оси пресса) отверстие в, с которым может совмещаться отверстие б при перемещении ползуна 10.
В исходном положении слиток 19 загружен в рабочую полость подвижной части 4 контейнера. Прессштемпель 5 и подпорная игла
7занимают крайнее верхнее положение. Подвижная часть 4 контейнера опущена в нижнее положение и сцентрирована по выточке 6 относительно подвижной части 1 контейнера.
8неподвижной части 1 контейнера ползун 10 смещен в крайнее левое положение, при этом отверстие в в днище 18 перекрыто рабочей площадкой ползуна 10. Прощивная игла 2 установлена на рабочей площадке ползуна 10, сцентрирована центрирующей шайбой 3 и закреплена сухарями 9, выступы 16 которых введены в выточку 15 крепежного участка иглы 14. Центрирующая шайба 3 через тяги 17 удерживается в крайнем верхнем положении (см. фиг. 1). При рабочем движении Прессштемпель 5 перемещается вниз и давит на слиток 19, при этом центрирующая шайба 3 удерживается в исходном положении, не допуская перемещения слитка. В этот период осуществляется подпрессовка слитка в рабочей полости подвижной части 4 контейнера. По окончании подпрессовки слитка снимается рабочее усилие с тяг 17, удерживающих центрирующую шайбу 3 в верхнем (исходном) положении. Давлением нрессщтемпеля 5 слигок 19 вместе с щайбой 3 перемещается в рабочую полость неподвижной части 1 контейнера, при этом рабочим участком неподвижной иглы 2 производится прошивка центрального отверстия в слитке. В процессе перемещения нрессштемпеля подпорная игла 7 остается неподвижной, обеспечивая прошивку слитка. В конце прошивки подпорная игла 7 смещается вверх в прессштемпеле 5, обеспечивая просечку «выдры в слитке 19. По окончании прошивки Прессштемпель 5 поднимается в верхнее (исходное) положение, при этом подпорная игла 7 обеспечивает удаление «выдры из полости прессштемпеля. Подвижная часть 4 контейнера приподнимается и выводится из центрирующей выточки 6 неподвижной части 1 контейнера, после чего отводится в сторону. В рабочую полость подвижной части 4 контейнера загружается новый слиток. 5 Центрирующая шайба 3 с помощью тяг 17 поднимается вместе с прошитой гильзой в верхнее (исходное) положение, где гильза убирается с оси пресса любым известным механизмом, а подвижная часть 4 контейнера
0 возвращается на ось пресса и устанавливается в исходное положение, после чего производится прошивка очередного слитка в указанной выше последовательности. При неполной прошивке слитка, например
5 при его охлаждении, возникает необходимость быстрой смены прошивной иглы и удаления слитка из рабочей полости контейнера. Для этого с прессштемпеля 5 снимается рабочее усилие, после чего ползун 10 с помощью
0 силового цилиндра 13 перемещается для того, чтобы (см. фиг. 2) отверстие б ползуна 10 совместилось с отверстием в в днище 18 неподвижной части 1 контейнера. Ползун 10, взаимодействуя при перемещении с выступами 12 сухарей 10, разжимает сухари 9, при этом выступы 17 выходят из выточки 15 участка 14 иглы 2, освобождая ее от закрепления. Прессштемпелю 5 сообщается рабочее движение, слиток 19 выталкивается из рабочей полости подвижной части 4 контейнера, одновременно перемещая в нижнее положение центрирующую шайбу 3. Освобожденная от закрепления прошивная игла 2 через совмещенные отверстия бив удаляется из рабочей полости неподвижной части 1 контейнера, после чего подвижная часть 4 контейнера поднимается, а центрирующая шайба 3 поднимает недопрошитый слиток на уровень верхнего среза неподвижной части 1 контейнера, откуда слиток удаляется известным механизмом. По окончании процесса выгрузки слитка прошивная игла 2 через отверстия б и в поднимается на уровень верхней плоскости ползуна 10. Силовой цилиндр 12 перемещает
5 ползун 10 для того, чтобы отверстие б в ползуне перекрыло отверстие в неподвижной части контейнера, при этом выступы 11 попадают на скошенные участки паза а ползуна, под действием пружин 8 сухари 9 занимают
0 рабочее положение, при котором их выступы 16 попадают в выточку 15 и надежно закрепляют прошивную иглу 2 на ползуне 10.
В этом положении инструмент подготовлен для последующей прошивки слитков.
Предмет изобретения
Инструмент для глубокой прошивки слитков, содержащий соосные верхнюю подвижную часть контейнера с заходящим в нее прессштемпелем и нижнюю неподвижную часть контейнера с жестко закрепленной по ее оси прошивной иглой с крепежным и рабочим участками, на последнем из которых на5 дета центрирующая шайба, отличающийс я тем, что, с целью повышения производительности, он снабжен установленным в неподвижной части контейнера механизмом смены иглы, включающим охватывающий крепежный участок прощивной иглы обойму, размещенные в пей по обе стороны от прошивной иглы с возможностью встречного перемещения подпружиненных сухарей с выступами, заходящими в расположенную на крепежном
участке прошивной иглы выточку, а также подвижный от привода в плоскости, перпендикулярной к оси прошивки, ползун, имеющий копирные пазы, воздействующие на сухари для выведения их выступов из выточки иглы и сквозное отверстие для прохода иглы, совмешаемое в момент удаления прощивной иглы со сквозным отверстием, выполненным в нижней части контейнера.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ГЛУБОКОЙ ПРОШИВКИ слитков | 1967 |
|
SU200399A1 |
| ИНСТРУМЕНТ ДЛЯ ГЛУБОКОЙ ПРОШИВКИ слитков | 1966 |
|
SU184592A1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1972 |
|
SU343871A1 |
| ИНСТРУМЕНТ для ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ МЕТОДОМ ОБРАТНОГО ВЫДАВЛИВАНИЯ | 1972 |
|
SU350543A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА И ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2343031C1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ НАЛОЖЕНИЯ АЛЮМИНИЕВЫХ ОБОЛОЧЕК НА КАБЕЛЬ | 1966 |
|
SU183072A1 |
| Устройство для прошивки заготовок | 1975 |
|
SU606647A1 |
| Устройство для прошивки заготовок | 1979 |
|
SU871975A1 |
| Способ прессования профильной заготовки и инструмент для его осуществления | 1989 |
|
SU1697918A1 |
| ПРЕСС ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ | 1970 |
|
SU268137A1 |
5 -
фиг
А А подернуто
12
