11337244
зобретение относится к автоматиом в ш ю с п х с
зации технологических процессов в машиностроении и может быть использовано для сборки деталей эксцентричной формы с гайками.
Цель изобретения - повьшение производительности.
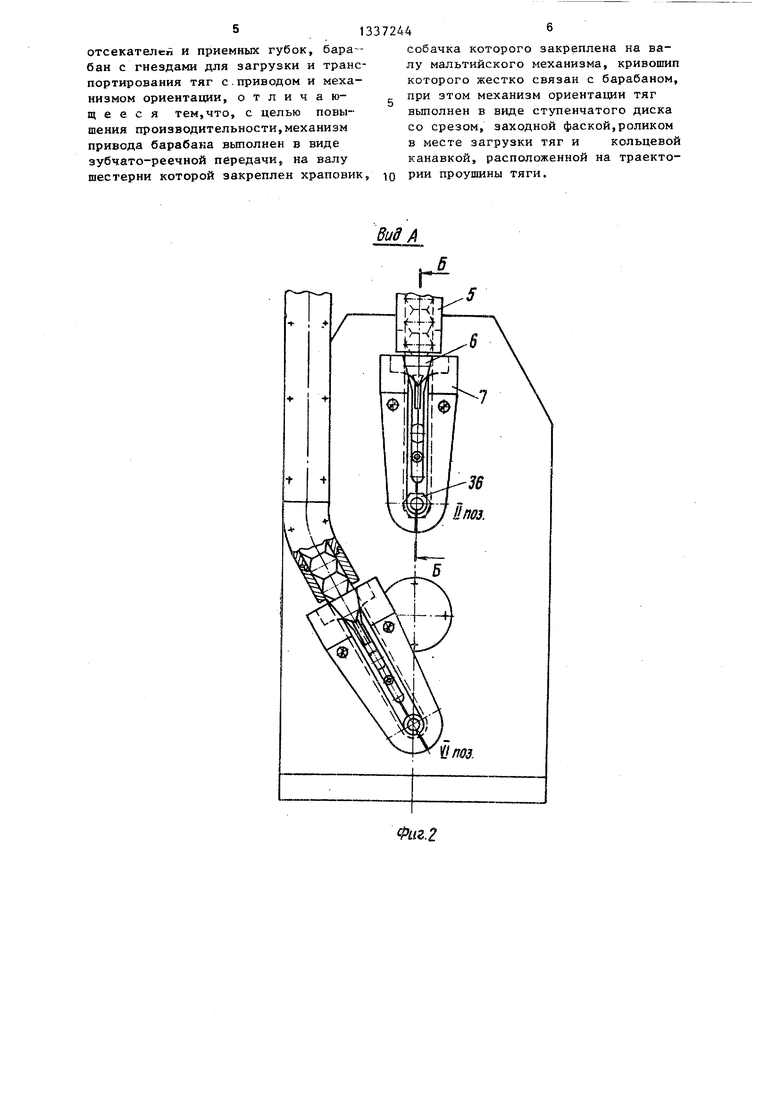
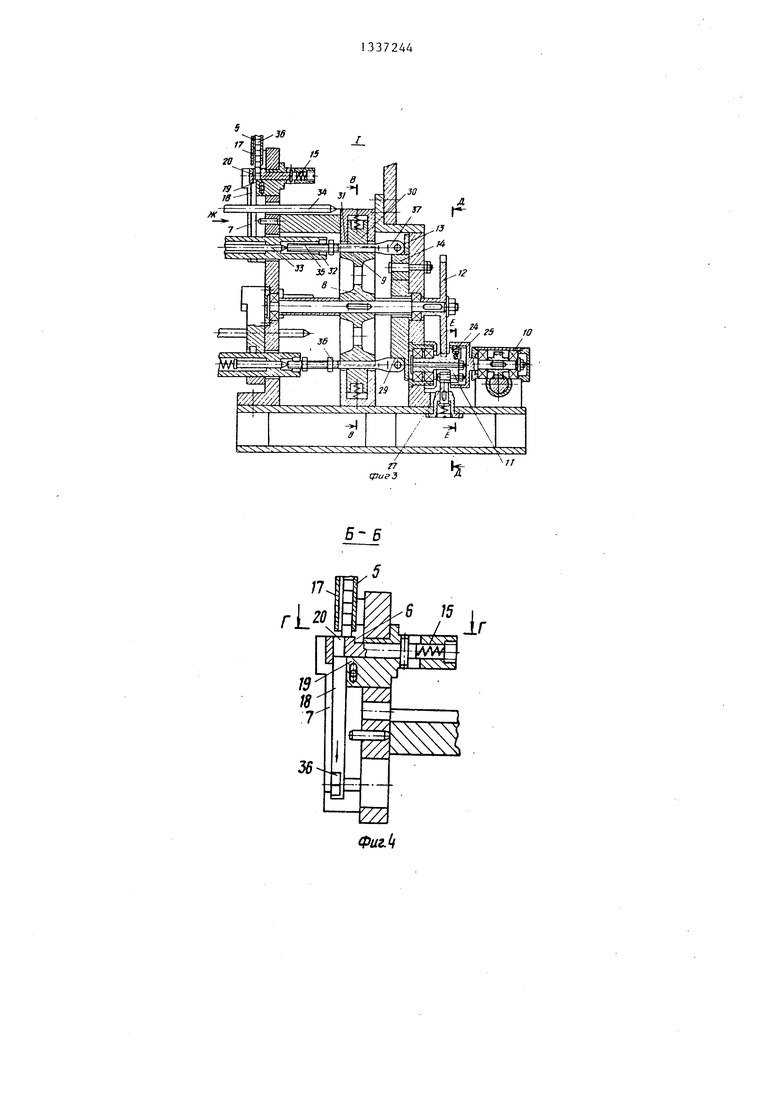
На фиг. 1 представлено устройство общий вид;на фиг, 2 - вид А на фиг. 1;на фиг. 3 - узел I на фиг. 1j на фиг. 4 - сечение Б-Б на фиг. 2;
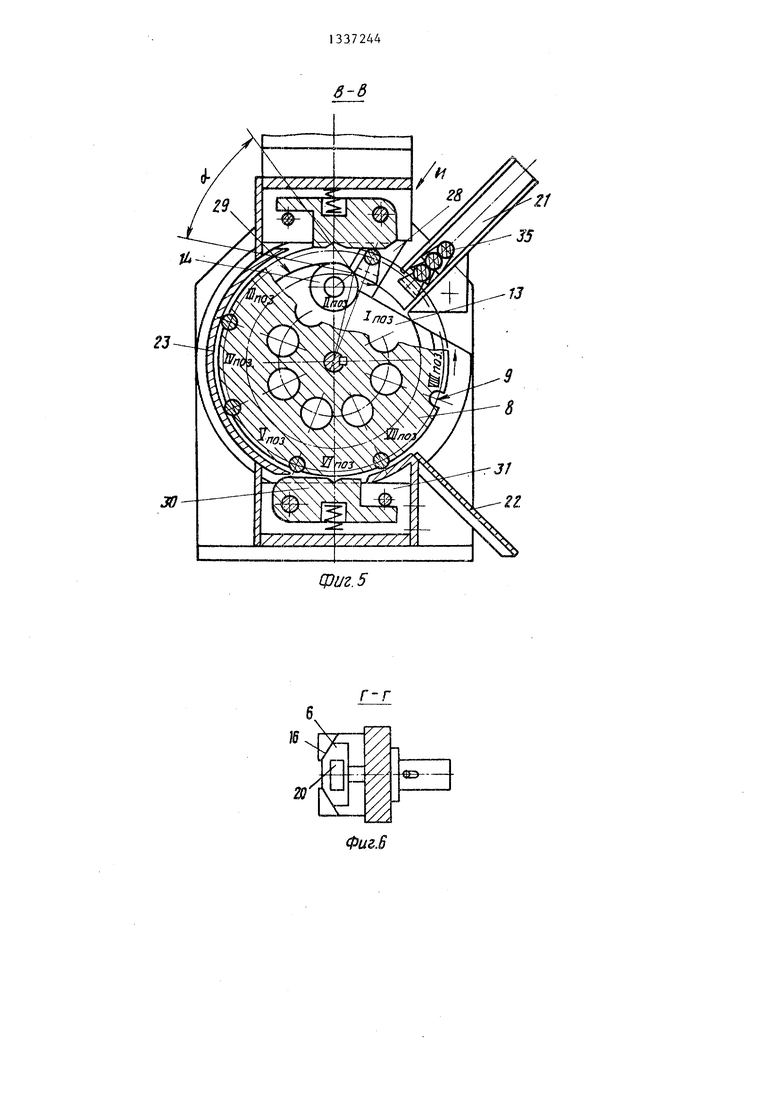
5- сечение В-В на фиг. 3;
6- сечение Г-Г на фиг.
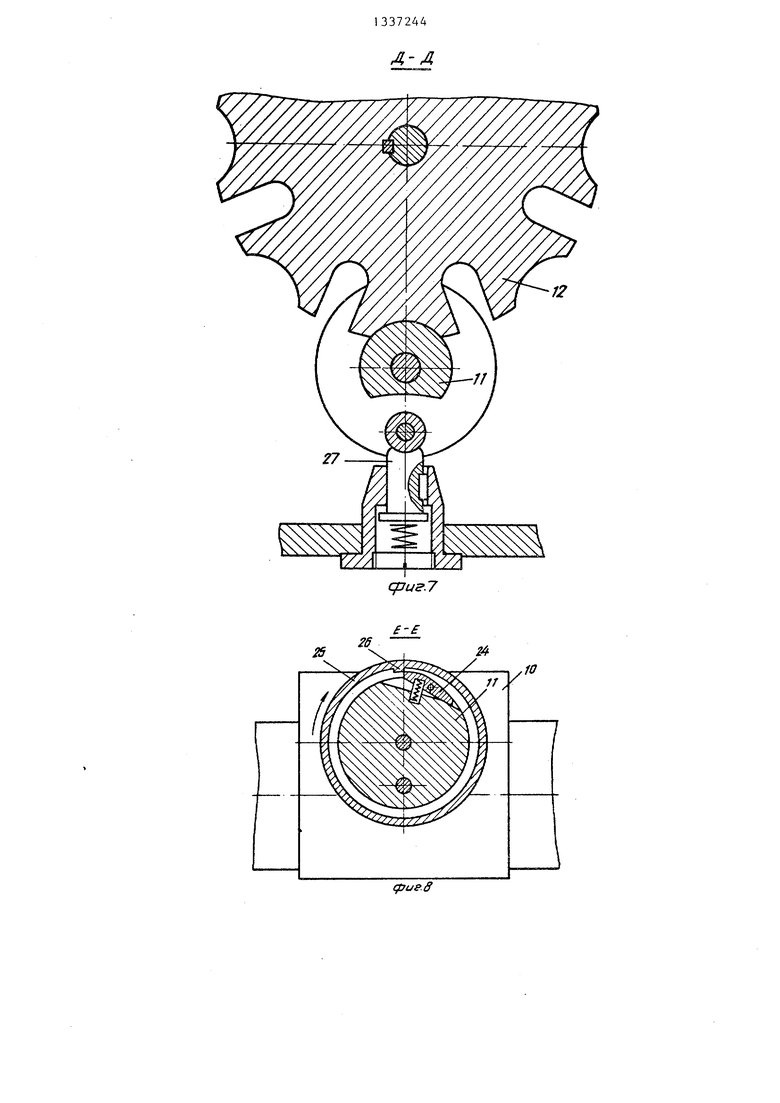
7- сечение Д-Д на фиг. 3; - сечение Е-Е на фиг. 3;
на фиг. на фиг. на фиг. на фиг. на фиг.
8
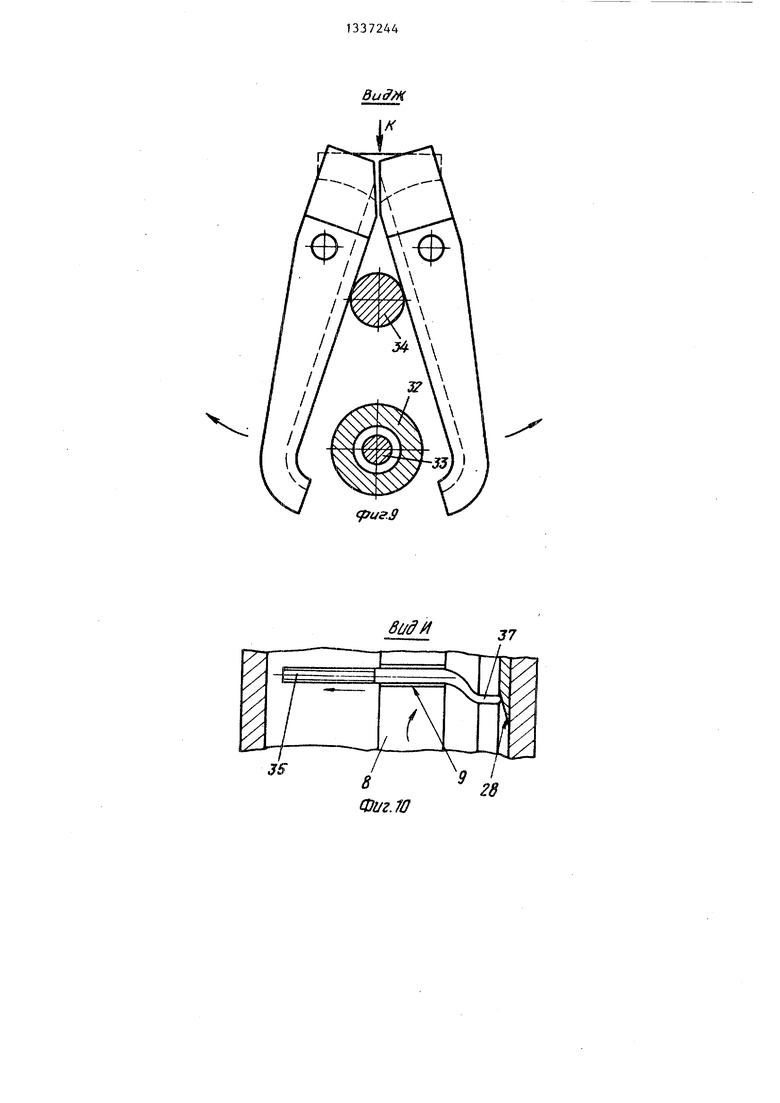
9 - вид Ж на фиг. 3;на
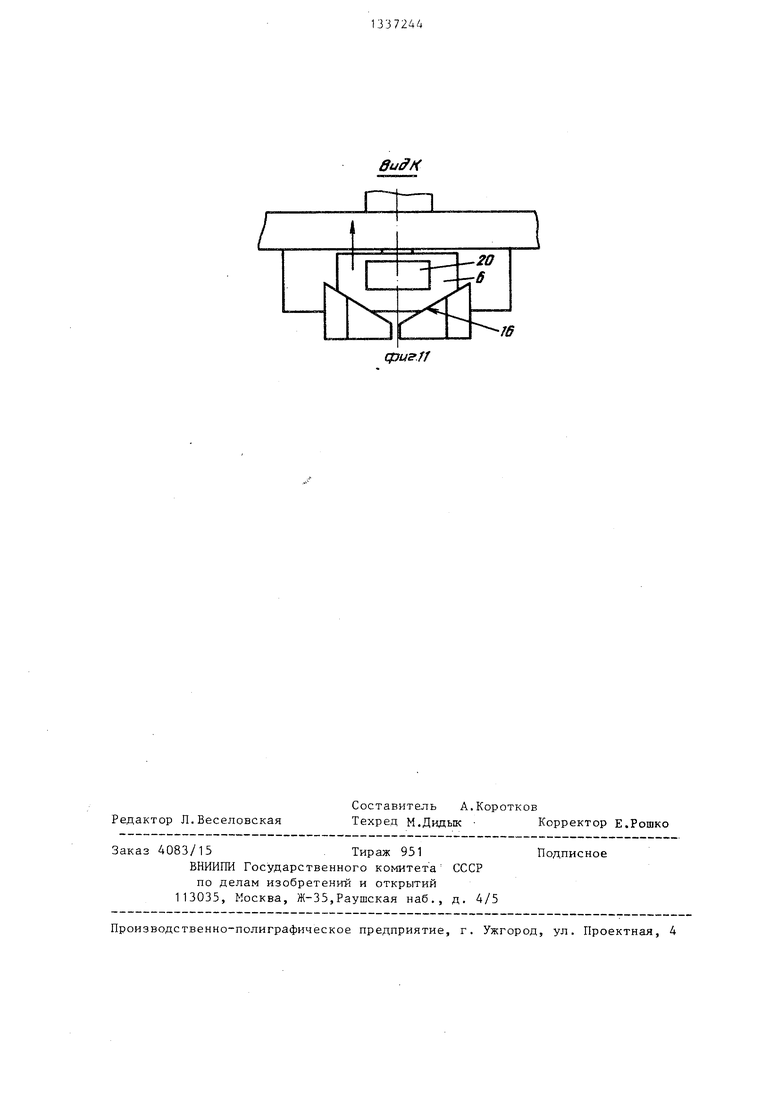
фиг. 10 - вид И на фиг. 5;на фиг. 11 - вид К на фиг. 9.
Устройство содержит смонтированные на станине 1 гайковерты 2 с приводом 3 осевого перемещения,вибробункер 4 для гаек, механизм поштучной подачи гаек в виде лотков 5, отсека- телей 6 и приемных губок 7, барабан 8 с гнездами 9 для загрузки и транспортирования тяг, мальтийский меха- низм поворота барабана 8, выполненный в виде привода 10, кинематически связанного с ним кривошипа 11 и мальтийского креста 12,механизм ориентации тяг- в виде фасонного диска 13 и опорного ролика 14.
Отсекатель 6 установлен под лотком 5 с возможностью плоскопараллельного перемещения относительно последнего и поджат к приемным губкам 7 пружиной 15. На поверхности контакта у приемных губок и отсекателя выполнены скосы 16.
Для обеспечения надежной поштучной подачи гаек с минимальным ходом отсекателя канал 17 лотка 5 смещен относительно канала 18 приемных губок 7 на половину высоты гайки,Под отсекателем 6 установлен опорный кулачок 19, выступающий до стенки канала 18 приемных губок 7, а канал 20 отсекателя 6 совмещен с каналом 18 приемных губок 7.
На 1 позиции устройства расположен магазин 21 питания тягами,механизмы поштучной подачи гаек расположены на II и VI позициях, на VII позиции расположен отводящий лоток 22, барабан от II до VII позиций закрыт кожухом 23 для предотвращения смещения тяг при отрицательных углах наклона гнезд 9 барабана 8,
0
5
0
5
0
5
0
5
0
В
Поворот барабана на заданный угол осуществляется мальтийским механизмом от привода 10, выполненного в виде силового цилиндра,с помощью шарнирно смонтированной на кривошипе 11 храповой собачки 24 и охватывающего кривошип ведущего диска 25 с шлицевым выступом 26, смонтированного на приводе 10 с возможностью поворота на угол несколько больше 360°, Для предотвращения самопроизвольного поворота кривошипа 11 при холостом ходе штока привода 10 на станине смонтирован фиксатор 27.
Фасонный диск 13 выполнен на I позиции с вырезом, который образует боковой скос 28, обеспечивающий позиционирование тяг относительно гайковертов, а на il позиции касательно к кольцевой канавке 29 фасонного диска 13 установлен опорный ролик 14, диаметр которого подобран таким образом,что обеспечивает угол взаимодействия при схояодении с эксцентрической проушиной тяги не менее двух углов самоторможения, причем для обеспечения оптимальной фиксации тяги от поворота при ее сборке с гайками и перемещения относительно фасонного диска при повороте барабана кольцевая канавка 29 расположена от оси перемещения резьбового стержня тяг на расстоянии половины диаметра ее эксцентрической проушины,
На II и VI позициях сборки для обеспечения более точной фиксации резьбовых стержней тяг относительно ключевых насадок гайковёртов установлены подпружиненные призмы 30, корпуса 31 которых также с небольшим зазором замыкают резьбовые стержни тяг в гнездах 9 барабана 8,.
Гайковерты 2 снабжены установленными в ключевых насадках 32 подпружиненными пальцами 33 для захвата гаек из приемньв, губок и штырями 34 для управления работой приемных губок 7.
Устройство работает следуюш 1м образом,
В магазин 21 на I позиции стопкой укладываются тяги 35,в вибробункер 4 загружаются гайки 36, Включается привод вибробункера до заполнения гайками лотков 5, Нижняя тяга ложится резьбовым стержнем в гнездо 9 барабана 8, а гайка - на поверхность отсекателя 6. 3 ключевую насадку 32 гайковерта 2 на II позиции перед первой сборкой предварительно укладывается гайка 36,
Включается автоматический цикл сборки. Шток привода 10 мальтийского механизма за оДин цикл сборки делает рабочий и холостой ходы.
При рабочем ходе ведущий диск 25 шлицевым выступом 26 захватывает храповую собачку 24, поворачивая кривошип 11 на 360 , причем прямой ход штока привода 10 отрегулирован таким образом, что кинематически свя ,занный с ним кривошип 11 останав- ливается в одном положении,в котором он удерживается от самопроизвольного поворота при холостом ходе што- ка привода фиксатором 27.
При холостом ходе ведущего диска 25 выступ 26, делая оборот более 360 , заходит за храповую собачку на дополнительный угол, обеспечивающий их гарантированное зацепление при очередном рабочем ходе.
Во время рабочего хода ведущего диска 25 мальтийский крест 12 с барабаном 8 и установленной в гнездо 9 тягой 35 поворачивается кривошипом 11 на заданный угол 45°, базируя тягу резьбовым стержнем по оси ключевой насадки 32 гайковерта 2. При этом тяга 35 находит проушиной 37 на боковой скос 28 фасонного диска 13 и отодвигается им в сторону гайковер- та, базируясь каждый цикл на одном расстоянии от ключевой насадки 32 гайковерта 2 и обеспечивая линейный параметр сборки с гайками.
В конце хода барабана В стержень тяги 35 входит под призмы 30,центрирующие его в гнезде 9 по. оси ключевой насадки 32,а эксцентрическая пр ушина 37 находит на опорный ролик 14, доворачивается на нем,устанавли- ваясь симметрично,по отношению к оси перемещения резьбового стержня тяги 35, Тяга оказывается также замкнутой в гнезде барабана корпусом 31 ,призм 30,что предотвращает ее подъем при возникновении крутящего момента во время сборки относительно точки соприкосновения проушины 37 тяги 35 с опорным роликом 14 на II позиции или с канавкой 29 фасонного диска 13 на VI позиции сборки.
По окончании поворота барабана включается привод 3, перемещая гайковерты 2 в направляющих станины 1
в сторону тяги 35. Палец 33 гайковерта входит в резьбовое отверстие гайки 36, после чего штырь 34 раздвигает приемные губки 7, освобождая проход для ключевой насадки 32.Гайка поджимается к торцу резьбового стержня тяги 35, после чего палец 33 утапливается, а гайка переходит в ключевую насадку 32 гайковерта и навинчивается на тягу. Ход привода 3 рассчитан таким образом,что достижение заданного размера сборки производится при выходе гайки из ключевой насадки гайковерта.
При раздвижении приемных губок 7 они,своими рабочими скосами 16 воздействуя на ответные скосы отсека- теля 6, смещают его в параллельной плоскости,сжимая пружину 15, до совмещения канала 20 с каналом 17 лотка 5. Столб гаек опускается на опорный кулачок 19. По окончании сборки и отвода гайковертов приемные губки 7 и отсекатель 6 под действием пружин возвращаются в исходное положение. Канал 18 совмещается с каналом 20, и поштучно вьщанная гайка переходит из отсекателя 6 в приемные губки 7, базируясь по оси ключевой насадки 32 гайковерта 2.
При повороте барабана тяга переходит на III позицию и при этом вводится резьбовым стержнем под кожух 23, предотвращающий ее выпадение из гнезда 9 при отрицательных углах наклона его стенок.
На VI позиции производится сборка тяги со второй гайкой, которая заканчивается на несколько меньшую величину,чем первая,за счет смещения ключевых насадок гайковертов относительно друг друга.
На VII позиции при повороте барабана собранное изделие вькодит из- под кожуха 23 и по отводному лотку 22 поступает в приемный бункер.
По окончании свинчивания и поворота барабана цикл автоматической сборки повторяется.
Формула изобретения
Устройство для сборки резьбовых соединений, содержащее станину,гайковерты с приводом линейного перемещения, вибробункер с механизмом поштучной вьщачи гаек в виде ло.тков.
отсекателей и приемных губок, барабан с гнездами для загрузки и транспортирования тяг с.приводом и механизмом ориентации, отличающееся тем,что, с целью повышения производительности,механизм привода барабана вьтолнен в виде зубчато-реечной передачи, на валу шестерни которой закреплен храповик.
собачка которого закреплена на валу мальтийского механизма, кривошип которого жестко связан с барабаном, при этом механизм ориентации тяг вьтолнен в виде ступенчатого диска со срезом, заходной фаской,роликом в месте загрузки тяг и кольцевой канавкой, расположенной на траектории проушины тяги.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки резьбовых соединений | 1985 |
|
SU1328138A1 |
| Автомат для сборки резьбовых соединений | 1986 |
|
SU1386414A1 |
| Устройство для сборки амортизаторов | 1984 |
|
SU1177115A1 |
| Автомат для сборки винтов с гайками | 1991 |
|
SU1816624A1 |
| Устройство для зарядки магазина гайковерта пружинными шайбами и гайками | 1988 |
|
SU1604559A1 |
| Механизм подачи и распределения шпилек к сборочному автомату | 1988 |
|
SU1565629A1 |
| Устройство для завинчивания гаек | 1988 |
|
SU1648743A1 |
| Устройство для сборки пакета сбАчКАМи ТРАКТОРНОгО РАдиАТОРА | 1979 |
|
SU795855A1 |
| Устройство для сборки резьбовых соединений | 1984 |
|
SU1214382A1 |
| СБОРКИ РЕГУЛЯТОРА НАТЯЖЕНИЯ ВЕРХНЕЙ НИТИ ШВЕЙНОЙ МАШИНЫ | 1972 |
|
SU352739A1 |
Изобретение относится к области автоматизации технологических процессов в машиностроении и может быть использовано для сборки деталей эксцентричной формы с гайками,обеспечивая при этом увеличение производительности за счет автоматической взаимной ориентации гайки и детали эксцентричной формы. Устройство содержит смонтированные на станине 1 гайковерты 2 с приводом 3 осевого их перемещения,вибробункер 4 для гаек с механизмом их поштучной выдачи в виде лотков 5 отсекателей 6 и приемных губок 7, барабан 8 с гнездами 9 для загрузки и транспортирования тяг, мальтийский механизм поворота барабана 8, выполненный в виде привода 10, кинематически связанного с ним кривошипа и мальтийского креста 12,а также механизм ориентации тяг в виде фасонного диска 13 и опорного ролика 14. Отсекатель 6 установлен под лотком 5 с возможностью плоскопараллельного перемещения относительно последнего и поджат к приемным губкам 7 пружиной. 11 ил. . с (Л Фиг.1
Фиг.2
J7f30
фиг. 5
Фиг.6
д-д
сриг.7
.8
(гигЗ
Bi/ff
28
J6
Редактор Л.Веселовская
Подписное
Заказ 4083/15Тираж 951
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35,Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фиг./Г
Составитель А.КОРОТКОЕ
Техред М.Дидык Корректор Е.Рошко
Подписное
| Устройство для сборки резьбовых соединений | 1984 |
|
SU1214382A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
