Изобретение относится к металлургии,в частности к непрерывной разливке металлов.
Цель изобретения - повышение долговечности стакана стабильности процесса литья-и качества заготовок.
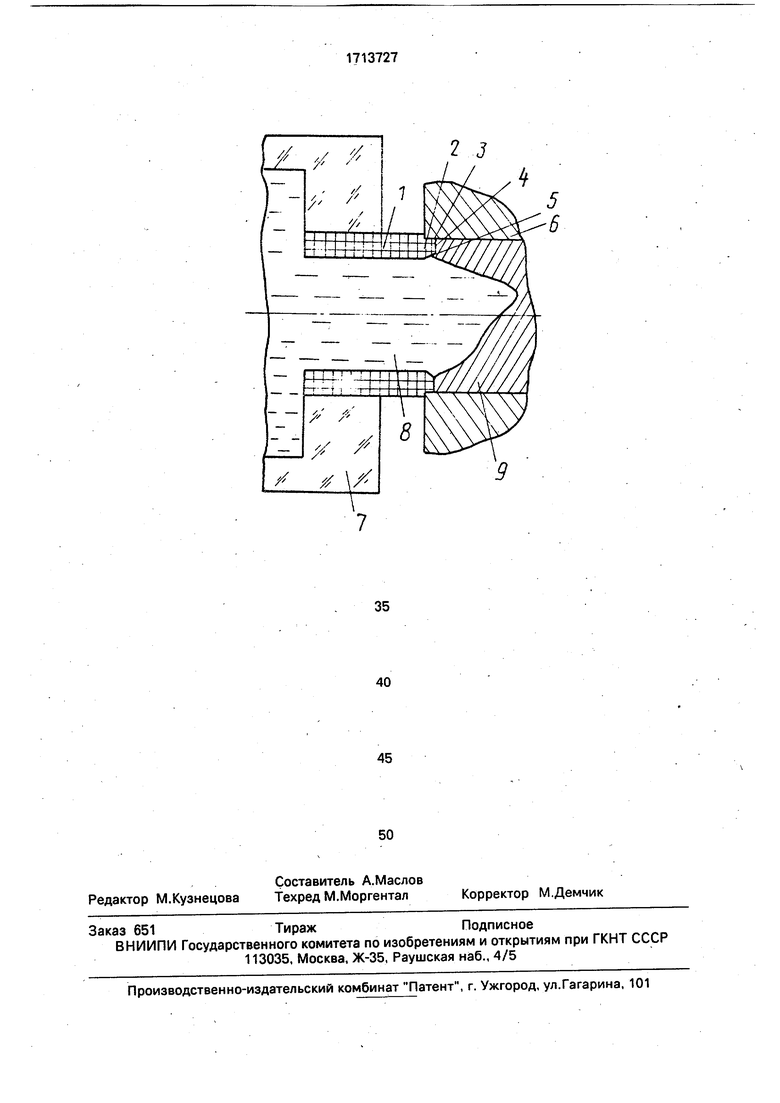
На чертеже изображен стакан в сопряжении со стенкой кристаллизатора и металлоприемником.
Стакан 1 содерижт бурт 2 длиной 3 и толщиной 4. Внутренняя поверхность бурта 2 имеет конусность 5. Бурт 2 на глубине длины 3 вставлен в кристаллизатор б. Полость стакана 1 соединена с полостью металлоприемника 7.
Стакан работает следующим образом.
Металл 8 заливают в металлрприемник 7, соединенный посредством стакана 1 с кристаллизатором 6. В кристиллизаторе 6 металл 8 затвердевает, образуя корку заготовки 9. Корка заготовки 9 формируется на
поверхности кристаллизатора 6 и на торцовой поверхности бурта .2 стакана 1. При движении корка заготовки 9 отрывается от бурта 2 и перемещается на длину шага вытягивания. После этого процесс формирования корки на торце бурта повторяется.
Если толщина бурта будет меньше его длины, то термические напряжения, возникающие в пирофилите на границе бурта с телом стакана, приводят к снижению прочности и его поломке при монтаже или в начале процесса литья. При толщине бурта больше 10 его длин силы сцепления корки со стаканом возрастает настолько, что происходит его разрыв. Это снижает качество заготовок и стабильность процесса. Если конусность внутренней поверхности бурта будет меньшей 1 ... 20, то произойдет возрастание усилия вытягивания вследствие формирования корки заготовки на внутренней поверхности стакана. При конусности больше 1:2 термические напряжения, возникающие в пирофилите при литье, приводят к растрескиванию бурта и нарушению стабильности процесса.
Способ осуществляется следующим об- 5 разом.
Стакан изготавливают из пирофилита механической обработкой с последующей шлифовкой внутренней его части и бурта. Затем стакан устанавливают в печь и нагре- 10 вают его со скоростью 6-10 град/мин до 800 ... , выдерживают 2 ... 8 ч и охлаждают до температуры охлаждающей среды со скоростью 10 ...12 град/мин. При термообработке твердость пирофилитового ста- 15 кана повышается с 1 - 2 до 3 ..; 6 по Моосу, из него удаляется основная масса кристаллизационной воды и стакан уже не растрескивается при попадании в него металла.
Нагревать стакан печи со скоростью 20 меньше 6 град/мин нецелесообразно, так как это орицательно сказывается на производительности способа изготовления стакана. Производить нагрев со скоростью больше 10 град/мин нельзя, так как при 25 этом выход кристаллизационной воды из пирофилита становится настолько интенсивным, что происходит образование трещин, уменьшающих срок службы стакана.
Температура нагрева 800... 900°С опре- 30 деляется прочностными xapaкtepиcтикaми стакана из пирофилита и условиями его работы. При этом стакан не растрескивается от выхода кристаллизационной воды при заливке металла и имеет высокую стой- 35 кость к термоудару. Протекание металла через стакан приводит к неравномерному его прогреву. Температура наружной его стенки, контактирующей с кристаллизатором, не превышает 900°С, а внутренней - 40 равна температуре расплава (1200 ... 1400°С). Внутренний слой стакана обжигается (образуя AlaOs и Si02) с повышением его твердости и хрупкости. Однако соседство его с необожжённым слоем .приводит к 45 тому, что,стойкость к термическому удару стакана остается высокой и он не разрушается при большом перепаде температуры по его толщине.
Если температура нагрева меньше 50 800°С, то при заливке металла происходит растрескивание стакана из-за наличия в пирофилите излишков воды. При температуре нагрева больше 900°С происходит обжиг пирофилита с образованием АЬОз и Si02, 55 что приводит к повышению его твердости и хрупкости по всему сечению стакана. Заливка металла в такой стакан приводит к его
разрушению вследствие низкой стойкости и перепаду температур по толщине стенки. Для полного удаления кристаллизационной воды стакан выдерживают при 800...900°С 2...8 ч. Если выдерживают менее 2 ч, стакан не прокаливается и растрескивается при попадании в него металла. Выдержка стакана более 8 ч приводит к повышению хрупкости и разрушению вследствие низкой стойкости к термоудару.
Стакан охлаждают до температуры окружающей среды со скоростью 10...12 град/мин. При скорости охлаждения больше 12 град/мин в стакане образуются трещины, а охлаждать со скоростью меньше 10 град/мин нецелесообразно из-за уменьшения производительности при изготовлении стакана.
. Пример. Изготавливают механической обработкой на токарном станке из пирофилита стакан длиной 50 мм и диаметром 30 мм. Бурт выполняют диаметром 25 мм и длиной 1 мм. Толщина бурта 5 мм, конусность его внутренней поверхности 1:10. Затем осуществляют термообработку стакана. Скорость нагрева 8 град/мин, температура нагрева 850°С, время последующей выдержки 5 ч. Скорость охлаждения стакана после выдержки 11 град/мин. Осуществляют непрерывное литье заготовок из чугуна СЧ-20 в стальной кристаллизатор диаметром 25 мм.
Изобретение повысит стабильность процесса литья и качество заготовок за счет повышения эксплуатационной стойкости стаканов.
Фор м у ла изобретения
1.Соединительный стакан кристаллизатора установки непрерывного литья заготовок, выполненный с буртом, отличающийся тем, что, с целью повышения долговечности стакана, стабильности процесса литья и качества заготовок, толщина бурта стакана составляет 1 ... 10 его длины, а его рабочая поверхность выполнена с конусностью 1:20 ... 1:20..
2.Способ изготовления стакана кристаллизатора установки непрерывного литья заготовок, отличающийся тем, что, с целью повышения долговечности стакана, стабильности процесса литья и качества заготовок, стакан, изготавливают из пирофилита, при этом его нагревают со скоростью 6 ... 10 град/мин до 800 ... 900°С, выдерживают i2 ... 8 ч и затем охлаждают со скоростью 10 ... 12 град/мин до температуры окружающей среды.
2 J
9
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного литья полых чугунных заготовок и устройство для его осуществления | 1975 |
|
SU772011A1 |
| Соединительный стакан кристаллизатора установки непрерывного литья металлов | 1980 |
|
SU997963A1 |
| УСТРОЙСТВО ДЛЯ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1991 |
|
RU2006337C1 |
| Способ непрерывного литья серого чугуна | 1975 |
|
SU536007A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОКАЧЕСТВЕННОЙ НЕПРЕРЫВНО-ЛИТОЙ КРУГЛОЙ ЗАГОТОВКИ | 1999 |
|
RU2169635C2 |
| КРИСТАЛЛИЗАТОР НЕПРЕРЫВНОЙ ОТЛИВКИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ И СООТВЕТСТВУЮЩИЙ СПОСОБ ОТЛИВКИ | 2020 |
|
RU2800555C1 |
| Способ изготовления графитового кристаллизатора | 1984 |
|
SU1219237A1 |
| Горячекатаный лист/полоса 30CrMo стали и способ их получения | 2020 |
|
RU2818814C1 |
| ГИЛЬЗА КРИСТАЛЛИЗАТОРА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СОРТОВЫХ ЗАГОТОВОК ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ | 2010 |
|
RU2446911C1 |
| Стакан для подачи металла в кристаллизатор | 1980 |
|
SU933205A1 |
Изобретение относится металлургии, а именно к непрерывному литью заготовок,'\^ Целью изобретения йвляется побышение долговечности стакана, стабильности процесса литья и качества заготовок. Для этого соединительный стакан изготавливают из природного материала - пирофилита, обладающего после термообработки с оптимальными параметрами нагрева, выдержки и последующего охлаждения высокой стойкостью к термическому удару и огнеупорностью. Параметры толщин^>&1 бурта 2 и конусности его внутренней поверхности 5 позволяют повысить стойкость стакана при Достижении высокой стабильности литья из-за облегчения отделения кристаллизующейся корки заготовки от поверхности стакана. 2 с.п.ф-лы, 1 ил.
| Способ непрерывного литья полых чугунных заготовок и устройство для его осуществления | 1975 |
|
SU772011A1 |
| Улей | 1923 |
|
SU822A1 |
| . | |||
