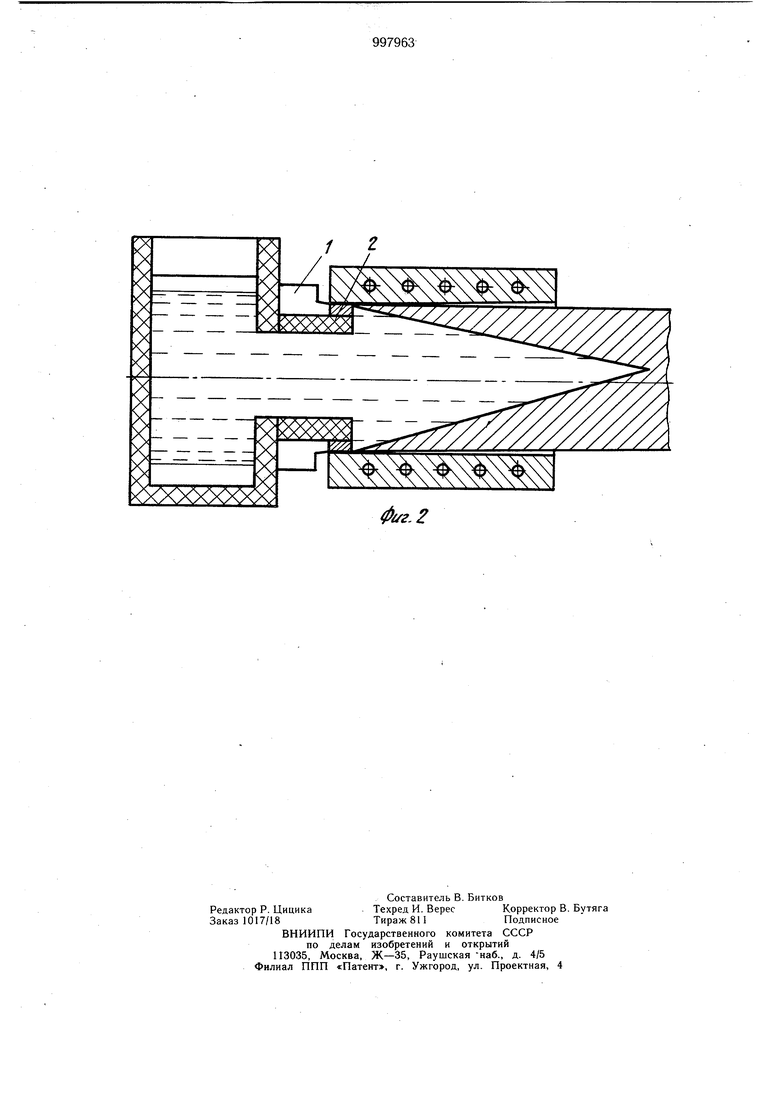
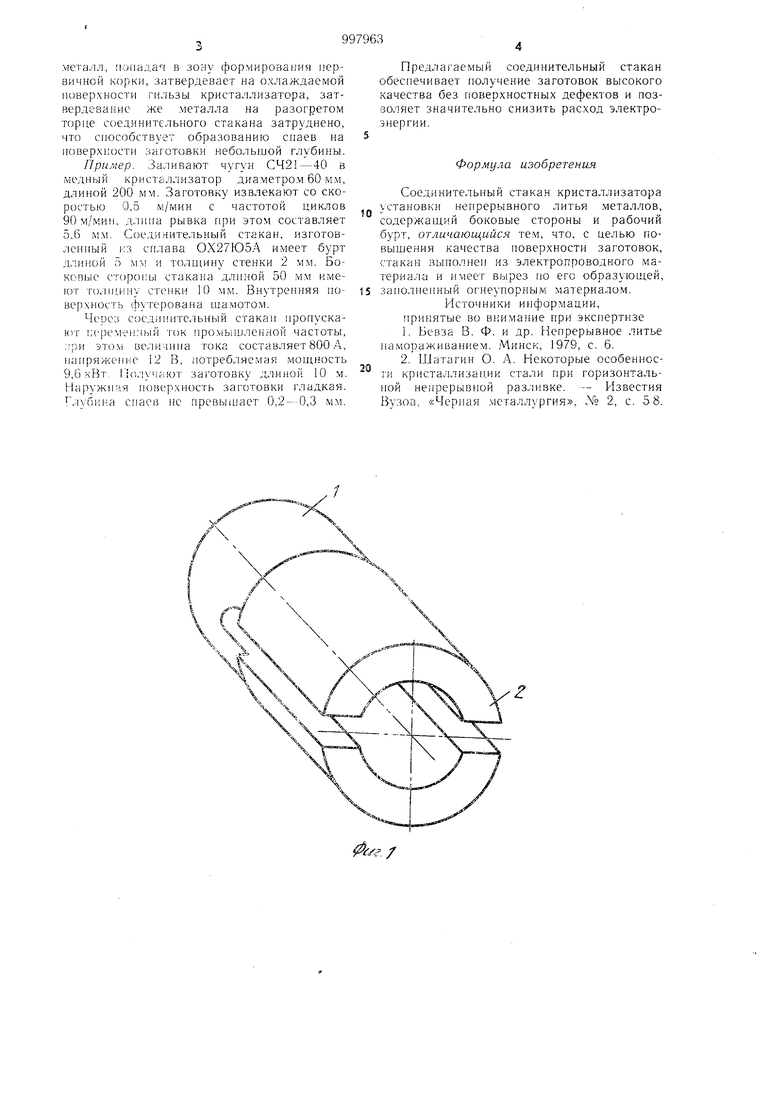
(54) СОЕДИНИТЕЛЬНЫЙ СТАКАН КРИСТАЛЛИЗАТОРА УСТАНОВКИ НЕПРЕРЫВНОГО ЛИТЬЯ Изобретение относится -к металлургии, конкретнее к непрерывному литью металлов и сплавов. Известен соединительный стакан кристаллизаторов машин непрерывного литья, выполненный из огнеупорного материала 1. Наиболее близким к изобретению по технической сущности является соединительный стакан из шамотографита, разогреваемый токами высокой частоты, для чего стакан снабжен индуктором 2. Недостатком стакана является то, что при помощи индуктора невозможно разогреть бурт стакана, входящий в гильзу кристаллизатора. Вследствие этого при формировании начальной корки на холодном бурте стакана намерзает металл. Началь ная корка образуется более толстой и имеет более низкую температуру. При следующем цикле движения толстая и холодная корка плохо сваривается со слитком. На поверхности заготовки образуются спаи - следы контакта начальной корки с холодным буртом соединительного стакана. Кроме того, разогрев индуктором с токами высокой частоты требует применения специального дорогостоящего оборудоваМЕТАЛЛОВния и значительного расхода электроэнергии. Целью изобретения является повышение качества заготовки и экономия электроэнергии. Указанная цель достигается тем, что соединительный стакан кристаллизатора установки непрерывного литья металлов, содержащий боковые стороны и рабочий бурт, выполнен из электропроводного материала и имеет вырез по его образующей, заполненный огнеупорным материалом. На фиг. Г приведен соединительный стакан, общий вид; на фиг. 2 - один из вариантов конструкции стакана в рабочем положении. Стакан состоит из бурта I, например, цилиндрического типа, и двух боковых сторон 2. Внутренняя поверхность стакана в рабочем положении может быть футерована огнеупором. Стакан работает следующим образом. Электрический ток, проходя через стакан, разогревает его бурт, так как омическое сопротивление бурта значительно бол.ьще, чем омическое сопротивление каждой из боковых сторон стакана. Жидкий
металл, попадая в зону формироваьия первичной корки, затвердевает на охлаждаемой поверхности гильзы кристаллизатора, затвердевание же металла на разогретом торце соединительного стакана затруднено, что способствует образованию спаев на поверхности заготовки небольшой глубины.
Пример. Заливают чугун в медный кристаллизатор диаметром 60 мм, длиной 200 мм. Заготовку извлекают со скоростью 0,5 м/мин с частотой циклов 90 м/мии, длина рывка при этом составляет 5,6 м.м. Соединительный стакан, изготовленный из сплава ОХ27Ю5А имеет бурт длиной о мм и толщину стенки 2 м.м. Боковые стороны стакана длиной 50 мм имеют толщину стенки 10 мм. Внутренняя поверхность футерована шамото.м.
Через соеди иггельный стакан пропускают ;с)емен:{ый ток иромышленной частоты, )и этом величина тока составляет 800 А, иа11ряже 1ие 12 В, потребляемая мощность 9,6 кВт. . заготовку длиной 10 м. Наружная поверхность заготовки гладкая. )ина спаев }ie превышает 0,2--0,3 мм.
Предлагаемый соединительный стакан обеспечивает получение заготовок высокого качества без поверхностных дефектов и позволяет значительно снизить расход электроэнергии.
Формула изобретения
Соединительный стакан кристаллизатора установки непрерывного литья .металлов, содержащий боковые стороны и рабочий бурт, отличающийся тем, что, с целью повышения качества поверхности заготовок, С1акан выполнен из электропроводного материала и имеет вырез по его образующей, заполненный огнеупорным материалом. Источники информации,
принятые во в};и.мание цри экспертизе
1.Бевза В. Ф. и др. Непрерывное литье намо1)аживанием. Минск, 1979, с. 6.
2.Шатагин О. А. Некоторые особенносги кристаллизации стали при горизонтальной непрерывной разливке. - Известия Вузов, «Черная металлургия, Хд 2, с. 58.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2043836C1 |
| Стакан для подачи металла в кристаллизатор | 1980 |
|
SU933205A1 |
| Способ непрерывного литья полых чугунных заготовок и устройство для его осуществления | 1975 |
|
SU772011A1 |
| Соединительный стакан кристаллизатора установки непрерывного литья заготовок и способ его изготовления | 1987 |
|
SU1713727A1 |
| Устройство для непрерывного горизонтального литья металла | 1983 |
|
SU1135536A1 |
| Устройство для непрерывного литья заготовок | 1980 |
|
SU876272A2 |
| Металлопровод горизонтальной установки непрерывного литья | 1982 |
|
SU1077141A1 |
| Способ непрерывного литья металлов | 1980 |
|
SU921669A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ГОРИЗОНТАЛЬНОЙ РАЗЛИВКИ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532679C1 |
| Устройство для непрерывного литья заготовок горизонтального типа | 1982 |
|
SU1092824A1 |