Изобретение относится К приборостроению, а именно к устройствам по автоматизации технологических процессов обработки листов магнитопроводов,и может быть использовано для поштучного разделения тонколистовых деталей.
Известно устройство для поштучной выдачи-деталей, содержащее цилиндрический магазин, толкатель, перемещающийся возвратно-поступательно, и отсекатель, выполненный в виде стержня с верхней заостренной гранью, сопряженной с цилиндрической поверхностью магазина и с.о скосом, диаметрально противоположным заостренной грани l)Недостатком известного устройства для поштучной вьщачи деталей является низкая надежность работы, обусловленная возникновением нестационарных сил сопротивления движению пакета деталей со стороны.поверхности сопряжения. Разделение деталей на отсекателе п исходит за счет смещения их относительна друг друга на поверхности сопряжения и прохождения каждой последующей деталью пути разной длины.
С увеличением длины пути пробега увеличивается сопротивление движе нию детали на подъеме,.которое будет максимальн1Л4, когда касательная в точке образующей составит угол с направлением движения пакета, равный углу самоторлюжения.
Цель изобретения - повьоиенке надежности работы устройства.
10
Поставленная цель достигается тем, что поверхность сопряжения отсекателя с цилиндрической пЬверхяосг. тью магазина выполнена в виде трактрисы с точкой перегиба,
15 касательной в которой образует угол с направлением движения деталей, равный или меньший угла самотормог жения.
Кроме того, поверхность сопряже20ния армирована материалом с малой шерохова-тостью и повышенной твердостью.
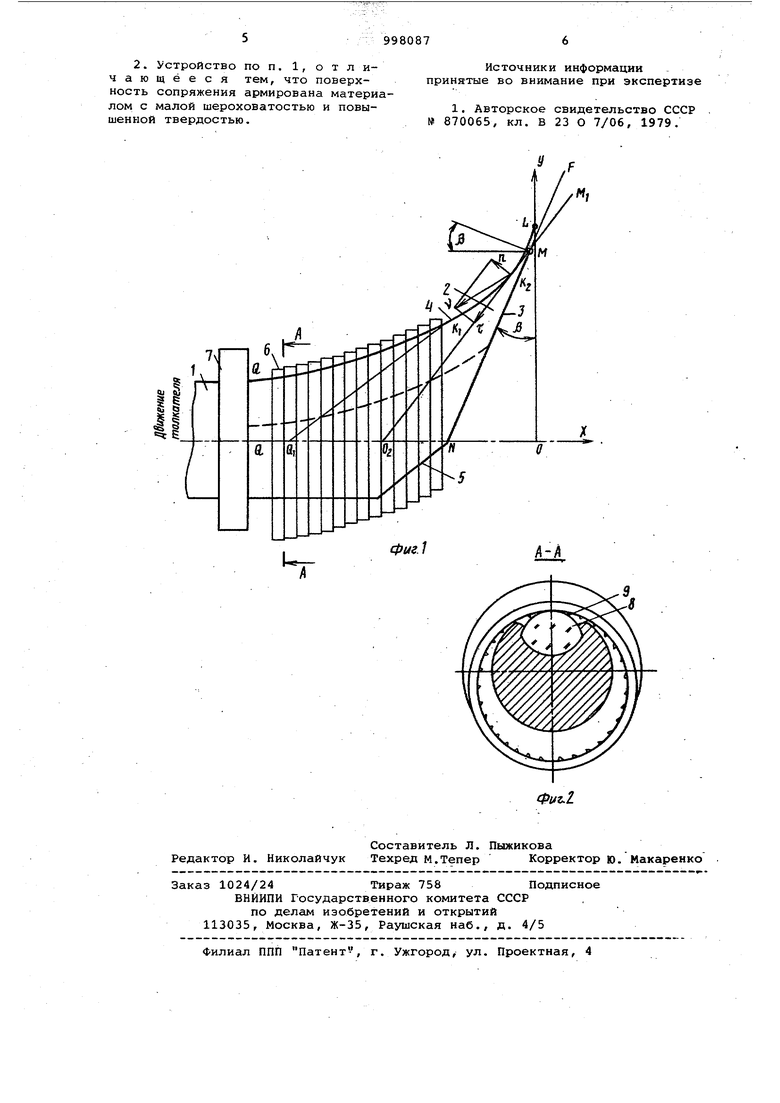
На фиг. 1 изображено устройство для поштучной выдачи деталей оеяцнй вид, на фиг. 2 - сечение Л-А на . фиг. 1. -
Устройство для поштучной в«ддачи деталей состоит из цилиндрического магазина 1, на котором закреплен от30секатель 2, выполненный в виде стержни с верхней заостренной гранью 3, сопряженной с цилиндрической поверх ностью магазина трактрисой 4 и со скосом 5, диаметрально противополож ным заостренной грани. Движение па кета деталей б осуществляется от действия толкателя 7 через точку G Поверхность сопряжения армирова стеклом 8, Точка касания 1 трактри сы 4 и оси ОУ есть точка возврата трактрисы, а отрезок OL оси ОУ ест касательная к трактрисе. Точка М является крайней точкой отсекателя и .образована пересечением верхней заостренной грани 3 и трактрисы 4. В случае, когда касательная FN к трактрисе 4 образует угол Ъ , рав ный углу самоторможения, точка каса ния М является предельной высотой трактрисы 4, где движение деталей 6 прекращается. Ось ОХ является асимптотой трак трисы 4, любая касательная из которой на ось ОХ есть величина постоянная, т.е. 0 К а const Перемещаемый по отсекателю 2 пакет деталей б с одной стороны испытывает постоянно действующее усилие сжатия толкателя 7 и с другой стороны нестационарные силы сопроти Ленин движению пакета 6 при подъеме по поверхности сопряжения. Причем действие всех сил. со стороны образующей (их реакции) зависит от формы кривизны образующей и определяются законами трехгранника сопровождения Френе (п, tr , Л ) В момент времени, когда сила сжа тия при движении пакета 6 и равнодействующая сил со стороны поверхности сопряжения равны, пакет деталей б становится как бы однородным нерастяжимым стержнем, закрепленным на.концах (точки Q, М), один из которых движется по прямой ОХ (направляемый толкателем 7), а второй эксцентрично расположенный относительно первого, при преодолении сил сопротивления стремится описать траекторию, определяемую как линия влечения или трактриса 4. В случае, когда поверхность сопр жения описывается законом трактрито пакет деталей б как бы скользит по кривой,претерпевая только силы трения скольжения и испытывая минимальное усилие сопротивления, т.е. образующая в виде трактрисы 4 является наиболее энергетически выгодной из всего бесконечного множества кривых, существующих для описания поверхности сопряжения. Однако в реальных условиях, когда трение о поверхность трактрисы 4 значительно, подъем по ней деталей ограничивается углом самоторможения Р, который лежит между направлением движения толкателя (приложение силы Q по оси ОХ) и нормалью к касательной FN в точке М (точка перегиба) трактрисы 4, в которой силы трения скольжения и усилие, развиваемое толкателем на детали, уравновешены. Кроме того, при движении по по верхности трактрисы 4 деталей б заусенцы 9 последних развивают значительные удельные нагрузки на материал образующей, что ведет к его пластической деформации - матирова г нию и шаржированию поверхности . Это приводит к повышению трения скольжения и увеличению сил сопротивления и, как следствие, уменьшению угла самоторможения Р (т.е. уменьшению крутизны трактрисы 4). При армировании поверхности соприкосновения трактрисы 4 с деталями б материалом с малой шероховатостью и повышенной твердостью, способным сопротивляться разрушению действиям внешних сил, создаваемых в точечном контакте заусеницами 9 (например, стекло, полированные карбидные твердые сплавы и т.п.), трение скольжения постоянно. Устройство работает следующим образ ом . При перемещении толкателя 7 вправо детали 6 попадают на отсекатель . 2 и на его образующей смещаются друг относительно друга, а на острой грани отсекателя разделяются поштучно и сбрасываются к месту технологического установа. Применение изобретения позволит повысить надежность работы устройства. Формула изобретения 1. Устройство для поштучной выдачи деталей, содержащее цилиндрический магазин, толкатель, перемещающийся возвратно-поступательно, и отсекатель, выполненный в виде стержня с верхней заостренной гранью, сопряженной с цилиндрической поверхностью магазина и со скосом, диаметрально противоположным заостренной грани, отличающееся тем, что, с целью повышения надежности работы, поверхность сопряжения отсекателя с цилиндрической поверхностью магазина выполнена в виде трактрисы с точкой перегиба, нормаль касательной в которой образует угол с направлением движения деталей , равный или меньший угла самоторможения .
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной выдачи деталей | 1981 |
|
SU984806A2 |
| Устройство для поштучной выдачи деталей | 1979 |
|
SU870065A1 |
| Устройство для поштучной выдачи деталей | 1980 |
|
SU963803A2 |
| Автоматическая линия для обработки тонколистовых деталей | 1981 |
|
SU996516A1 |
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2138368C1 |
| Устройство для поштучной выдачи листов магнитопроводов | 1983 |
|
SU1356125A1 |
| Устройство для поштучной выдачи деталей | 1981 |
|
SU1004072A1 |
| Устройство для пакетирования шихтованных магнитопроводов | 1983 |
|
SU1270808A1 |
| Устройство для сборки резьбовых соединений | 1985 |
|
SU1337244A1 |
| Устройство для поштучной выдачи из стопы плоских деталей | 1987 |
|
SU1570983A1 |
