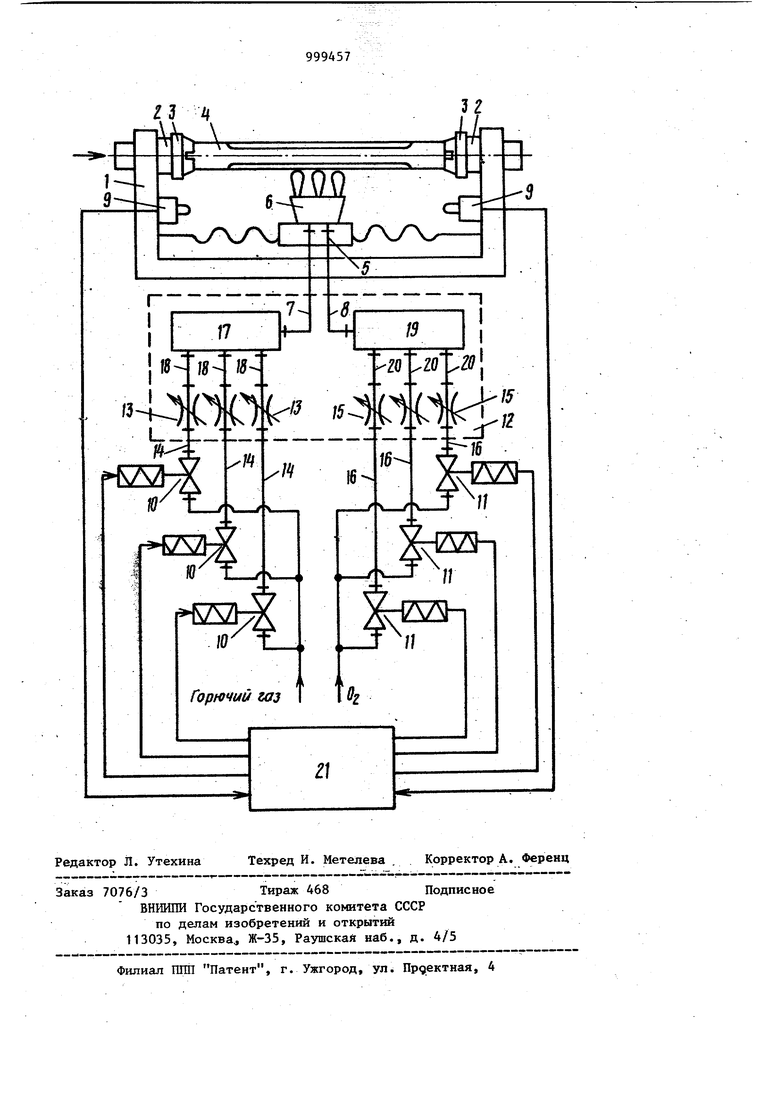
1 Изобретение относится к области волоконной оптики, а именно к устройствам для изготовления заготовок светопроводящих волокон методом химического парафазного осаждения, являющимся первым звеном в производ стве оптического кабеля для волокон оптических линий связи различного н начения. Известно устройство для изготовления заготовок светопроводящих волокон, содержащее станину с распо ложенными на ней шпинделями с патро нами для крепления в них заготовок, каретку, установленную на станине с возможностью перемещения вдоль за готовки, газовую горелку, расположенную на каретке и соединенную с трубопроводами для подвода горючего газа и кислорода, и переключатели направления движения каретки. Непосредственно на трубопроводах для подвода горючего газа и кислорода к горелке расположены ретупнруюаще вентили. Кислородная линия содержит электромагнитный клапан, открывающийся при рабочем ходе горелки и закрывакжщйся при обратном ходе по командам с переключателей, и обводную линию, снабженную регулирующим .вентилем для постоянной подачи кислорода в горелку ClJ Процесс изготовления заготовок светопроводящих волокон, осуществля емый на этом устройстве, заключается в осаждении на внутреннюю поверх : ность кварцевой трубки - заготовки слоев легированного кварцевого стек путем окисления смеси паров галогенидов соответствующих элементов (кремния, германия, бора и т.п.)) пропускаемых через эту трубку. После осаждения слоев температуру нагрева трубки-заготовки увеличивают и схлопьшают ее в сплошной стержень заготовку, где осажденные слои с различным составом и концентрацией легирующих компонентов образуют све товедущую сердцевину и светоотражаю щую оболочку. Устройство должно обеспечить следующие режимы работы горелки: нагрев трубки до температуры, необходимой для окисления галогенидов и проплавления осаждающихся слоев (режим нанесение) в процессе рабочего хода горелки, на грев трубки до более низкой темпера туры, при которой отсутствует окис7ление галогенидов во время обратного хода горелки (режим поддерживающее пламя),нагрев трубки до температуры, необходимой для сжатия трубки в стержень-заготовку (режим схлопьтания). В такой установке предусмотрено только переключение режимов работы, горелки нанесение, поддерживающее пламя за счет открытия-закрытия электромагнитного клапана, причем в последнем случае в горелку подается кислород только по обводной линии. Установка не обеспечивает необходимой воспроизводимости изготовляем1 1х заготовок световодов. Нгшболее близким к изобретению по технической сущности и достигаемому результату является устройство для изготовления заготовок световодов, включающее станину, шпиндели с патронами для крепления в них заготовки, каретку, смонтированную с возможностью перемещения вдоль заготов.ки, закрепленную на каретке газовую Горелку, переключатели хода каретки и средство подвода горючего газа и кислорода к газовой горелке С2 J. В этих устройствах 1J и f2 3 регулировка подачи кислорода и горючего газа осуществляется вручную с помощью регулирующих вентилей, положение которых .неоднократно меняется в конце каждого режима. Поэтому устройства не обеспечивают требуемой воспроизводимости тепловых режимов горелки от одного процесса к другому и вследствие этого воспроизводимости профиля показателя преломления и дисперсии сигнала в светопроводящих волокнах. Целью изобретения является улучшение качества заготовок. Поставленная цель Достигается тем, что в устройстве для изготовления заготовок световодов, включакицем станину, шпиндели с патронами для крепления в них заготовки, каретку, смонтированную с возможностью перемещения вдоль заготовки, закрепленную на каретке газовую горелку, переключатели хода каретки и средство подвода горючего газа и кислорода к газовой горелке, средство подвода горючего газа и кислорода к газовой горелке выполнено в виде двух отдельных систем трубопроводов с клапанами, число которых в каждой системе соответствует числу тепловых режимов горелки, газораспределительного блока, выполненного из регуляторов расхода горючего газл и кислорода, коллекторов и блока управления подачей горючего газа и кислорода в горелку. Выход каждого регулятора соединен трубопроводом с выходом соответствующего клапана, вход одного из коллекторов через трубопроводы - с выходами регуляторов расхода горючего газа, вход другого - с выходами регуляторов расхода кислорода, а выходы - с трубопроводами, соединенными с горелками. Входы блока управления соединены с переключателями хода каретки, а выходы - с электрическим входами клапанов. На чертеже представлена структур ная схема устройства. Оно содержит станину 1 ,зaкpeплeJ ные на ней шпиндели 2 с патронами 3 для крепления в них заготовки ,4, каретку 5, установленную на станине с возможностью перемещения вдоль заготовки 4, газовую горелку 6, соединённую с трубопроводом 7 дпя подвода горючего газа и с трубопро водом 8 для подвода кислорода и закрепленную на каретке, переключатели 9 хода каретки, систему клапанов 10 для подачи горючего газа в горелку, систему клапанов 11 для по дачи кислорода в горелку с числом клапанов 10, 11 в каждой системе, соответствующим числу тепловых режимов горелки, газораспределительный блок 12, содержащий регуляторы 13 расхода горючего газа, вход каждого из которых соединен трубопроводом 14 с выходом соответствующего клапана 10, регуляторы 15 расхода кислорода, вход каждого из которых соединен трубопроводом 16 с выходом соответствующего клапана 11, коллек тор 17, вход которого соединен через трубопроводы 18 с выходами регу ляторов 13 горючего газа, а выход с трубопроводом 7, и коллектор 19, вход которого соединен через трубопроводы 20 с выходами регулято ров 15 расхода кислорода, а выход с трубопроводом 8, и блок 21 управпения подачей горючего газа и кислорода в горелку 6, входы которого связаны с переключателями 9 хода каретки, а выходы с электрическими входами клапанов 10 и 11. Устройство работает следуницим образом.В патронах шпинделей 2 закрепляют кварцевзпо трубку-заготовку 4 и с левого конца надевают на нее сальниковое устройство, обеспечивающее подачу в трубку-заготовку паро-газовой смеси. Оптимальные расходы горючего газа и кислорода для всех режимов работы горелки устанавливают с помощью регуляторов 13 расхода горючего газа и регуляторов 15 расхода кислорода, причем каждому режиму соответствует своя пара регуляторов 13, 15. Каретку устанавливают в крайнем левом положении и зажигают горелку. При включении переключателя 9 хода каретки 5 последняя начинает перемещаться вдоль заготовки 4. Одно- . временно сигнал с переключателя 9 подается на блок 21 управления подачи горючего газа и кислорода, который, в свою очередь, подает команду на входы пары клапанов 10, 11, соединенных с соответствующей парой регуляторов 13, 15, на которых установлен режим нанесение, опреде- ляющий температуру горелки, необходимую для осаждения на трубку и проплавления слоев легированного кварцевого стекла. Эти клапаны 10, 11 открываются, горючий газ и кислород поступают через регуляторы 13 и 15 по трубопроводам 14, 18 и 16, 20 в коллекторы 17 и 19 и далее по трубопроводам 7, 8 в горелку 6.В момент включения переключателя 9 хода каретки в заготовку 4 начинают подавать паро-газовую смесь, из которой на внутреннюю поверхность трубки-заготовки осаждаются слои легированного стекла. По окончании рабочего хода каретка по команде от переключателя 9 ускоренно возвращается в исходное положение в левому шпинделю 2. При зтом по команде с блока 21 ранее открытые клапаны закрываются, а открывается вторая пара клапанов 10 и 11, и с помощью соответствующей второй пары регуляторов 13 и 15 устанавливается работа горелки 6 в режиме поддерживающее пламя, обеспечивающем значительно неныпиЯ нагрев заготовки. Когда каретка доходит до левого переключателя 9, по команде последнего закрьшается эта пара клапанов и открывается первая, обеспечивая тот же самый режим горелки, а следовательно, нагрев заготовки, как в первом случае. Число подобных циклов осаждения слоев определяется технологическим процессом и контролируется специальным программным устройством которое согласуется с программатором подачи паро-газовой смеси в заготовку. После окончания процесса осаждение слоев происходит переключение устройства на процесс ежа тие заготовки, при этом закрьшаются первая и вторая пары клапанов, а открывается третья пара клапанов 10 и 11. Режим работы горелки в зто случае определяется соответствующими регуляторами 13 расхода горюче го газа и 15 расхода кислорода. При использовании вывода газообразных и порошкообразных продукто реакции через отверстия в боковой поверхности заготовки около этих отверстий располагается вспомогательная горелка, режим работы кото рой определяется дополнительной парой клапанов ТО и 11 и дополнительными регуляторами 13 и 15. Применение устройства для изготовления заготовок светопроводящих волокон обеспечило улучшение воспроизводимости геометрических и оптических параметров заготовок и, как следствие, параметров светопроводяпщх волокон за счет стабилизации и воспроизводимости всех тепловых режимов горелки. Так, для заготовок, полученных по одной технологической программе, различие толщины осаждаемых слоев не превышает ±2%, а различие величины числовой апертуры (определяемой разностью показателей преломления сердцевины и оболочки) светопроводящих волокон, вытянутых из этих заготовок, также не превьш1ает +2% (В известных устройствах эти величины были в 2-3 раза больше). Это повьшает качество заготовок. Кроме того, введение в устройство узлов, автоматически устанавливающих тепловые режимы горелки, позволяет повысить производительность труда. 34 I IVly IV
/г tL., ..
/I a
шз
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления заготовок элементов оптических систем | 1977 |
|
SU745873A1 |
| Способ образования трубчатого элемента для производства оптического волокна с использованием плазменного внешнего осаждения из паровой фазы | 1998 |
|
RU2217391C2 |
| ПЛАЗМЕННАЯ ГОРЕЛКА ДЛЯ ПОЛУЧЕНИЯ СИНТЕТИЧЕСКОГО ДИОКСИДА КРЕМНИЯ | 2006 |
|
RU2391298C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ВОЛОКОННЫХ СВЕТОВОДОВ | 2002 |
|
RU2287494C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОПТИЧЕСКОГО КВАРЦЕВОГО СТЕКЛА | 2016 |
|
RU2634321C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ОПТИЧЕСКОГО ВОЛОКНА И УСТРОЙСТВО ГОРЕЛКИ ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2003 |
|
RU2243944C2 |
| MCVD способ изготовления световодов с сердцевиной из кварцевого стекла, легированного азотом | 2018 |
|
RU2668677C1 |
| Способ изготовления заготовки для вытягивания кварцевых волоконных световодов | 2016 |
|
RU2649989C1 |
| Устройство для закатки концов трубчатых заготовок | 1976 |
|
SU1217530A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ВОЛОКОННЫХ СВЕТОВОДОВ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ЗАГОТОВКА, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 2007 |
|
RU2363668C2 |
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК СВЕТОВОДОВ, включающее станину, шпиндели с патронами для крепления в них заготовки, каретку, смонгированную с возможностью перемещения вдоль заготовки, закрепленную на каретке газовую горелку, переключатели хода каретки и средство, подвода горючего газа и кислорода к газовой горелке, отличающееся тем, что, t целью улучшения качества заготовок, средство подвода горючего газа и кислорода к газовой горелке выполнено в виде двух отдельных систем трубопроводов с клапанами, число которых в каждой системе соответствует числу тепловых режимов горелки, газораспределительного блока, вьшолненного из регуляторов расхода горючего газа и кислорода, коллекторов и блока управления подачей горючего газа и кислорода в горелку, причем вход каждого регулятора соединен трубопроводом с выходом соответствующего клапана, а вход одного из коллекторов соединен через трубопроводы с выходами регуляторов расхода горючего газа, вход другого - с выходами регуляторов расхода кислорода, а выходы связаны с трубопроводами, соединенными с горелками, входы блока управления соединены с переключателями хода каретки, а выходы - с электрическими входами клапанов .
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| W.A | |||
| Gambling et al | |||
| Optical fibers based on phosphosilicate glass | |||
| Prop | |||
| lEE, V | |||
| Устройство для разметки подлежащих сортированию и резанию лесных материалов | 1922 |
|
SU123A1 |
| Секретный замок | 1923 |
|
SU570A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для изготовления заготовок элементов оптических систем | 1977 |
|
SU745873A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
