(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ЭЛЕМЕНТОВ ОПТИЧЕСКИХ СИСТЕМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |
| Станок для заварки стеклозаготовок | 1979 |
|
SU870362A1 |
| Устройство для изготовления стеклянных изделий | 1980 |
|
SU906951A1 |
| ТОКАРНО-ФРЕЗЕРНЫЙ ЦЕНТР ДЛЯ ГРУППОВОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2013 |
|
RU2532623C1 |
| Установка для центробежной биметаллизации втулок | 1984 |
|
SU1260110A1 |
| Способ фрезерования поверхностей заготовок и обрабатывающий центр для его осуществления | 2014 |
|
RU2615387C2 |
| Станок для композитной намотки | 2019 |
|
RU2732596C1 |
| Станок совмещенной намотки | 2019 |
|
RU2731899C1 |
| Установка для обработки стеклянных капилляров и трубок | 1988 |
|
SU1552557A1 |
| Фрезерно-центровальный станок | 1981 |
|
SU1090257A3 |
1
Изобретение касается изготовления, форме вания и последующей обработки стекла, в частности устройств для изготовления изделий из предварительно отформованных стеклянH ix трубок.
Изобретение может быть использовано для изготовления многослойных стеклянных заготовок, предназначе шых для изготовления элементов оптических систем с низким коэффициентом потерь, например для изготовления оптических или волоконно-оптических кабелей.
Известен станок для перетяжки кварцевых труб, состоящий из станины, штшнделей, бабок шпинделей с зажимными патронами, устройства подогрева, установленного на каретке, привода шпинделей и каретки 1. В станке заготовка в виде кварцевой трубки вручную устанавливается в патроне передней, бабки, а второй конец заготовки закрепляется в патроне подвижной задней бабки. Устройство подогрева перемещается вдоль заготовки с помощью ходового винта.
Этот станок не может быть использо.ван для получения заготовок элементов оптическкх систем, так как не имеет устройств, позволяющих обеспечить равномернбсть структуры при перетяжке.
Наиболее близким техническим решением является устройство для перетяжки стеклянных труб, содержащее станину, шпиндели, каретку, приводы шпинделей и каретки, зажимные. патроны, систему подачи газовой смеси, установленное на каретке серпообразное нагревательное устройство и ходовой винт 2.
10
Это устройство не обеспечивает равномер- ную структуру и постоянную конфигурацию заготовки.
Целью изобретения является получение заготовок с малыми оптическими потерями и выISсокой равномерностью структуры.
Это достигается тем, что устройство для изготовления заготовок элементов оптических систем, содержащее станину, шпиндели, каретку, приводы шпинделей и каретки, зажимные
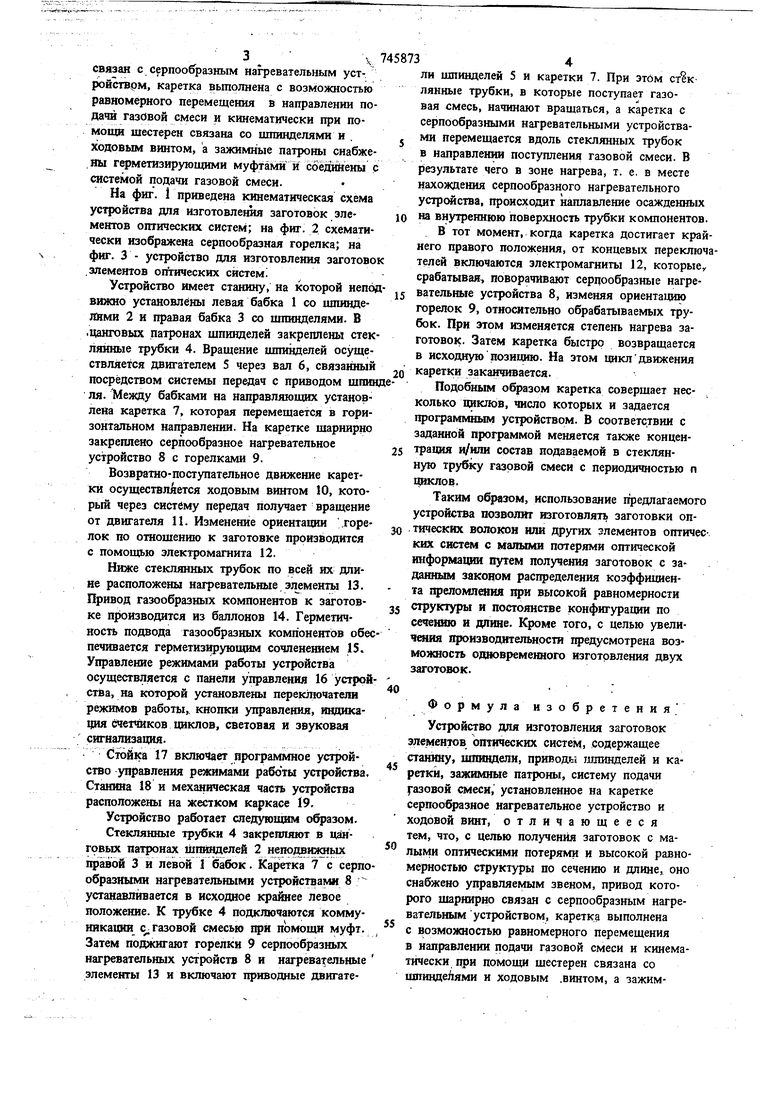
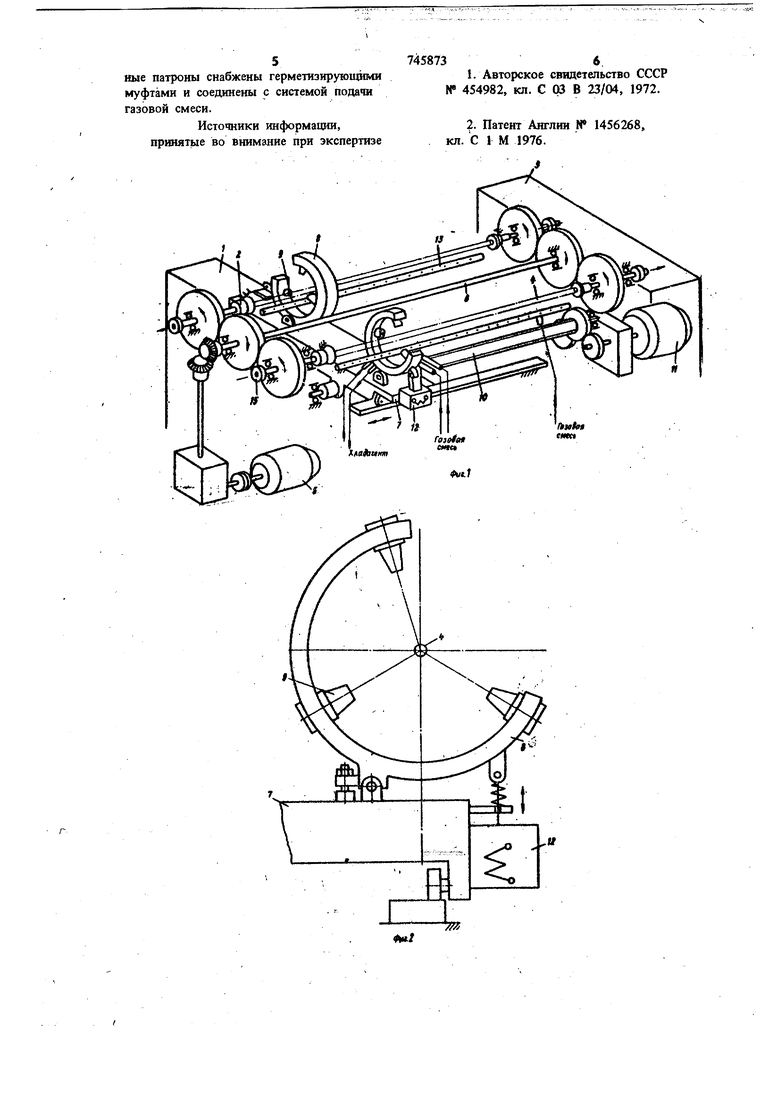
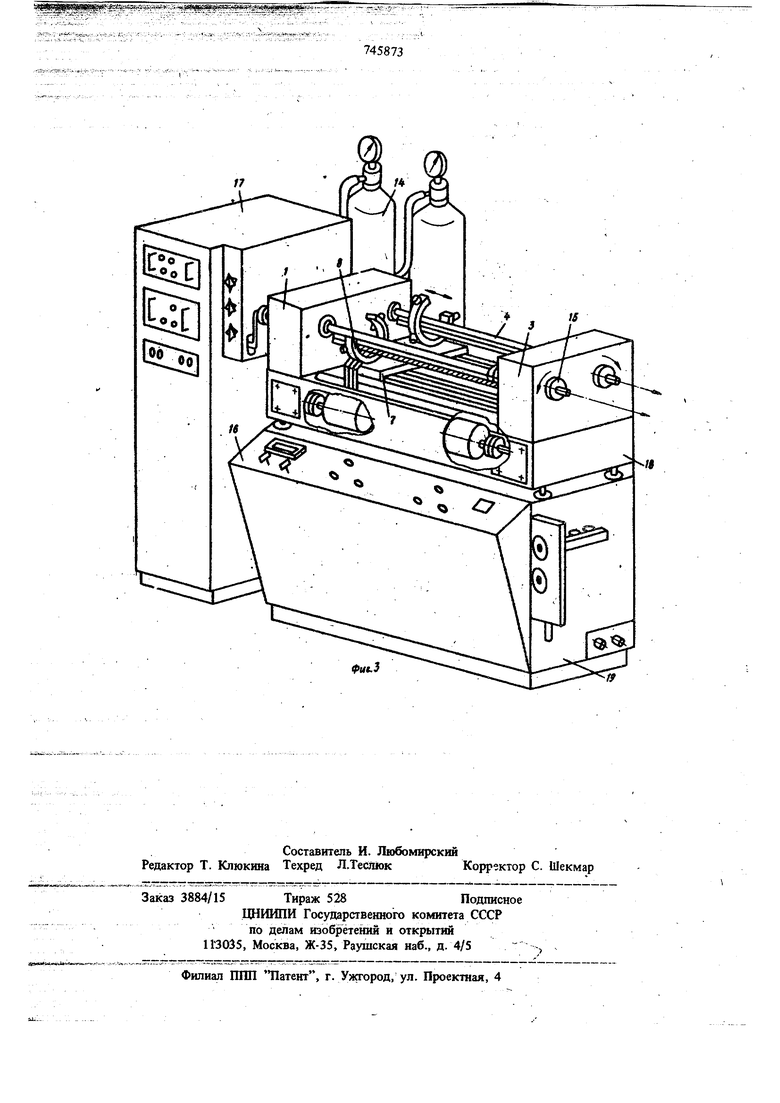
20 патроны, систему подачи газовой смеси, установленное на каретке серпообразное нагревательное устройство и ходовой винт, снабжено управпя лым эвшом, привод котор 1го шарнирн связан с серпообразным нагревательным уст(юнстврм, каретка вьтолнена с возм ожностью равномерного перемещения в направлении подачй газовой смеси и кинематически при помоиш шестерен связана со ишинделями и , ходовым винтом, а зажимные патроны снабжеяы герметизирующими муфтШи и соёдииены с системой подачи газовой смеси. На фиг. 1 приведена кинематическая схема устройства для изготовлеши заготовок элементов оптических систем; на фиг. 2 схематически изображена серпообразная горелка; на фиг. 3 - устройство для изготовления заготово .элементов оп гических системi Устройство имеет станину, на которой непод вижно установл€ ны левая бабка 1 со ишиндеЯлмя 2 и правая бабка 3 со шпинделями. В .цанговых патронах шпинделей закреплены стек лянные трубки 4. Вращение шпинделей осуществляется двигателем 5 через вал 6, связанный посредством системы передач с приводом шпин ля. Между бабками на направляющих установлена каретка 7, которая перемещается в горизонтальном направлении. На каретке шарнирно закреплено серпообразное нагревательное устройство 8 с горелками 9. Возвратно-поступательное движение каретки осущестйляется ходовым винтом 10, который через систему передач получает вращение от двигателя И. Изменение ориентации .горелок по отношению к заготовке производится с помощью электромагнита 12. Ниже стеклянных трубок по всей их длине расположены нагревательные, элементь 13. Привод газообразных компонентов к заготовке производится из баллонов 14. Герметичность подвода газообразных компонентов обес печивается герметизирующим сочлене1шем 15. Управление режимами работы устройства осуществляется с панели управления 16 устрой ства, иа которой установлены переключатели режимов работы,, кнопки управления, индикация счетчиков циклов, световая и звуковая сигнализация. Стой1са 17 включает программное устройство управления режимами работы устройства. Станина 18 и механическая часть устройства расположены на жестком каркасе 19. Устройство работает следующим образом. Стеклянные трубки 4 закрепляют в цанговых патронах шпшзделей 2 неподв Ь1Х правой 3 и левой 1 бабок. Каретка 7 с серпо образными нагревательными устройствами 8 устанавл11вается в исходное крайнее левое положение. К трубке 4 подключаются коммуникации с газовой смесью при помощи муфт. Затем поджигают горелкн 9 серпообразных нагревательных устройств 8 и нагревательные элементы 13 и включают приводные двигате4ли шпинделей 5 и каретки 7. При зтбм лянные трубки, в которые поступает газовая смесь, начинают вращаться, а каретка с серпообразными нагревательными устройствами перемещается вдоль стеклянных трубок в направлении поступления газовой смеси. В результате чего в зоне нагрева, т. е, в месте нахождения серпообразного нагревательного устрсшства, происходит наплавление осажденных на внутреннюю поверхность трубки компонентов. В тот момент, когда каретка достигает крайнего правого положения, от концевых переключателей включаются электромагниты 12, которыеу срабатывая поворачивают серпообразные нагревательные устройства 8, изменяя ориентацию горелок 9, относительно обрабатываемых трубок. При этом изменяется степень нагрева заготовок. Затем каретка быстро возвращается в исходную позишпо. На этом цикл движения каретки заканчивается. Подобным образом каретка соверщает несколько цик/юв, число которых и задается программным устройством. В соответствии с заданной программой меняется также концентращш и/или состав подаваемой в стеклянную трубку газовой смеси с периодичностью п циклов. Таким образом, использование предлагаемого устройства позволит изготовлять заготовки оптических волокон или других элементов оптических систем с малыми потерями оптической Ш1формации путем получения заготовок с заданным законом распределения коэффициента зфеломлення при высокой равномерности структуры и постоянстве конфигурации по сечению и длине. Кроме того, с целью увеличеявя производительности предусмотрена возможность одновременного изготовления двух заготовок. Формула изобретения. Устройство для изготовления заготовок элементов оптических систем, содержащее станину, шпиндели, приводы шлинделей и каретки, зажимные патроны, систему подачи разовой смеси, установленное на каретке серпообразное нагревательное устройство и ходовой винт, отличающееся тем, что, с целью получения заготовок с малыми оптическими потерями и высокой равномерностью структуры по сечению и длине, оно снабжено управляемым звеном, привод которого шарнирно связан с серпообразным нагревательным устройством, каретка выполнена с возможностью равномерного перемещения в направлении подачи газовой смеси и кинематически при помощи шестерен связана со шпинделями и ходовым .винтом, а зажимные патроны снабжены герметизирующ11ми муфтами и соединены с системой подачи газовой смеси.
Источники информации, принятые во Внимание при экспертизе
. Авторское свидетельство СССР № 454982, кл. С 03 В 23/04, 1972.
