1
Изобретение относится к обработке металлов давлением и может быть использовано при получении полых изделий с фланцами, боковыми отростками и т. п.
Известен способ однопереходной штамповки изделий типа стаканов с боковым выступом, включающий формирование полости изделия путем внедрения в заготовку прошивното пуансона, которым вначале производят обратное выдавливание при неподвижном контрпуансоне, а по достижении прошивным пуансоном крайнего уровня бокового выступа одновременно осуществляют поперечное выдавливание выступа 1.
Недостатком известного способа является невысокое качество изделий в особенности, если боковые выступы изделия имеют форму отростков.
Целью изобретения является повышение изделий.
Цель достигается тем, что согласно способу однопереходной штамповки изделий типа стаканов с боковым выступом, включающему формирование полости изделия путем внедрения в заготовку прощивного пуансона, которым вначале производят обратное выдавливание при неподвижном
контрпуансоне, а по достижении прощивным пуансоном крайнего уровня бокового выступа одновременно осуществляют поперечное выдавливание выступа, последнее производят путе.м перемещения контрпуансона навстречу прошивному пуансону, а заканчивают по достижении прошивным пуансоном среднего уровня формируемого бокового выступа, после чего продолжающееся внедрение прошивного пуансона в заготовку производят при перемещении контрпуан10сона в том же направлении.
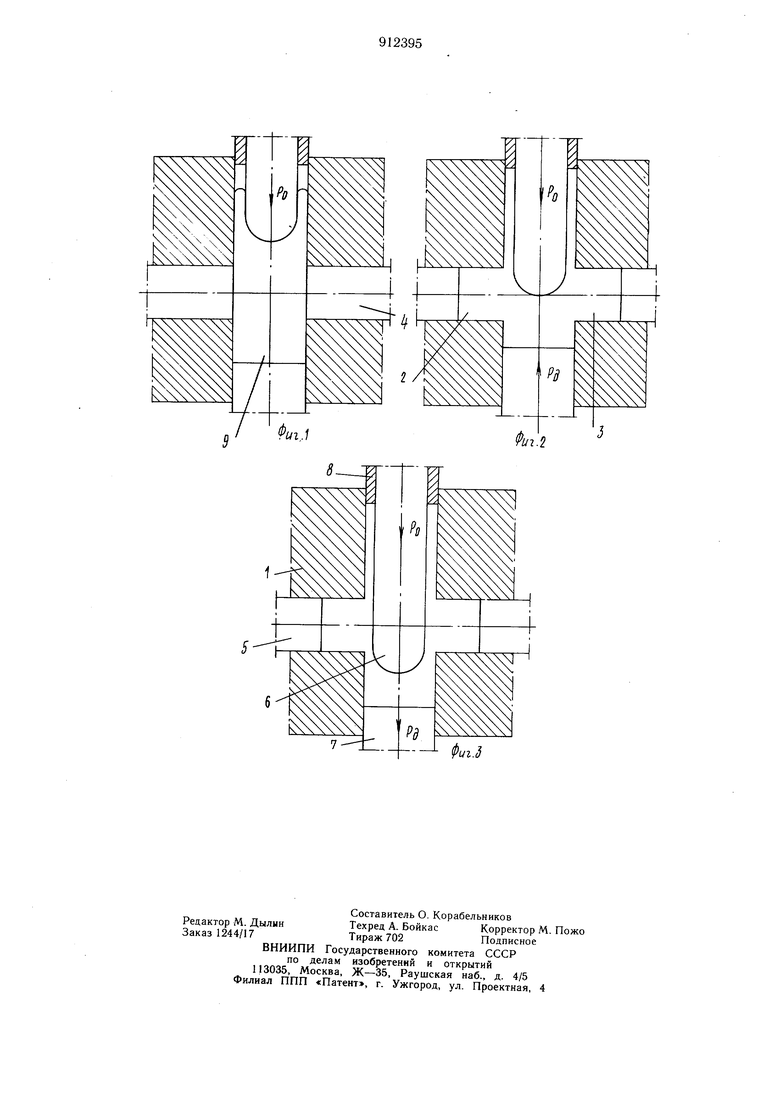
На фиг. 1 изображен процесс обратного выдавливания полости изделия; на фиг. 2 - формирование боковых выступов; на фиг. 3 - дальнейшее выдавливание полости.
Устройство для деформирования состо15ит из контейнера 1, боковых полостей 2.и 3, заглушек 4 и 5, прошивного пуансона 6, контрпуансона 7 и кольца 8.
Способ осуществляется следующим образом.
20
В контейнер 1 помещают заготовку 9, боковые полости 2 и 3 закрывают заглущками 4 и 5 и производят обратное выдавливание посредством прощивного пуансона 6 (фиг. 1) По достижении нижним торцом пуансона 6 верхнего уровня боковых полостей 2 и 3 боковые полости открывают путем удаления заглушек 4 и 5 и производят формирование боковых выступов (отростков) посредство1М встречного движения прошивного пуансона 6 и контрпуансона 7 (фиг. 2). Вытеканию металла вверх препятствует кольцо 8. По достижении контрпуансоном 7 оси симметрии (среднего уровня) боковых полостей 2 и 3 дальнейшее выдавливание ведут движением прошивного пуансона 6 и контрпуансона 7 в одном направлении (фиг. 3). Пример. Для изготовления сложнопрофилированных изделий типа корпусов задвижки в ЦНИИТМаш изготовлен штамп на гидравлический пресс 1500 Тс, позволяюший производить перемешение прошивного пуансона и контрпуансона в зависимости от глубины получаемой центральной полости изделия и расположения отростков по его высоте. Регулировка перемешением производится с помошью системы клиньев. Процесс производился следуюшим образом. Первоначально производится обратное выдавливание. При этом металл лишь незначительно проникает в боковые полости. По достижению торцом прошивного пуансона верхнего уровня боковых полостей приводится в действие система клиньев, которая передает движение от ползуна пресса нижнему контрпуансону. Он начинает двигаться встречно прошивному nyaacoiiy. При этом для предотвращения выдавливания металла в кольцевую полость (встречно прошивному пуансону) предусматривается введение специального кольца, которое не позволяет перемепхаться металлу вверх. Вытеснение металла идет только в боковые полости. При таком формоизменении удается полностью избежать каких-либо дефектов по зажимам, складкам и утяжинам. Это происходит ввиду того, что дополнительный поток металла от контрпуансона не дает возможности образоваться складке. Когда прошивной пуансон не прошел оси симметрии боковых полостей,, усредненный вектор скорости движения металла от контрпуансона направлен встречно вектору скорости движения металла от прощивного пуансона. Причем угол между векторами все время .меняется от 180° в начальный момент до 90° в момент, когда 3S / 45 прошивной пуансон пересекает ось симметрии боковой полости. Двустороннее выдавливание позволяет увеличить степень заполнения боковых полостей и этим предотвратить образование зажимов по боковой поверхности отростков на стадии заполнения угловых элементов штампа. Проработка структуры при -двустороннем нагружении более равномерная, что также позволяет улучшить качество получаемых изделий. По достижении прошивным пуансоном оси симметрии (среднего уровня) боковых полостей система клиньев выводится из зацепления, и далее оба пуансона перемещаются в одном направлении. Такой процесс позволяет полностью устранить дефектообразование и получать изделия с требуемым качеством. Применение предложенного способа получения изделий с боковыми отростками позволяет значительно улучшить качество изготовляемых сложнопрофилированных деталей. Формула изобретения Способ однопереходной штамповки изделий типа стаканов с боковым выступом, включающий формирование полости изделия путем внедрения в заготовку прошивного пуансона, которым вначале производят обратное выдавливание при неподвижном контрпуансоне, а по достижении прощивным пуансоном крайнего уровня бокового выступа одновременно осуществляют поперечное выдавливание выступа, отличающийся тем, что, с целью повышения качества изделий, поперечное выдавливание производят путем перемещения контрпуансона навстречу прошивному пуансону, а заканчивают по достижении прошивным пуансоном среднего уровня формируемого бокового выступа после чего продолжающееся внедрение прошивного пуансона в заготовку производят при перемещении контрпуансона в том же направлении. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 2180328/25-27, кл. 21 К 21/08, 8.10.75 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий типа стаканов с наружными боковыми выступами | 1979 |
|
SU1026923A1 |
| Способ получения изделий типа стака-HOB C НАРужНыМи бОКОВыМи ВыСТупАМи | 1979 |
|
SU821026A1 |
| Штамп для получения изделий типа глубоких стаканов | 1977 |
|
SU733841A1 |
| Способ поперечного выдавливания | 1978 |
|
SU742023A1 |
| Способ безоблойной штамповки изделий с боковыми отростками и фланцами на этих отростках | 1989 |
|
SU1648620A1 |
| СПОСОБ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ ТИПА СТАКАН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2660472C1 |
| СПОСОБ ШТАМПОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, ПУАНСОН ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ СТЕРЖНЕВЫХ ДЕТАЛЕЙ И ПУАНСОН ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ ГОЛОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ | 1992 |
|
RU2034677C1 |
| Способ изготовления изделий типа стаканов с кольцевым поднутрением | 1988 |
|
SU1660829A1 |
| Штамп для объемной штамповки полых изделий выдавливанием со сквозной прошивкой | 1985 |
|
SU1389925A1 |
| Способ изготовления полых изделий | 1992 |
|
SU1807914A3 |