Изобретение относится к области .обработки металлов давлением и мо- . жет быть использовано для резки круглых заготовок под штамповку.
Известны ножи для резки круглых сплошных металлических заготовок, режуцие кромки которых образуют калибр, состоящий из двух полукалибров. Вершины полукалибров находятся на одной прямой в плоскости реза. В данной конструкции Ось симметрии режущих кромок ножей совпадает с нап-, ра влением прилагаемого усилия .Недостатком этихножей является то, что в процессе резки на торце заготовки образуется заусенец, который выступает за контур сечения заготовки. Наличие заусенца;затрудняет использование такой заготовки при автоматической ее установке в штамп для .высадки одного из ее концов, например с помощью робота-манипулятора.
Наиболее близким техническим решением к изобретению является инструмент для резки круглых заготовок, состоящий из подвижного и неподвижного ножей с режущими кромками, образующими калибр, позволяющий уменьшить величину заусенца,,так как в начальный момент резки заготовка частично поворачивается вокруг своей оси Г 2.
Однако ввиду того, что угол поворота заготовки в процессе резки небольшой, заготовка после резки имеет заусенец, который выступает за пределы контура сечения заготовки. Это затрудняет использование такой заготовки при автоматической подаче.
10
Целью изобретения является улучшение качества реза.
Поставленная цель достигается тем, что в инструменте для резки круглых заготовок, состоящем из подвижного и
15 неподвижного ножей р режущими кромками, образулицими калибр, ре;жущая кромка каждого ножа выполнена криволинейной , при этом начало режущей кромки каждого ножа и центр ее кривизны
20 расположены в плоскости, перпендиКУ.ПЯРНОЙ направлению перемещения подвижного ножа, а расстояние между режущими кромками ножей в указанной плоскости соответствует диа25метру разрезаемой заготовки.
На чертеже, представлен предлагае1-ый инструмент для резки.
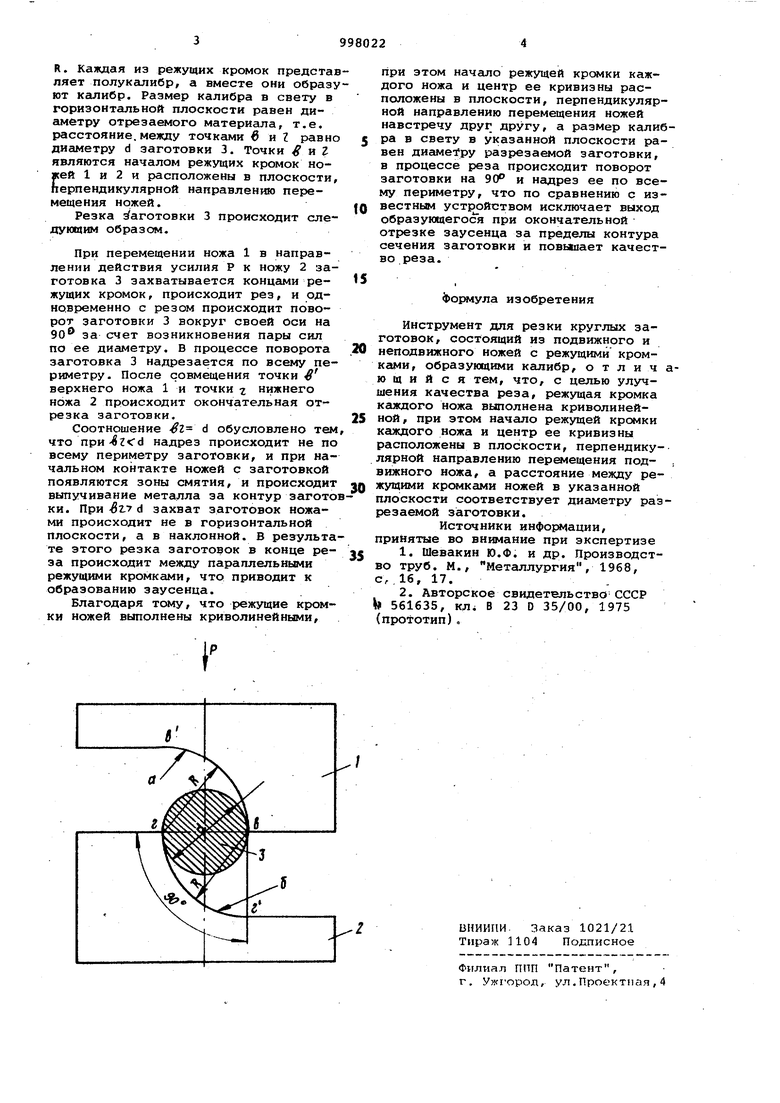
Инструмент состоит из двух ножей 1 и 2, режущие кромки которых О исУ вы30полнены по дугам .-.gи . радиусом .
R. Каждая из режущих кромок представляет полукалибр, а вместе они образуют калибр. Размер калибра в свету в горизонтальной плоскости равен диаметру отрезаемого материала, т.е. расстояние.между точками 6 и Z равно диаметру d заготовки 3. Точки и являются началом режущих кромок ножей 1 и 2 и расположены в плоскости. Перпендикулярной направлению перемещения ножей.
Резка з аготовки 3 происходит следующим образом.
При перемещении ножа 1 в направлении действия усилия Р к ножу 2 заготовка 3 захватывается концами режущих кромок, происходит рез, и одновременно с резом происходит поворот заготовки 3 вокруг своей оси на ЭО за счет возникновения пары сил по ее диаметру. В процессе поворота заготовка 3 надрезается по всему периметру. После совмещения точки верхнего ножа 1 и точки г нижнего ножа 2 происходит окончательная отрезка заготовки.
Соотношение d обусловлено тем что надрез происходит не по всему периметру заготовки, и при начальном контакте ножей с заготовкой появляются зоны смятия, и происходит выпучивание металла за контур заготоки. При-б 17 d захват заготовок ножами происходит не в горизонтальной плоскости, а в наклонной, в результате этого резка заготовок в конце реза происходит между параллельными режущими кромками, что приводит к образованию заусенца.
Благодаря тому, что режущие кромки ножей выполнены криволинейными.
при этом начало режущей кромки каждого ножа и центр ее кривизны расположены в плоскости, перпендикулярной направлению перемещения ножей навстречу друг другу, а размер калибра в свету в указанной плоскости равен диаметру разрезаемой заготовки, в процессе реза происходит поворот заготовки на 90 и надрез ее по всему периметру, что по сравнению с известным УСТ1ЮЙСТВОМ исключает выход образующегося при окончательной отрезке заусенца за пределы контура сечения заготовки и повывает качество реза.
Формула изобретения
Инструмент для резки круглых заготовок, состоящий из подвижного и неподвижного ножей с режущими кромками, образующими калибр, отличющийся тем, что, с целью улучщения качества реза, режущая кромка каждого ножа выполнена криволинейной, при этом начало режущей кромки каждого ножа и центр ее кривизны расположены в плоскости, перпендикулярной направлению перемещения подвижного ножа, а расстояние между режущими кромками ножей в указанной плоскости соответствует диаметру разрезаемой заготовки.
Источники инфоЕ 1ации, принятые во внимание при экспертизе
1.Шевакин Ю,Ф. и др. Производство труб. М., Металлургия, 1968, 0,16, 17.
2.Авторское свидетельство СССР 561635, кл В 23 D 35/00, 1975
(прототип),
| название | год | авторы | номер документа |
|---|---|---|---|
| НОЖИ ДЛЯ РЕЗКИ КРУГЛЫХ СПЛОШНЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2013 |
|
RU2567423C2 |
| СПОСОБ РЕЗКИ ТРУБ КВАДРАТНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2513560C2 |
| СПОСОБ РЕЗКИ ТРУБ КВАДРАТНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2513668C2 |
| СПОСОБ РЕЗКИ ПРОКАТНЫХ ЗАГОТОВОК | 1996 |
|
RU2105641C1 |
| Способ разделения сортового проката | 1989 |
|
SU1731475A1 |
| Способ резки дисковой пилой нагретых заготовок диаметром 200-400 мм из низколегированной стали | 2020 |
|
RU2749966C1 |
| Способ резки дисковой пилой нагретых заготовок диаметром 200-400 мм из низкоуглеродистой стали | 2020 |
|
RU2750062C1 |
| Способ резки дисковой пилой нагретых заготовок диаметром 300-410 мм из аустенитной хромоникелевой стали | 2020 |
|
RU2749967C1 |
| Способ резки дисковой пилой нагретых заготовок диаметром 180-300 мм из аустенитной хромоникелевой стали | 2020 |
|
RU2749976C1 |
| Оправка к штампу для резки труб | 1984 |
|
SU1196167A1 |
