Изобретение относится к волоконной оптике, в частности к способам изготовления заготовок для вытяжки кварцевых световодов.
Известны способы изготовления заготовок модифицированным методом химического парофазного осаждения (MCVD) для вытяжки оптического волокна, в котором на исходные опорные трубы наносят слой синтетического кварцевого стекла методом наружного парофазного осаждения (OVD) с целью снижения окружной разнотолщинности опорных кварцевых труб и увеличения прочности изготовляемых световодов (патенты США №4412853, опубл. 01.11.1983 по индексу МПК С03В 37/018, №4437727, опубл. 20.03.1984 по индексам МПК С03В 20/00; С03В 37/01; С03В 37/012; С03В 37/014; С03С 13/04; G02B 6/00).
Недостатками этих способов изготовления заготовок являются:
- загрязнение осаждаемого слоя инородными частицами из окружающей среды, что приводит к снижению прочности световодов;
- испарение значительной части осажденного слоя в процессе выполнения операции высокотемпературного сжатия опорной трубы методом MCVD изготовления заготовки.
Наиболее близким к предлагаемому техническому решению является способ изготовления заготовки, в котором осаждение синтетической оболочки производят непосредственно на заготовку (патент Японии JP №60-033234, опубл. 20.02.1985 по индексам МПК С03С 25/02, С03В 37/027, С03В 20/00, G02B 6/00, G02B 6/06), что исключает испарение осажденного слоя.
Недостаток этого способа состоит в нерешенности проблемы загрязнения осаждаемого слоя частицами из окружающей среды, что приводит к увеличению вероятности разрушения длинномерных отрезков световодов даже при низких нагрузках.
Задача настоящего изобретения состоит в повышении прочности длинномерных отрезков кварцевых световодов, в частности, в исключении обрывов во время проверки прочности волокна при перемотке с одной катушки на другую под нагрузкой.
Технический результат достигается за счет того, что в известном способе изготовления заготовки для вытягивания кварцевых волоконных световодов, включающий процесс осаждения на поверхность заготовки в виде стержня дополнительного слоя из чистого диоксида кремния методом химического газофазного осаждения, в котором, в отличие от прототипа, заготовку закрепляют соосно внутри кварцевой трубы, в которую подают смесь кислорода с парами SiCl4, осуществляют вращение трубы и ее нагрев внешним источником нагрева, например газовой горелкой, которую перемещают в направлении, противоположном потоку газа внутри трубы, получая тем самым пористый слой из кварцевого стекла.
Пористый слой из кварцевого стекла спекают при температуре его стеклования, создавая внутри трубы избыточное давление, что обеспечивает отсутствие деформации реакционной камеры.
Дополнительно повысить прочность световодов, изготовляемых из полученных заготовок, можно, проведя спекание осажденного слоя в атмосфере кислорода, содержащего легирующие элементы, например, фтор.
Пористый слой из кварцевого стекла имеет оптимальную толщину порядка 1-4 мм.
Предлагаемая технология исключает внедрение инородных частиц из окружающей среды в осаждаемый слой кварцевого стекла, что приводит к повышению прочности длинномерных кварцевых световодов. Наличие фтора в оболочке снижает вязкость стекла, что, как известно, благотворно влияет на прочность кварцевых волоконных световодов.
Преимущества предлагаемого способа:
- увеличение прочности длинномерных световодов;
- возможность легирования осаждаемого слоя фтором;
- более эффективное использование реагентов, что обусловлено интенсификацией осаждения частиц SiO2 за счет их термофореза от горячей трубы к холодной заготовке;
- возможность использования штатного оборудования установки для MCVD метода изготовления заготовок.
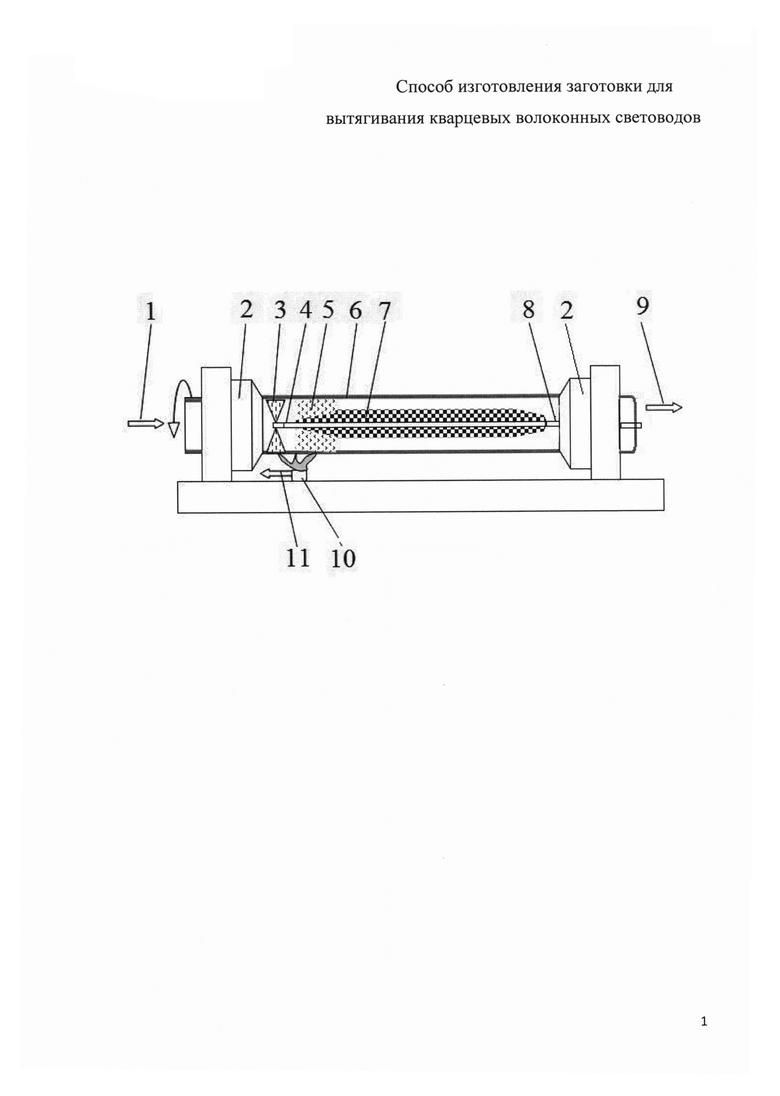
Способ изготовления заготовки для вытягивания кварцевых волоконных световодов поясняется чертежом, где схематично изображена установка с указанием схемы процесса осаждения частиц диоксида кремния на заготовку: 1 - направление подачи парогазовой смеси, 2 -шпиндельный зажим тепломеханического станка, 3 - котировочные опоры для заготовки, 4 - заготовка в виде стержня, 5 - зона образования частиц SiO2 (образование частиц диоксида кремния, затем они осаждаются на заготовку и образуют пористый слой), 6 - реакционная камера из кварцевого стекла, 7 - осажденный пористый слой, 8 - технологический конец заготовки 4, 9 - направление выхода продуктов реакции, 10 - газовая горелка, 11 - направление движения горелки.
Пример 1. Способ реализован с использованием технологического оборудования, предназначенного для изготовления заготовок MCVD методом. В качестве реакционной камеры использовали трубу из кварцевого стекла с наружным диаметром 38 мм, толщиной стенки 3 мм и длиной 1 метр. Труба зафиксирована в шпинделях станка 2 с обеих сторон. К заготовке 4 с диаметром 12 мм и длиной 600 мм приваривали стержень 8 из кварцевого стекла с диаметром 12 мм (технологический конец с обеих сторон заготовки, на котором не происходит осаждение необходим для закрепления заготовки, затем его отпиливают, отрезают). Заготовку 4 осесимметрично располагали в реакционной камере 6 для осаждения частиц диоксида кремния: с одного конца ее жестко фиксировали на котировочных опорах 3 из кварцевого стекла, а ее технологический конец 8 закрепляли внутри реакционной камеры 6 в зоне шпиндельного зажима 2, расположенного у выхода продуктов реакции. Крепеж заготовки 4 обеспечивал зазор для прохода парогазовой смеси и отвода газов внутри реакционной камеры 6. Перед процессом осаждения проводили операцию газофазного травления: в реакционную камеру 6 подавали смесь кислорода с 10 об. % гексафторида серы расходом 0,5 л/мин и нагревали горелкой до температуры 1400-1500°С при скорости ее движения 50 мм/мин. Затем в реакционную камеру 6 подавали парогазовую смесь из кислорода и тетрахлорида кремния расходом 1 л/мин. Нагрев реакционной камеры 6 до температуры ≈1500°С осуществляли при помощи штатной водород-кислородной горелки 10, движущейся навстречу газовому потоку из кислорода и тетрахлорида кремния со скоростью 100 мм/мин. Наночастицы из кварцевого стекла за счет явления термофореза осаждались преимущественно на заготовку 4 (в зоне 5).
После нанесения пористого слоя SiO2 необходимой толщины (порядка 1-4 мм) на заготовку 4 осуществляли вытяжку световодов при температуре 2100°С диаметром 125 мкм с одновременным нанесением защитного полимерного покрытия. Для выявления случайных дефектов, обусловленных наличием поверхностных микронеоднородностей, проводили испытание прочности километрового отрезка волокна методом перемотки под нагрузкой 30 Н. В ходе испытаний обрывов волокна не произошло. При подобном испытании световодов, изготовленных стандартным способом без нанесения на заготовку слоя чистого кварцевого стекла, произошло три обрыва волокна, что подтверждает эффективность предложенного технического решения.
Пример 2. Заготовку 4, изготовленную по примеру 1, после нанесения пористого слоя спекали до прозрачного состояния. Нагрев трубы до температуры 1800°С производили водород-кислородной горелкой 10, движущейся со скоростью 20 мм/мин. Внутри реакционной камеры 6 создавали избыточное давление кислорода (2,75 мм водородного столба), что предотвращало ее сжатие силами поверхностного натяжения.
В результате этого получена заготовка с остеклованным наружным слоем из кварцевого стекла. Вытянутые из нее световоды имели те же параметры прочности, что и световоды, вытянутые в примере 1 из заготовки с пористым наружным слоем.
Пример 3. В отличие от второго способа, в состав парогазовой смеси дополнительно вводили 10 об. % тетрафторида кремния, а спекание производили при меньшей температуре ≈1300°С. Полученная заготовка имела прозрачный наружный слой. Его показатель преломления, измеренный на рефрактометре Р-101, был на 0,008 ниже показателя преломления кварцевого стекла из-за внедрения в него фтора. Вытянутые из нее световоды имели те же параметры прочности, что и световоды, вытянутые в примере 1 из заготовки с пористым наружным слоем.
Таким образом, предложенное техническое решение:
- позволяет повысить прочность длинномерных световодов за счет нанесения слоя сверхчистого кварцевого стекла на заготовку;
- позволяет проводить фторирование наносимого на заготовку слоя кварцевого стекла с понижением его показателя преломления;
- является экономически выгодным, так как реализуется на штатном оборудовании MCVD процесса и повышает степень превращения исходных реагентов в кварцевое стекло.
Изложенные сведения подтверждают очевидную промышленную применимость предложенного способа для изготовления заготовок световодов из кварцевого стекла.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОМОДОВЫХ ВОЛОКОННЫХ СВЕТОВОДОВ, СОХРАНЯЮЩИХ ПОЛЯРИЗАЦИЮ ИЗЛУЧЕНИЯ | 2009 |
|
RU2396580C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОПТИЧЕСКОГО КВАРЦЕВОГО СТЕКЛА | 2016 |
|
RU2634321C1 |
| СПОСОБ КАЛИБРОВКИ ТРУБ ИЗ КВАРЦЕВОГО СТЕКЛА | 2015 |
|
RU2591856C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕТОВОДОВ НА ОСНОВЕ КВАРЦЕВОГО СТЕКЛА С МАЛЫМИ ОПТИЧЕСКИМИ ПОТЕРЯМИ | 2011 |
|
RU2462737C1 |
| MCVD способ изготовления световодов с сердцевиной из кварцевого стекла, легированного азотом | 2018 |
|
RU2668677C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ КВАРЦЕВОГО СТЕКЛА | 2011 |
|
RU2479495C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ КВАРЦЕВОГО СТЕКЛА | 2008 |
|
RU2385297C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ВОЛОКОННЫХ СВЕТОВОДОВ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ЗАГОТОВКА, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 2007 |
|
RU2362745C2 |
| Способ изготовления заготовок кварцевых световодов | 2019 |
|
RU2724076C1 |
| Способ изготовления заготовок для световодов | 2023 |
|
RU2803758C1 |
Изобретение относится к способам изготовления заготовок для вытяжки кварцевых световодов. Техническим результатом является повышение прочности длинномерных отрезков кварцевых световодов. Способ изготовления заготовки для вытягивания кварцевых волоконных световодов, включающий процесс осаждения слоя из чистого диоксида кремния методом химического газофазного осаждения на основе легколетучего SiCl4 на поверхность заготовки в виде стержня. Заготовку закрепляют соосно внутри кварцевой трубы, в которую подают смесь кислорода с парами SiCl4. Осуществляют вращение кварцевой трубы и ее нагрев внешним источником нагрева, например, газовой горелкой. Горелку перемещают в направлении, противоположном потоку газа внутри трубы, получая тем самым пористый слой из кварцевого стекла. 1 з.п. ф-лы, 1 ил.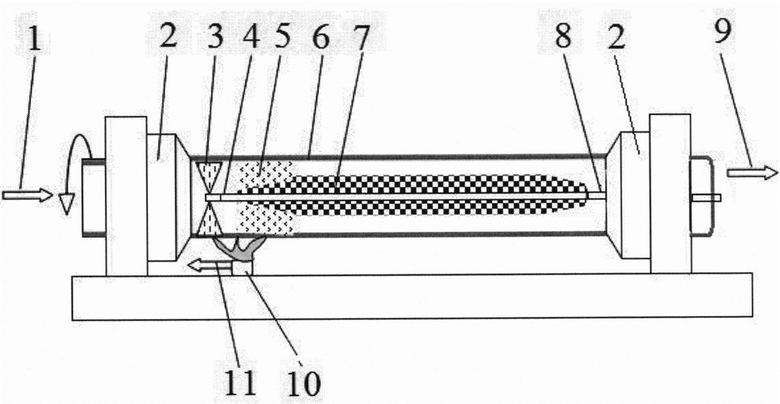
1. Способ изготовления заготовки для вытягивания кварцевых волоконных световодов, включающий процесс осаждения слоя из чистого диоксида кремния методом химического газофазного осаждения на основе легколетучего SiCl4 на поверхность заготовки в виде стержня, отличающийся тем, что заготовку закрепляют соосно внутри кварцевой трубы, в которую подают смесь кислорода с парами SiCl4, осуществляют вращение кварцевой трубы и ее нагрев внешним источником нагрева, например газовой горелкой, которую перемещают в направлении, противоположном потоку газа внутри трубы, получая тем самым пористый слой из кварцевого стекла.
2. Способ по п. 1, отличающийся тем, что пористый слой из кварцевого стекла спекают при температуре его стеклования, создавая внутри трубы избыточное давление.
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ КВАРЦЕВОГО СТЕКЛА | 2008 |
|
RU2385297C1 |
| 2001 |
|
RU2207989C2 | |
| Способ нанесения покрытия на заготов-Ку СВЕТОВОдА | 1978 |
|
SU816984A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ЗАГОТОВОК КВАРЦЕВЫХ СВЕТОВОДОВ | 2004 |
|
RU2281260C1 |
| Устройство для изготовления заготовок световодов | 1981 |
|
SU999457A1 |
| JP S6033234 A, 20.02.1985. | |||

