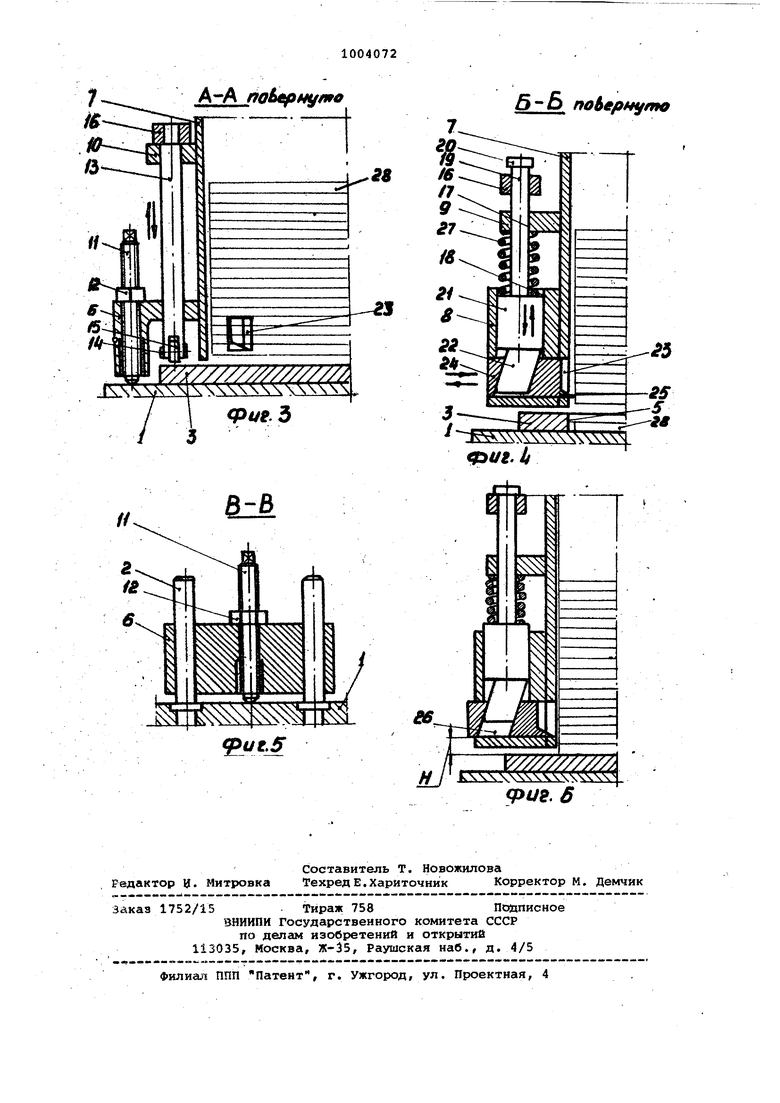
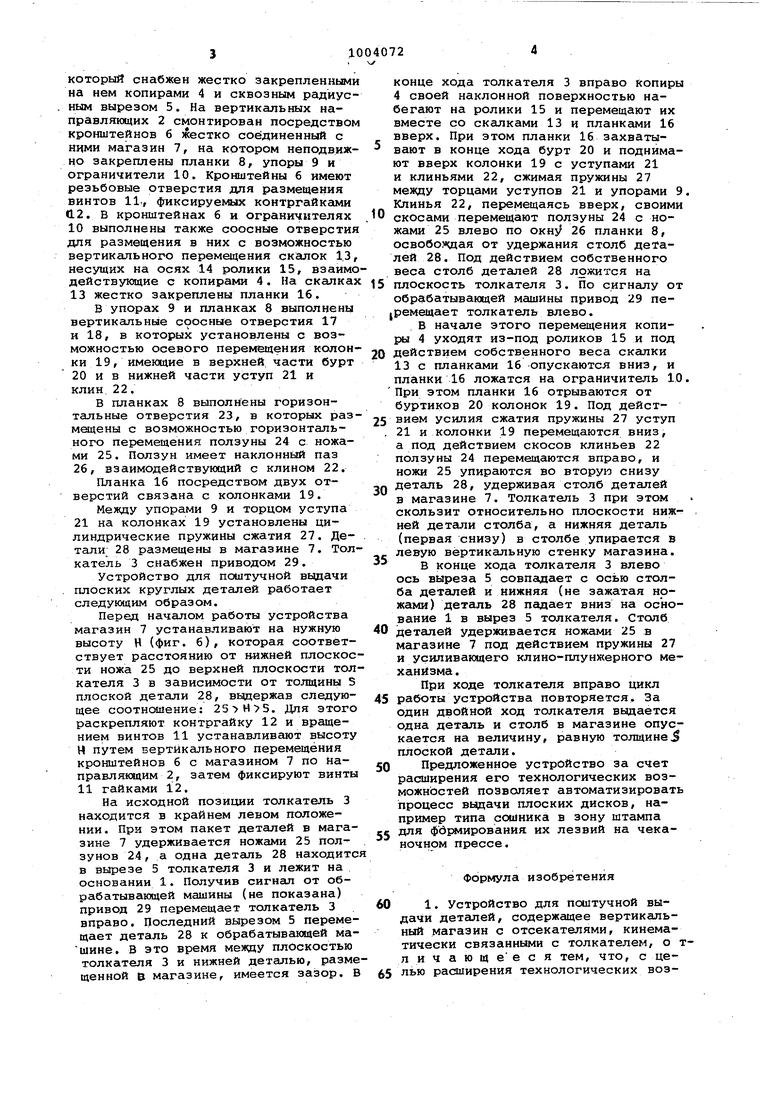
КэоОретение относится к автоматнзагщи технологических процес«:ов и может быть использовано для ПОШТУЧНОЙ ВЫ1ДДЧИ плоских круглых деталей. Известны устройства для поштучно выдачи деталей, содержа14ие вертикал ный магазин с отсекателями, кинематически связанными с толкателем Cl Недостатком известного устройства является то, что оно может быть использовано только для плоских кру лых детгшей, имеющих хотя бы с одной стороны радиус скруглений скос или фаску для захода отсекателем меяпу двумя соседним деталями, и не может быть надежно использовано для поштучной выдачи плоских круглых деталей, не имеющих скруглений или фасок, например в плоских круг|лых деталях после вырубки в штамinax. Устройство не обеспечивает 1поштучнуго выдачу детгшей различной толщины. Цель изобретения - расширение технологических возможностей устройства. Указанная цепь достигается тем, что в устройстве отсекатели выполнены в виде диаметрально расположен ных ползунов с ножами, а кине 1ати.ческая связь отсекателей с толкателем - в виде скалок с роликами, установленных с возможностью воз вратно-поступательного перемещения при взаимодействии роликов с копиргши, которЕлми снабжен толкатель, и подпружиненных колонок с клиньями, связанных со скалками посредством дополнительно введенных в устройство и жестко закрепленных на скгшках планок, и зтсял в ползунах выполнены пазы для размещения клиньев колонок. Магазин установлен с возможностью осевого перемещения. На фиг. 1 изображено устройство общий вид, на фиг. 2 - то же, вид в плане, на фиг. 3 - разрез А-А на фиг. 2, на фиг. 4 - разрез Б-Б на фиг. 2, на фиг. 5 - разрез В-В на фиг.2, на фиг. 6 - положение отсекателя при краянем правом положении толкателя. Устройство для поштучной выдачи плоских круглых деталей содержит основание 1, на котором жестко закреплены вертикгшьные направляющие 2 и установлен с возможностью горизонтального перемещения толкатель 3
который снабжен жестко закрепленными на нем копирами 4 и сквозным радиусным вырезом 5. На вертикальных направляющих 2 смонтирован посредством кронштейнов 6 жестко соединенный с ними магазин 7, на котором неподвижно закреплены планки 8, упоры 9 и ограничители 10. Кронштейны б имеют резьбовые отверстия для размещения винтов 11., фиксируе11влх контргайками 2. В кронштейнах б и ограничителях 10 выполнены также соосные отверстия ля размещения в них с возможностью вертикального перемещения скалок 13, несущих на осях 14 ролики 15, взаимодействующие с копирами 4. На скалках 13 жестко закреплены планки 16.
В упорах 9 и планках 8 выполнены вертикальные соосные отверстия 17 и 18, в которых установлены с возможностью Осевого перемещения колонки 19, имеющие в верхней части бурт
20и в нижней части уступ 21 и клин 22.
В планках 8 выполнены горизонтальные отверстия 23, в которых размещены с возможностью горизонтального перемещения ползуны 24 с ножами 25. Ползун имеет наклонный паз 26, взаимодействующий с клином 22.
Планка 16 посредством двух отверстий связана с колонками 19.
Между упорами 9 и торцом уступа
21на колонках 19 установлены цилиндрические пружины сжатия 27. Де- . тали; 28 размещены в магазине 7. Толкатель 3 снабжен приводом 29.
Устройство для поштучной вьщачи плоских круглых деталей работает следующим образом.
Перед началом работы устройства магазин 7 устанавливают на нужную высоту Н (фиг. б), которая соответствует расстоянию от нижней плоскости ножа 25 до верхней плоскости толкателя 3 в зависимости от толщины S плоской детали 28, вьадержав следующее соотношение: . Для этого раскрепляют контргайку 12 и вращением винтов 11 устанавливают высоту Н путем вертикального перемещения кронштейнов 6 с магазином 7 по Направляющим 2, затем фиксируют винты 11 гайками 12.
На исходной позиции толкатель 3 находится в крайнем левом положении. При этом пакет деталей в магазине 7 удерживается ножами 25 ползунов 24, а одна деталь 28 находится в вырезе 5 толкателя 3 и лежит на основании 1. Получив сигнал от обрабатывающей машины (не показана) привод 29 перемещает толкатель 3 вправо. Последний вырезом 5 перемещает деталь 28 к обрабатывающей машине. В это время между плоскостью толкателя 3 и нижней деталью, размещенной в магазине, имеется зазор. В
конце хода толкателя 3 вправо копиры 4 своей наклонной поверхностью набегают на ролики 15 и перемещают их вместе со скалками 13 и планками 16 вверх. При этом планки 16 захватывают в конце хода бурт 20 и поднимают вверх колонки 19 с уступами 21 и клиньями 22, сжимая пружины 27 между торцами уступов 21 и упорами 9. Клинья 22, перемещаясь вверх, своими
скосами перемещают ползуны 24 с ножами 25 влево по окн 26 планки 8, освобо.чдая от удержания столб деталей 28. Под действием собственного веса столб деталей 28 ложится на
5 плоскость толкателя 3. По сигналу от обрабатывающей машины привод 29 пе|ремещает толкатель влево.
В начале этого перемещения копиры 4 уходят из-под роликов 15 и под
0 действием собственного веса скалки 13 с планками 16 -опускаются вниз, и планки 16 ложатся на ограничитель 10. При этом планки 16 отрываются от буртиков 20 колонок 19. Под дейст5 вием усилия сжатия пружины 27 уступ , 21 и колонки 19 перемещаются вниз, а под действием скосов клиньев 22 ползуны 24 перемещаются вправо, и ножи 25 упираются во вторую снизу деталь 28, удерживая столб деталей в магазине 7. Толкатель 3 при этом скользит относительно плоскости нижней детгши столба, а нижняя деталь (первая снизу) в столбе упирается в левую вертикальную стенку магазина.
В конце хода толкателя 3 влево ось выреза 5 совпадает с осью столба деталей и нижняя (не зажатая ножами) деталь 28 падает вниз на основание 1 в вырез 5 толкателя. Столб
0 деталей удерживается ножами 25 в магазине 7 под действием пружины 27 и усиливающего клино-плунжерного механ1(зма.
При ходе толкателя вправо цикл
5 работы устройства повторяется. За один двойной ход толкателя вьщается одна деталь и столб в магазине опускается на величину, равную толщинеJ плоской детали.
0 Предложенное устройство за счет расширения его технологических возможностей позволяет автоматизировать процесс ввдачи плоских дисков, например типа сошника в зону штампа
5 для фбрмирования их лезвий на чеканочном прессе.
Формула изобретения
60 1. Устройство для псяитучной выдачи деталей, содержащее вертикальный магазин с отсекателями, кинематически связанными с толкателем, о тпичающееся тем, что, с це65 лью расширения технологических возможнрстей устройства, отсекатели выполнены в виде диаметрально расположенных ползунов с ножами,а кинематическая связь отсекателей с толкателем - в виде скалок с роликами, установленных с возможностью возвратно-поступательного переме14ения при взаимодействии роликов с копирами, которыми снабжен толкатель,, и подпружиненных колонок с клиньями, связанных со скалками посредством дополнительно введенных в устройство 7 г S Б и жестко закрепленных на скалках планок, при этом в ползунах выполнены пазы ДЛ.Я размещения клиньев колонок, 2. Устройство по п. 1, о т л ичающееся тем, что магазин установлен с возможностью осевого перемещения. Источники информации, принятые во внимание при экспертизе : 1. Авторское свидетельство СССР № 404605, кл. В 23 Q 7/00, 1971. //6 О SS ( А 
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для обработки отверстий в деталях | 1986 |
|
SU1342679A1 |
| Устройство для поштучной выдачидЕТАлЕй | 1979 |
|
SU841913A1 |
| Устройство для поштучной выдачи листовых заготовок | 1990 |
|
SU1776479A1 |
| Загрузочное устройство для бесцентровых круглошлифовальных станков | 1988 |
|
SU1579715A1 |
| Устройство для отделения заготовки от стопы и подачи ее в зону обработки | 1982 |
|
SU1123780A1 |
| Автомат для подрезки торцов | 1979 |
|
SU804235A1 |
| Многорядный вращающийся магазин | 1962 |
|
SU151617A1 |
| Роторный автомат питания | 1987 |
|
SU1468710A1 |
| Загрузочное устройство | 1981 |
|
SU984805A1 |
| Устройство для поштучной выдачи выполнен с толкателем для деталей,отличающейся тем,что,с целью расширения технологических возможностей и снижения металлоемкости,механизм поштучной | 1984 |
|
SU1292882A1 |