Изобретение относится к области соединения пластмасс, в частности к способам сварки слоев термопластичной пленки по контуру выполняемого отверстия, и может быть использовано в различных отраслях народного хозяйства при изготовлении укрытий теплиц, пакетов, тентов, чехлов и т. д.
Известен способ соединения деталей внахлест, включающий выполнение в соединяемых деталях отверстий и установку в них соединительного элемента.
Данный способ позволяет повысить прочность соединения деталей, но в то же время он не может быть применен для соединения термопластичных пленок, т. к. выполненные в них отверстия ослабляют соединения и не обеспечивают прочности, равной естественной прочности соединяемых пленок.
Наиболее близким по технической сущности к изобретению является способ соединения слоев термопластичной пленки, при котором наложенные друг на друга соединяемые слои пленки сжимают и выполняют в них отверстие путем проплавления слоев пленки нагретым пуансоном с одновременным свариванием их по контуру отверстия.
Недостатком известного способа заключается в том, что он не обеспечивает достаточной прочности сварного шва, не ниже прочности самой пленки поскольку толщина полученного сварного шва незначительна, т. к. , расплавляясь, материал пленки отходит от пуансона и теряет с ним тепловой контакт, причем часть материала пленки выносится из получаемого отверстия плоской поверхностью торца пуансона, что также усиливает отход материала от пуансона и потерю теплового контакта с ним.
Данный способ позволяет повысить толщину сварного шва, расположенного по контуру отверстия, что повышает прочность сварного соединения.
Это достигается тем, что в способе соединения слоев термопластичной пленки, при котором наложенные друг на друга соединяемые слои пленки сжимают и выполняют в них отверстие путем проплавления слоев пленки нагретым пуансоном с одновременным свариванием их по контуру отверстия, согласно изобретению, сжатие слоев пленки осуществляют на расстоянии от контура пуансона, равном по меньшей мере толщине соединяемых слоев пленки, и под торцевой поверхностью пуансона.
В описываемом способе прочность сварного шва достигается за счет того, что материал пленки подторцевой поверхностью нагретого пуансона вытесняется не наружу, а в зазор, образованный пуансоном и контуром сжатия слоев пленки, в результате чего сварной шов становится толще исходной толщины слоев пленки.
На фиг. 1, 2 и 3 изображен вариант способа при сжатии пленки всей торцевой поверхностью пуансона; на фиг. 4, 5 и 6 - вариант способа при сжатии пленки частью торцевой поверхности пуансона.
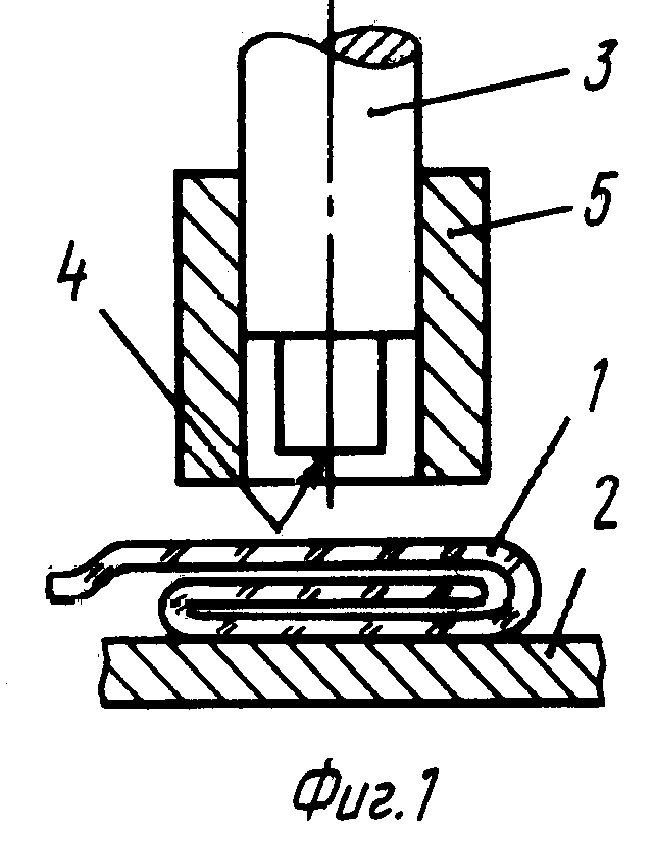
Способ соединения слоев термопластичной пленки заключается в следующем.
Несколько слоев термопластичной пленки 1 (фиг. 1, 2 и 3) размещают на матрице 2 под пуансоном 3 с торцевой поверхностью 4 и под прижимом 5. Пуансон 3 и прижим 5 размещены соосно. Внутренний контур прижима 5 отстает от контура торца пуансона на величину, по меньшей мере равную толщине всех слоев термопластичной пленки 1. Прижимом 5 сжимают слои пленки 1. Торцем нагретого пуансона 3 проплавляют пленку 1 над матрицей 2. Боковой поверхностью пуансона 3 расплавляют материал пленки 1 по контуру 6. В результате того, что в матрице 2 отсутствует отверстие соосное пуансону 3, слои пленки сжимают всей торцевой поверхностью 4 пуансона, расплавленный ею материал пленки 1 выдавливается в зазор между контуром пуансона 4 и внутренним контуром прижима 5, что способствует расплавлению большего слоя материала пленки 1 по контуру 6. Затем пуансон 3 поднимают и материал пленки 1 по контуру 6 остывает. При этом слои пленки 1 свариваются между собой по контуру 6 более надежно, а сварной шов по высоте получается толще. На торце нагретого пуансона 3 не остается расплавленного материала пленки 1, в результате чего отпадает необходимость удаления его с пуансона 3 до начала очередного цикла.
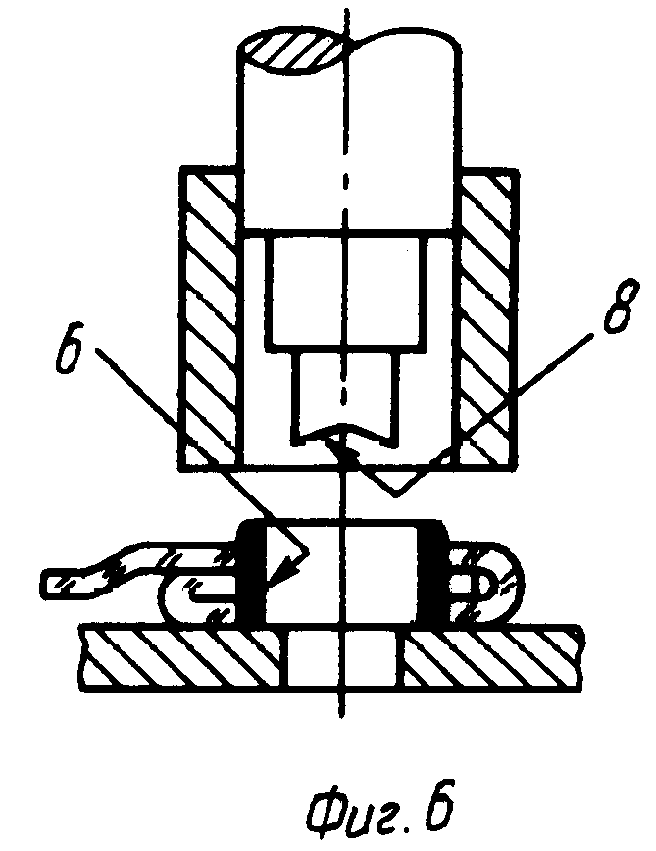
Возможен вариант, когда сжатие слоев пленки 1 осуществляют частью торцевой поверхности нагретого пуансона (см. фиг. 4, 5 и 6). В этом случае способ осуществляют следующим образом.
Несколько слоев пленки 1 размещают на матрице 2 с отверстием 7 под пуансоном 3 с торцевой поверхностью 4 и режущим торцем 8 и под прижимом 5. Отверстие 7, пуансон 3 и прижим 5 размещены соосно. Режущий торец 8 в пуансоне 3 выполнен диаметром, равным диаметру отверстия 7 в матрице 2. Внутренний контур прижима 5 отстает от контура торца пуансона 3 на величину, по меньшей мере равную толщине всех слоев пленки 1. Прижимом 5 сжимают слои пленки 1. Режущим торцем 8 пуансон 3 вырезает участки пленки 1 по контуру отверстия 7 в матрице 2 и выбрасывает их из матрицы 2. Торцем нагретого пуансона 3 проплавляют пленку 1 над матрицей 2, а боковой поверхностью пуансона 4 расплавляют материал пленки 1 по контуру 6. В результате того, что в матрице 2 отверстие 7 закрыто режущим торцем 8 пуансона 3, материал пленки 1 из под торца пуансона выдавливается в зазор между контуром торца пуансона 3 и внутренним контуром прижима 5, что способствует расплавлению большего слоя материала пленки 1 по контуру 6. Затем пуансон 3 поднимают и материал пленки 1 по контуру 6 остывает. Слои пленки 1 свариваются между собой по контуру 6 более надежно а сварной шов по высоте получается более толстым. На торцевой поверхности и режущем торце 8 нагретого пуансона 3 не остается расплавленного материала пленки 1 и отпадает необходимость его удаления с пуансона 3 до начала очередного цикла.
Сварку слоев пленки 1 по контуру 6 очередного отверстия производят вышеописанным образом. (56) Авторское свидетельство СССР N 1479314, кл. В 29 С 65/60, 1989.
Авторское свидетельство СССР N 1736730, кл. В 29 С 65/02, 1991.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СВАРКИ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2026186C1 |
| Способ соединения деталей | 1990 |
|
SU1736730A1 |
| ТОКОПРОВОДЯЩАЯ ПАСТА | 1992 |
|
RU2007765C1 |
| СПОСОБ ГУММИРОВАНИЯ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ | 1991 |
|
RU2031466C1 |
| ТОКОПРОВОДЯЩАЯ ПАСТА ДЛЯ МЕТАЛЛИЗАЦИИ НЕОБОЖЕННОЙ ВИСМУТСОДЕРЖАЩЕЙ КЕРАМИКИ | 1992 |
|
RU2006077C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2002 |
|
RU2216419C1 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ТРУБНЫХ ЗАГОТОВОК | 1993 |
|
RU2097162C1 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2094148C1 |
| ИЗОЛИРУЮЩАЯ СИСТЕМА ДЛЯ ВНУТРЕННЕЙ ЗАЩИТЫ СВАРНОГО ШВА СТАЛЬНЫХ ТРУБОПРОВОДОВ ОТ КОРРОЗИИ (ВАРИАНТЫ) | 1998 |
|
RU2151945C1 |
| БЛОК ОРОСИТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО СБОРКИ (ВАРИАНТЫ) | 2006 |
|
RU2304750C1 |
Использование: изобретение относится к области соединения пластмасс, в частности к способам сварки слоев термопластичной пленки по контуру выполняемого отверстия, и может быть использовано в различных отраслях народного хозяйства при изготовлении укрытий теплиц, пакетов, тентов, чехлов и т. д. Сущность изобретения: в способе соединения слоев термопластичной пленки сжатие слоев пленки осуществляют на расстоянии от контура пуансона, равном по меньшей мере толщине соединяемых слоев пленки. Сжатие слоев пленки осуществляют также под торцевой поверхностью пуансона. 6 ил.
СПОСОБ СОЕДИНЕНИЯ СЛОЕВ ТЕРМОПЛАСТИЧНОЙ ПЛЕНКИ, при котором наложенные друг на друга соединяемые слои пленки сжимают и выполняют в них отверстие путем проплавления слоев пленки нагретым пуансоном с одновременным свариванием их по контуру отверстия, отличающийся тем, что сжатие слоев пленки осуществляют на расстоянии от контура пуансона, равном по меньшей мере толщине соединяемых слоев пленки, и под торцевой поверхностью пуансона.
