Изобретение относится к стыкбвоЗ электросварке и может быть использо-v вано в системах регулирования энергии оплавления на стыкосварочных машинах. .
Известно устройство для измерения энергии с использованием датчиков тока и напряжения сварки, умножителя и четырехканального интегратора с коммутатором каналов. При измерении энергии при сварке широких полос , когда приходится иметь дело с весьма значительными величинами тока сварки, единственным практически пригодным датчиком тока остался.пойс Роговского, позволяющий получить достаточно просто сигнал, пропорциональ elic
(шй --тг Aii восстановления сигнала
тока необходимо, в этой случае, выполнять операцию интегрирования при соблкщении нулевых начальных условий }.
Недостатком известного устройства является невозможность измерения энергии при больших TOKEix сварки из-за отсутствия пригодных для практики датчиков, измерянщих непосредственно ,ток сварки. Использование же для этих целей поясов Роговокого по известным схемам не позволяет построить требуемый измеритель энергии. Все известные подобные схемы имеют запуск от кнопки и выход в виде стрелочного показывающего прибора.
Целью изобретения является повышение точности измерения за счет снижения диапазона изменения входного сигнсша. ,
10
Поставленная цель достигается тем, что в устройстве для измерения энергии при стыковой сварке, содержащем датчики напряжения на стыке и тока сварки, умножитель, ключ, два
15 интегратора и коммутатор, причем выход датчика тока через первый интегратор и выход датчика напряжения соединены с входами умножителя, выход последнего соединен с входом второго
20 интегратора, вход коммутатора соединен с входными клеммами устройства, коммутатор выполнен на последовательно соединенных нуль-органе, делителе частоты и формирователе импуль25сов, при этом последний через ключ соединен с управлякшшм входом первого интегратора, а нуль-орган с входом коммутатора.
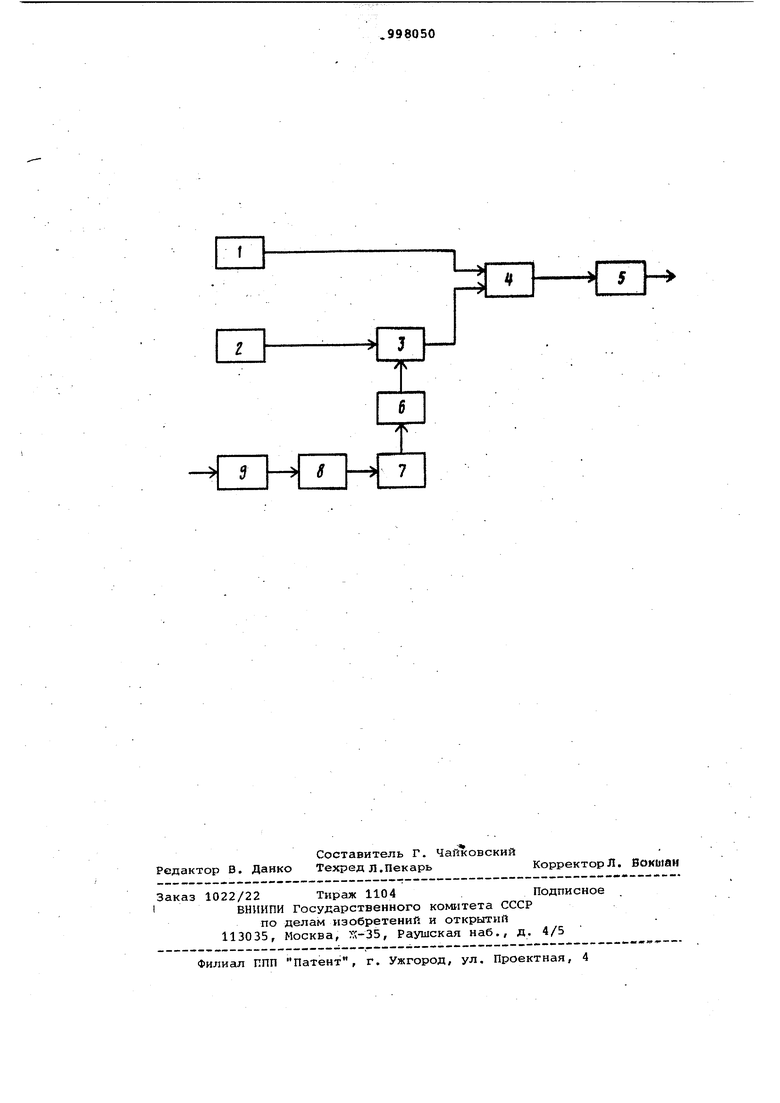
На чертеже представлена схема 30 Устройства. Устройство содержит датчик 1 напряжения сварки и пояс Роговского 2 с первым интегратором 3, которые прИ соединены к входам умножителя 4, вхо дом соединенным с входом второго интегратора 5. К управляющему входу Первого интегратора подключен ключ 6 Бход которого соединен с цепью, состоящей из последовательно включенных формирователя 7 импульсов, делителя частоты и нуль-органа 9, который подключен к питающей сварочный трансформатор сети, т.е. входным клемма устройства. Устройство работает следующим образом. В процессе оплавления при сварке в поясе Роговского нг1ходится ЭДС, пропорциональная производной от тока по времени , Эта ЭДС подается на dt рход первого интегратора, где производится непрерывное интегрирование полученного сигнала. Одновременно напряжение питающей сварочный трансформатор сети подается на нуль-орган 9. В моменты перехода напряжения через нуль на выходе нуль-органа появляются импульсы, которые подаются на делитель 8 частоты для уменьшения частоты в отношении 20 :1. С . выхода делителя импульсы через формирователь импульсов подаются на ключ б, выход которого присоединен к управлякядему входу первого интегратора. При поступлении импульса осуществляется установка интегратора в нуль при переходе напряжения питаю щей сети через нуль. Учитывая, что cos в процессе оплавления мало отличается от единицы, установка интегратора в нуль происходит в момент перехода через нуль тока сварки. Это момент времени .соответствует также фазе Л/2 (на основной гармонике ) ciirсигнала по отношению к фазе тока сварки. Такое управление позволяет осуществить работу интегратора всегда при нулевых начальных условиях. Время установки интегратора в нуль при этом выбирается достаточно малым, чтобы не вносить заметные (Искажения в результаты измерения. С той целью введен в устройство дели ель частоты. Далее сигналы тока и напряжения сварки, соответственно с выходов интегратора 3 и датчика 1, поступают на входы умножителя 4, На которого формируется сигнал мгновенной мощности. Этот сигнал подается на вход второго интегратора 5, где выполняется операция интегри рования по формуле где р - мгновенная мощность} W - энергия за период. Таким образом, предлагаемое устройство позволяет получить сигнал в виде напряжения постоянного тока, пропорционального энергии, выделяемой в стыке за период при непрерывном режиме и нулевых начальных уелс ВИЯХ и использовании в качестве дат чиков тока поясов Роговского. Формула изобретения Устройство для автоматического измерения энергии при стыковой сварке, содержащее датчики напряжения и тока сварки, умножитель, ключ, два интегратора и коммутатор, причем выход датчика тока через первый интегратор и выход датчика напряжения соединены с входами умножителя, выход последнего соединен с входом второго интегратора, вход коммутатора с входными клеммами устройства, о т ли чающееся тем, что, с целью повышения точности измерения за счет снижения диапазона изменения входного сигнала, коммутатор выполнен на последовательно соединенных нульоргане, делителе частоты и формирователе импульсов, при этом последний через ключ соединен с управляющим входом первого интегратора, а нульорган - с входом коммутатора. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 369416, кл. В 23 К 11/04, 29.01.76 (прототип ).. J .
| название | год | авторы | номер документа |
|---|---|---|---|
| ЦИФРОВОЙ ДОЗАТОР ЭЛЕКТРОЭНЕРГИИ ДЛЯ ТОЧЕЧНОЙ СВАРКИ | 2003 |
|
RU2245236C2 |
| Устройство для измерения и контроля энергии при контактной сварке | 1980 |
|
SU893454A1 |
| Устройство для автоматического измерения энергии оплавления при стыковой контактной сварке | 1982 |
|
SU1031688A1 |
| Устройство контроля при контактной стыковой сварке оплавлением | 1982 |
|
SU1101336A1 |
| Устройство для измерения сварочного тока | 1983 |
|
SU1098715A1 |
| Устройство для стабилизации расстояния от резака до поверхности изделия | 1987 |
|
SU1516270A1 |
| ПЕРЕНОСНОЙ ЦИФРОВОЙ ИЗМЕРИТЕЛЬ БОЛЬШИХ ПОСТОЯННЫХ ТОКОВ | 1996 |
|
RU2131128C1 |
| ИЗМЕРИТЕЛЬНЫЙ ПРЕОБРАЗОВАТЕЛЬ ПЕРЕМЕННОГО ТОКА | 2004 |
|
RU2256184C1 |
| Устройство для управления термообработкой сварных соединений | 1986 |
|
SU1458122A1 |
| Устройство для измерения напряжения на сварочных электродах | 1981 |
|
SU998054A1 |