Изобретение относится к заготовительному производству машинострои тельных предприятий и может быть использовано для резки труб на заго товки. Целью изобретения является улучшение качества получаемых заготовок и повышение надежности штампа для .резки труб. На фиг. 1 изображена предлагаемая оправка в момент начала отрезки от трубы первой заготовки фиг. 2 - то же, в момент удаления отрезанной заготовки; на фиг. 3 то же, в момент начала входа ее -в трубу при подаче трубы на шаг, на фиг. А - то же, в момент окончания ввода ее в отрезаемую часть трубы; на фиг. 5 - вид А па фиг. 3 на фиг. 6 - вариант выполнения рабочего торца оправки. Оправка к штампу для резки труб состоит из двух соосных частей 1 и 2, имeюш x профиль, соответствующий внутреннему профилю разрезаемой тру i6fci 3, и режущую кромку 4. Разрезаемая труба 3 охватывает ся подвижным 5 и неподвижным 6 полу , втулочными ножаг«1, которые имеют ре жутцие кромки 7. В трубу 3 введены части 1 и 2 оправки, которые в процессе резки соприкасаются рабочими торцами. Рабочий торец ча Tii 1 оправки выполнен в виде ступеней 8-10 (фиг.З). Каждая ступ
имеет торцовую и перпендикулярную к ней поверхности, которые образуют с боковой поверхностью части 1 оправки режущие кромки 11 (фиг.5). . При этом режущая кромка 11, образованная торцовой поверхностью ступени 8 и боковой поверхностью части оправки, непосредственно осуществляет резку трубы (нижней половины сечения трубы), поэтому она должна быть длиной не менее полупериметра профиля, т.е. горизонтальная поверхность ступени 8 должна располагаться Bbmie горизонтальной оси симметрии оправки. Расстояние от торца ступени В до торца ступени 10 должно быть в 1,1-2,0 раза больше тол1ДИНЫ срезаемой ими части заусенца 12, который образуется от предыдущего реза (фиг.4). При другом варианте выполнения рабочего торца части 1 оправки (фиг.6) поверхности ступеней 8 и 9 расположены по отношекромки, непосредственно осуществляющие резку трубы, соприкасаются без зазора, так как этому не мешает заусенец 12, образовавшийся от предыдущего реза. Часть 1 оправки свободно входит в трубу 3 до тех пор, пока торец ступени 9 не упрется в заусенец 12..При дальнейшем вводе режущие кромки 11 последующих ступеней рабочего торца части 1 оправки срезают заусенец 12 на внутренней поверхности трубы. Срезанный заусенец 12 остается в кармане, образованном ступенями части 1 оправки, торцоМ части 2 оправки и внутренней поверхностью трубы 3 (фиг,4), и удаляется сжатым воздухом после удаления отрезанной заготовки (фиг.2)
55 Использование изобретения позволяет улучшить качество получаемых заготовок и повысить надежность штампа для резки труб. нию к торцовой п 5верхности под углом, большим 90 . При отрезке заготовки 13 от трубы оправка работает в штампе следующим образом. В разрезаемую трубу 3 вводятся обе части 1 и 2 оправки до совпадения их рабочих торцов с плоскостью реза. Подвижный полувтулочный нож. 5 и часть 1 оправки перемещаются относительно части 2 оправки и неподвижного цолувтулочного ножа 6 в вертикальной плоскости перпендикулярно продольной оси трубы до полного отрззания заготовки 13. При этом на внутренней кромке верхней половины торца трубы, где резка осуществляется взаимодействием режущей кромки 7 подвижного ножа 5 с режущей кромкой части 2 оправки, образуется заусенец 12. В нижнемположении штампа части оправки выводятся из отрезанной заготовки 13 (мехар1изм вывода не показан) и отрезанная заготовка скатывается в тару, а часть 1 оправки и нож 5 возвращаются в исходное положение соосно трубе 3 (фиг.З). Труба подается на шаг подабу 3 части 1 оправки, которая сориентирована таким образом, что сту- пень 8 ее рабочего торца свободно входит в трубу, не касаясь заусенца 12, образовавшегося от предыдущего реза (фиг.З). Рабочие торцы ступени 8 и части 2 оправки и их режущие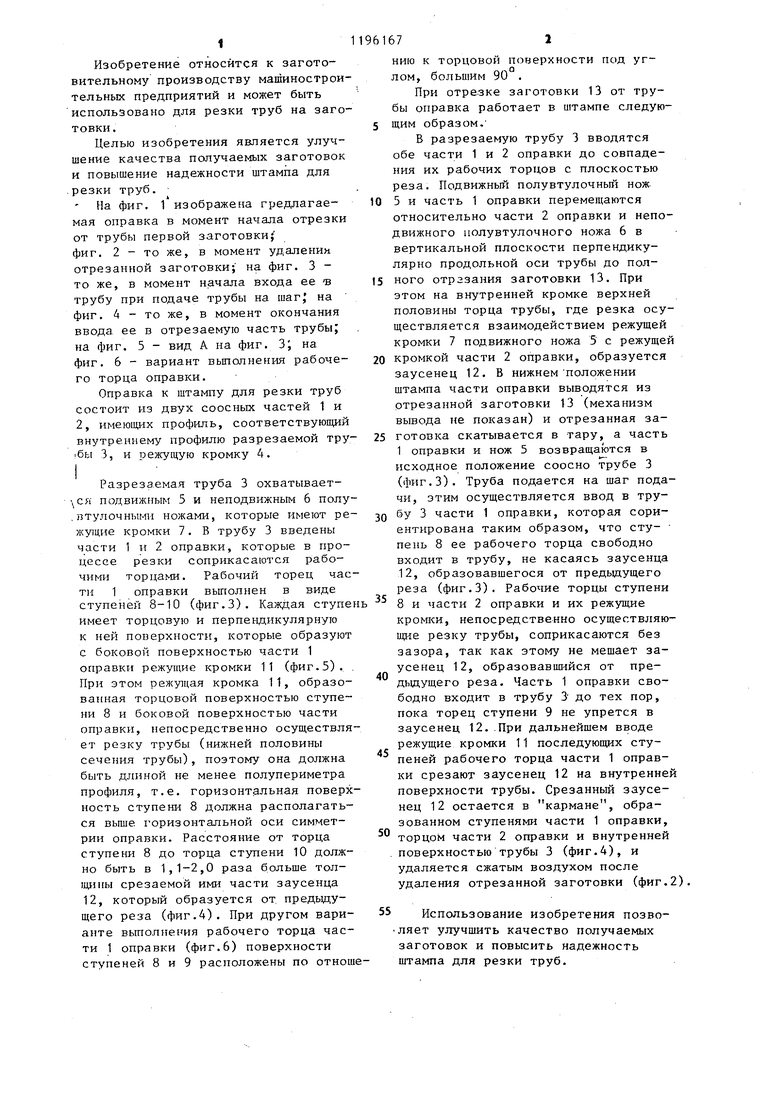
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки труб | 1974 |
|
SU488640A1 |
| Штамп для резки труб | 1990 |
|
SU1775240A1 |
| Штамп для резки труб | 1977 |
|
SU721255A1 |
| Штамп для резки труб на заготовки | 1982 |
|
SU1172655A1 |
| Устройство для резки труб | 1982 |
|
SU1021527A1 |
| Штамп для резки труб | 1984 |
|
SU1286347A1 |
| ШТАМП ДЛЯ РЕЗКИ ТРУБ | 1982 |
|
SU1092840A1 |
| Штамп для резки труб | 1973 |
|
SU499062A1 |
| Штамп для резки проката | 1979 |
|
SU837621A1 |
| Штамп для резки труб на заготовки | 1980 |
|
SU1011341A1 |
1. ОПРАВКАК ШТАМПУ ДЛЯ РЕЗКИ ТРУБ, состоящая из двух соос ных и обращенных одна к другой тор :ц6выми поверхностями частей, имеющих профиль, соответствующий внутреннему профилю разрезаемой трубы и режущую кромку, образованную пересечением боковой и торцовой поверхностей, подвижная из которьк расположена в отрезаемой заготовке а неподвижная - в разрезаемой трубе, отличающаяся тем, что, с целью улучшения качества получаемых заготовок и повьшения надежности, торцовая поверхность подвижной оправки выполнена ступенчатой, режущая кромка ее первой ступени выполнена длиной не менее величины полупериметра профиля, а плоскость симметрии подвижной оправки совмещена с плоскостью, проходящей через направление ее перемещения и оси оправок. 2. Оправка по п.1, отличающаяся тем, что поверхности ступеней наклонены к плоскости, перпендикулярной осям оправок, под углом, большим 90 .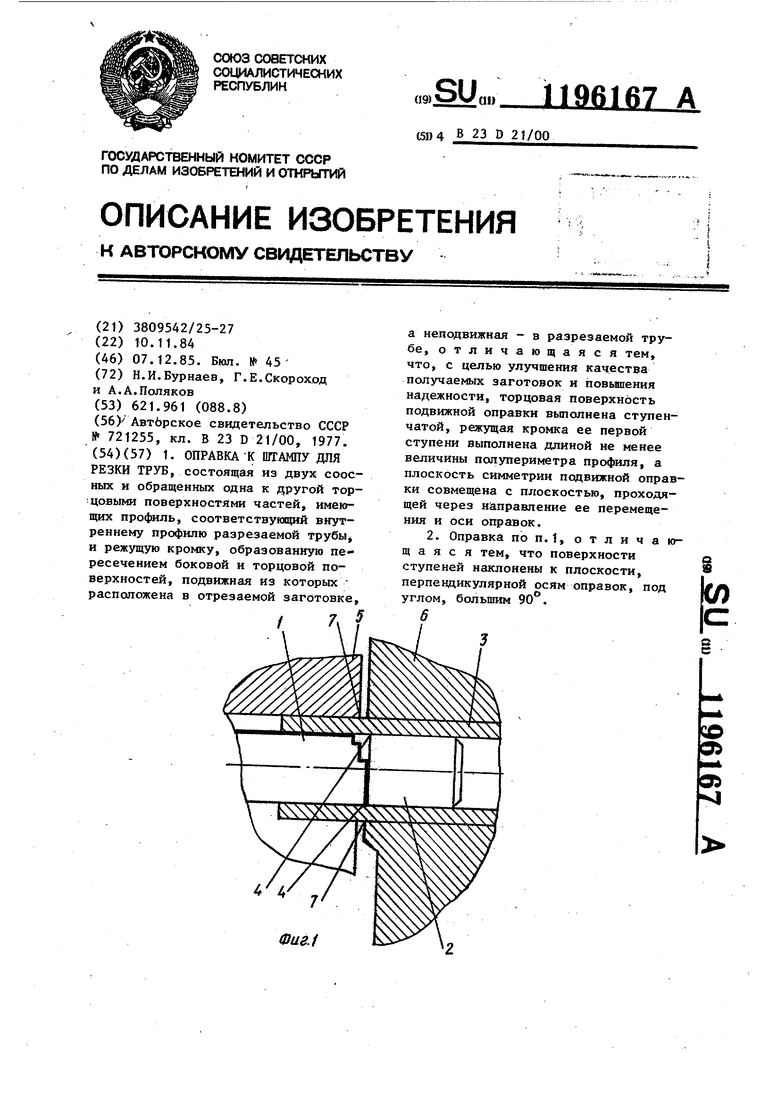
| Штамп для резки труб | 1977 |
|
SU721255A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
