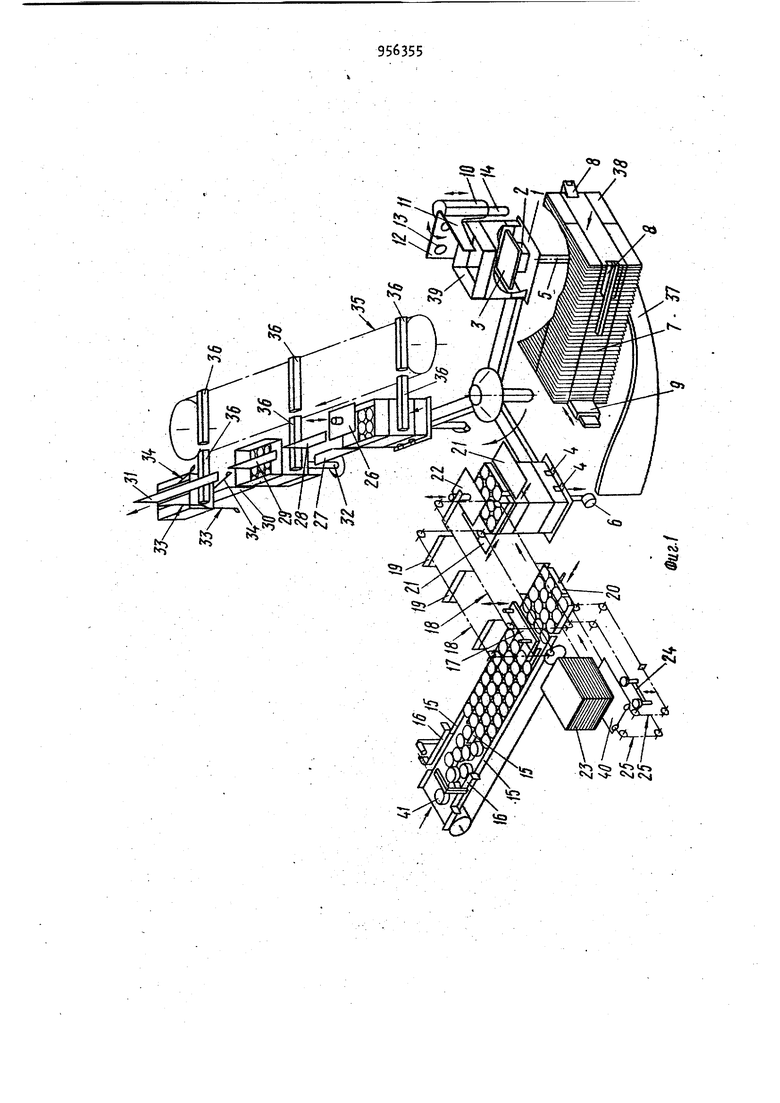
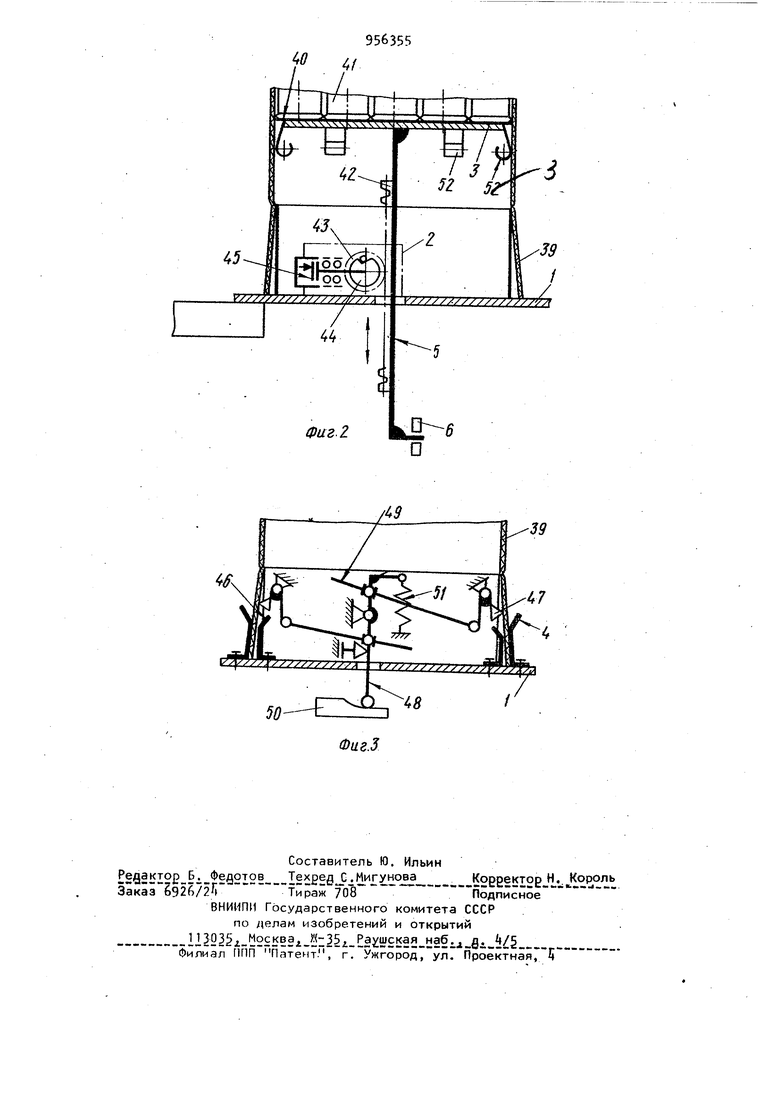
Изобретение относится к упаковоч-; Но-фасовочной технике. Известна машина для упаковывания в ящик штучных изделий, которая содержит конвейер для ящиков, имеющий платформы с подъемно-опускными столами, устройство для формирования ящи ка, устройство для образования, передачи и укладывания слоя изделий, устройство для закрывания клапанов ящика, механизм для отделения и передачи прокладки и конвейер для изделий Cl3. Однако в известной машине форми-. рование слоя и укладывание банок осуществляется с возвратн)ми (холостыми) неперекрываемыми ходами механизма для образования и передачи слоя банок, что снижает производительность. Кроме того, устройство требует переналадки при переходе на упакоаку изделий, имеющих другую высоту. Цель изобретения - повышение про изводительности и обеспечение упаковывания изделий различной высоты без переналадки устройства, а также центрирование ящика относительно подъемно-опускных столов. Поставленная цель достигается тем, что в машине для упаковывания в Я14ик штучных изделий, содержащей конвейер для ящиков, имеющий платформы с подъемно-опускны -и столами, устройство для формирования ящика, устройство для образования и укладывания слоя изделий, устройство для закрывания клапанов ящика, механизм для отделения и передачи прокладки и конвейер для изделий,-устройство для образования, передами и укладывания слоя изделий состоит из конвейера с толкателями-направляющими и створок, имеющих возможность возвратно-поступательного движения, подъемно-опускные стог лы состоят из пластины, закрепленной на подвижной штанге, имеющей возмож-ность перемещения внутри ящика с раскрытыми нижними клапанами, приводного неподвижного кулач1са и механизма фиксирования, причем машина снабжена подпрессовщиком в виде плиты, имеющей возможность возвратно-поступател ного движения для воздействия на под емно-опускной стол через изделия. Механизм фиксирования состоит из реечной передачи, рейка которой укре лена на штанге подъемно-опускного стола, муфты свободного хода и тормозной муфты, расположенных на одном валу, причем муфта свободного хода встроена в колесо реечной передачи с возможностью отключения тормозной муфты при подъеме стола. Конвейер для ящиков имеет неподвиж ные упоры, укрепленные на платформе для наружных поверхностей и подвижные упоры для внутренних поверхностей ящика, связанные посредством рычага и тяги с силовым элемен том и кулачка для отключения последнего. К подъемно-опускным столам прикре лены самоустанавливающиеся с одинако вым ходом элементы с возможностью ко пенсации отклонений внутренних размеров ящика, платформы снабжены неподвижными направляющими со скосами для расположения их внутри ящика. а Неподвижные упоры имеют скос. На фиг. 1 изображена схематАно машина для упаковывания в ящик штучных изделий, общий вид; на фиг. 2 кинематическая схема платформы с под емно-опускным столом и механизмом фиксирования стола; на фиг. 3 - кине матическая схема механизма фиксации ящика на платформе конвейера для ящи ков. Машина состоит из конвейера для ящиков, устройства для формирования ящика, устройства для образования, передачи и укладывания слоя изделий, механизма для отделения и пер дачи прокладки, устройства для закры вания клапанов ящика и конвейера, для изделий. Конвейер для ящиков несет три равнорасположенных платформы 1 , на которых закреплены механизмы 2 фиксирования с подъемно-опускными стола ми 3. По краям каждой платформы с , двух сторон расположены фиксирующие упоры (фиг. 3) . Подъемно-опускной с.тол 3 укреплен на штанге 5,- которая заканчивается роликом 6. Конвейер совершает прерывистое движение. Устройство для формирования ящика состоит из магазина 7 заготовок ящика, подающих кареток 8.передающей каретки 9, подъемно-опускной каретки 10. Каретка 10 состоит из створки 11 и подвижной створки 12. При формироваНИИ ящика она поворачивается на 90°. На створках закреплены вакуум-захваты 13 Каретка перемещается по стойке , Конвейер для изделий состоит из собственно конвейера с неподвижными направляюи ими 15, двух подвижных направляющих 16, механизма 17 фиксации потока изделий и отделения части потока., Устройство для образования, передачи и укладывания слоя изделий состоит из конвейера в виде двух цепных контуров 18, которые несут объединенные попарно толкатели 19, подвижной упорной направляющей 20, поворотных створок 21, подпрессовщика 22. Направляющая 20 имеет возможность возвратно-поступательного движения . Механизм для отделения и передачи прокладки состоит из магазина 23 прокладок, вакуум-захвата 2k и конвейера 25 передачи прокладок, состоящего из двух цепных контуров с толкателями . Устройство для закрывания клапанов ящика состоит из подпрессовщика 2б, системы путевых клинообразных направляющих 27-31 , поворотного стола 32, системы плужковых направляющих 33, 3, конвейера 35 перемещения с толкателями 36. Подпрес-. совщики 22 и 2б выполнены в виде плиты, имеющей возможность возвратно-поступательного движения для воздействия на стол 3 через изделия 1. Между устройством для формирования ящика и устройством для образования и передачи слоя банок снизу расположен приводной кулачок 37, с которым взаимодействует ролик 6 стола 3. В магазине 7 заготовок ящика расположены заготовки 38 ящика 39В магазине 23 расположены прокладки 40. На конвейер изделия подаются неупорядоченным потоком. Механизм фиксации стола выполнен следующим образом. К штанге 6 прикреплена рейка , которая находится в зацеплении с шестерней 43. В шестерню встроена муфта 4 свободного хода. На одном, валу с ней, с другого его конца, расположена тормозная муфта k, которая установлена в режиме торможения. Механизм фиксации ящика выполнен следующим.образом. Помимо фиксирующих упоров Ц со скосом, которые закреплены неподвижно, на платформе 1 конвейера для ящиков закреплены неподвижные направляющие со скосом .«б. Они расположены против упоров k. Кроме того, конвейер для ящиков снабжен механизмом фиксации ящика с ПОДВИЖНЫГ4И упораг«1 9 для внутренних поверхностей ящика, связанными посредством рычагов 7 и тяги 48 с кулачком 52. При этом рычаг 7 соединен с пружиной 50. К столу 3 прикреплены самоустанавливающиеся с одинаковым ходом элементы в виде пружин 53 с возможностью компенсации отклонений внутренних размеров 20 ящика. Машина работает следующим образом. В магазин 7 закладывают стопу заготовок 38, а в магазин 23 - стопу прокладок lO. Одну прокладку укладывают 25 в зону фор /1ирования слоя, а другую под магазином 23. На конвейер подают изделий 1. С помощью направляющих 16 которые совершают колебательное плоско-параллельное движение, и внутренних направляющих 15, которые CBOMIW вершинами образуют клин, неупорядоченный поток изделий равног йрно разделяется между ручьями, образованными смежными сторонами направляющих 15. Образуется упорядоченный поток банок, который удерживает перед зоной формирования слоя фиксатор механизма 17. Пока изделия выстраиваются на конвейере, включают устройство формирова ния ящика. Подающие каретки 8 п жходят в движение и прижимают стопу заготовок 38 к каретке 9. Каретка отсекает одну заготовку от стопы и передает ее в упор в каретку 10. Створка 12 в этот момент расположена параллельно створке 11, поэтому заготовка попадает в туннель, образованный створками. Вакуум-захваты 13 обеих створок захваты вают противоположные стороны заготовки ЗВ. Стоорка 12 поворачивается на 90°, и происходит раскрытие заготовки по периметру, т.е. формирование ящика над столом 3. После того-как ящик сформован, каретка 10 приходит а движение. Двигаясь вниз по стойке 1, она перемещает Я1;|ик ЗЭ до упора в 9 5 платформу 1, надевая его на стол 3 и возвращается в исходное положение. Включают конвейер, который перемещает сформованный ящик 39 в зону укладывания. При перемещении конвейера стол 3 под действием управляющего кулачка 37 через ролик 6 и штангу 5 приподнимается внутри сформованного ящика настолько, чтобы плоскость стола в зоне укладывания расположилась несколько выше верхней кромки сформованного . Чтобы ящик-сохранял при этом свое положение относительно платформы, включается механизм фиксации ящика и своими фиксирующими упорами 4 и f9 удерживает ящик. В зоне укладывания первоначаль-, но створки 2 соединены. Когда перед механизмом 17 на конвейере для подачи изделия i выстроятся в упорядочен- . ный поток, фиксатор механизма 17 расфиксируется, и поток перемещается в зону формирования слоя до упора в направляющую 20,.а так как в эту зону предварительно уложена прокладка, то оказывается, что изделия расположились на прокладке. Пара толкателей 19 вместе с направляющей 20 образует зону формирования слоя. Когда слой сформируется, фиксатор фиксирует поток изделий, а отсекатель механизма 17 приходит в движение совместно с направляющей 20 и отделяет часть изделий, расположившуюся в зоне формирования слоя, от общего потока. Этим движением заканчивается формирование слоя. Дальше его работа происходит автоматически. Когда слой сформировался, автоматически включаются два цепных контура 18, которые, перемещая толкатели 19. передают слой с прокладой иЭ зоны формирования слоя в зону кладывания на соединенные створки 21. Когда слой оказывается в зоне укладывания, цепные контуры 18 останавливается. Створки 21 начинают автоматически раздвигаться, а подпрессовщик 22 опускаться. Когда створки полностыо раздвинутся, споЛ изделий с прокладкой через образовавшееся окно оседает на стол 3. В это время подпрессовцик доходит до верхней кромки слоя иадв ЛИЙ (как бы догоняет их) и, продолжая перемещаться, начинает перемещать вниз изделия вместе со столом 3 преодолевая сопротивление кулачка 37. Стол с банками опускается до тех пор, пока перемещается подпрессовщик. 79 Подпрессовщик 22 заканчивает пере мещение вниз тогда, когда верхняя кромка слоя изделий оказывается ниже створок 21. Далее Подпрессовщик начинает двигаться вверх, створки соед няются, а Механизм 2 удержания удерживает стол 3 со слоем банок в том положении, в каком его оставил подпрессовщик. Одновременно с передачей слоя из зоны формирования слоя в зону.уклады вания приходит в движение конвейер 2 который .перемещает следующую прокладку в зону формирования слоя. Одновременно с перемещением подпрессовщика 22 перемещается вакуум захват 2k, который отделяет одну про кладку и укладывает.ее на конвейер 25 фиксатор механизма 17 расфиксируется, поток изделий перемещается до упора в направляющую 20 и распола гается на прокладке. Далее он фиксирует поток изделий, отсекатель механизма 17 совместно с направляющей 20 отделяет часть изделий, расположившихся в зоне формирования слоя, и совместно с толкателями 19 формирует слой, готовый к укладыванию, Затем все действия по укладыванию слоев изделий в ящик автоматически по вторяются до тех пор,.пока необходимо количество слоев не окажется внутри ящика. Когда Подпрессовщик занимает верхнее положение, автоматически начинают перемещаться два цепных контура 18 и конвейер 25. Цепные контуры с помощью парных толкателей 19 передают следующий слой из зоны формирования слоя в.зону укладывания, а конвейер передает очередную прокладку в зону формирования слоя. Когда очередной слой оказывается в зоне укладывания, действие по уклад ке слоя изделий повторяется. Останавливаются цепные контуры 18с толкателями 19, раздвигаются створки 21. Второй слой изделий с прокладкой оседает на первый слой йэйелий, а подпрессовщик 22, нажимая сверху на второй слой, опускает его вместе с первым слоем и стол 3 так, что верхняя ijpoMKa второго слоя оказывается ниже створок 211 Механизм фиксирования фиксирует положение стола 3, Подпрессовщик поднимаете) в исходное положение, а створки 21 соединяются. Одновременно с укладыванием слоев изделий в ящик, устройство формирования лщика формует очередной ящик. Когда необходимое количество слоев изделий окажется в ящике, конвейер для ящиков автоматически перемещается. При этом пустой ящик перемещается от устройства формирования ящика в зон-у укладывания, а наполненный - к. устройству для закрывания клапанов ящика. Одновременно с перемещением ящика происходит подготовка слоя изделий к укладыванию Когда начинается укладывание слоев изделий в следующий ящик, устройство для закрывания клапанов начинает его укупоривать. Происходит это автоматически. Подпрессовщик 26, нажимая на верхнюю кромку верхнего слоя, опускает стол 3 со слоями изделий, так что верхняя кромка верхнего слоя ока зывается внутри ящика на-уровне сгиба клапанов крышки. Механизм фиксации ящика расфйкси.рует упоры 1 и 9, удерживающие ящик. Толкатель 36 конвейера 35 приходит в поступательное движение и начинает перемещать ящик со стола 3 вдольустройства для закрывания клапанов, а Подпрессовщик 2б одновременно с движением толкателей 36 идет вверх в исходное положение. Перемещающийся ящик встречает клинообразные направляющие 27 и 29, которые, закрывают передние внутренние клапаны дна и крышки ящика. Так как конвейер 35 со.вершает прерывистое дви;;сение, то за одно движение ящик nepei-ieщается со стола 3 конвейера для ящиков на поворотный стол 32, Над столом 32 рзсположенз клиноо6разн.зя нпправляющая 29, которая перехватывает закрытый верхний внутренний клапан. Далее стол автоматически поворачивается с ящиком на 180° и останавливается. Закрытые верхние и нижние внутренние передние клапаны оказываются сзади Толкатель 36 на позиции поворотного стола при повороте ящика отклоняе ся так, чтобы не мешать ящику. Уст- . ройство для закрывания клапанов остановилось. Когда конвейер для ящикоз переместит следующий наполненный ящик к устройству для закрывания клапанов, а следующий толкатель 36 конвейера 35 начнет перемещать его к поворотному столу 32, предыдущий толкатель Зб начнет перемещать предыдущий ящик. На пути этого ящика расположены клинообразные направляющие 30 и 31, которые закрывают вторые внутренние верхние и нижние клапаны дна и крышки. Далее при движении ящика клеевые сопла (на чертеже не показаны) наносят на продольные наружные клапаны дна и крышки с внутренней стороны продольные клеевые дорожки, а путевые плу Лковые направляющие 33 и 3 эти клапаны закрывают и гцэижимают. Толкатель Зб перемещает ящик так -что он, еще не выйдя из-под действия направляющих 33 и 3, прекращает поступательное перемещение,- так как толкатель переходит на обратную ветв конвейера 35. Окончательно предыдущи ящик выталкивается на цеховь1е транспортные устройства последующим ящиком, но за это время (время цикла устройства) происходит склеивание внутренних.и наружных клапанов дна и крышки. Механизм 2 фиксирования стола 3 работает следующим образом. Когда подпрессовщик 22 или 26 нажимает сверху и начинает перемещать стол 3 вниз, через штангу 5 прихо дит в движение рейка (2. Та в свою очередь вращает шестерню Шестерня заклинивает муфту свободного хода и начинает вращать вал, но, так как на другом конце вала расположена муф та 5, подпрессовщик преодолевает момент торможения муфты. Как только действие подпрессовщика прекратится, движение стола 3 с изделиями 1 заканчивается, а следовательно, поло7 жение его фиксируется. На участке между.устройством формирования ящика и зоной укладывания рейка 2 под действием кулачка 37 через ролик 6 и штангу 5 получает перемещение ввер Она, в свою очередь, начинает вращат шестерню в в противоположную ctopOH но, так Как при движении муфта свободного хода расклинивается, шестерн начинает вращаться свободно, а стол легко перемещаться вверх, занимая положение, определяемое кулачком 37 Механизм фиксации ящика (фиг. 3) работает следующим образом. Клапаны ящика 39 прижимают к упорам подвиж ные упоры , которые получают угловое перемещение от рычага U/ через тяги Ц8, Усилие фиксации обёспечивает пружина 50. В месте расположения устройства формирования ящика и устройства для закрывания клапанов расположены два кулачка 52, поэтому в этих местах механизм фиксации расфик сирооан. Это позволяет в одном случае свободно устанавливать на платформу сформированный ящик, а в другом случае свободно сталкивать ящик с изделиями. На участке между устройством формирования ящика и устройством закрывания клапанов механизм фиксации ящика зафиксирован, так как действует пружина 50. Это позволяет столу 3 свободно перемещаться внутри ящика вверх и вниз, не нарушая положения ящика относительно платформы. Упоры k и направляющие являются одновременно и направляющими .при установке сформованного ящика 39 на. плaтфqpмy 1 при движении его сверху вниз и к устройству для закрывания клапанов. Использование машины обеспечивает увеличение производительности за счет принципиально новой схемы укладывания изделий в ящик. При этой схеме все возвратные (холостые) движения - перекрываемые. Так, например, пока в одной зоне происходит укладывание слоя в ящик, в другой зоне происходят формирование слоя и отделение его от по- тока изделий, а из магазина прокладок отделяется очередная прокладка. Одновре 4енно с передачей слоя в зону укладывания происходит передама прокладки в зону формирования. Формирование слоя на прокладке и его укладывание в ящик вместе с прокладкой исключает потери времени -на укладывание в ящик межслойной прокладки. Одновременно с передачей слоя в зону укладывания и прокладки - в зону формирования, если на подъемно-опускном столе в уложено необходимое число слоев, происходит перемещение наполненного ящика к устройству для закрывания клапанов и пустого - к зоне укладывания.. формирование ящика без закрывания клапанов дна сокращает время цикла работы устройства формирования ящика, исключает дублирование операцийj позволяет его цикл сделать равным и перекрываемым циклом устройства для « образования и передачи слоя. Последовательное закрывание всех клапанов без предварительного откры наружных кл.апанов дна сокращав времяцикла работы устройства, позволяет сделать его равным и перекрываемым циклом работы устройства для образования и передачи слоя. Машина должна обеспечить производительность до tSO изделий в минуту. Кроме того, она обеспечивает упаковку изделий различной высоты без пере наладки, а также может упаковывать изделия различной формы из различных материалов, например металла, картона, стекла, пластмассы и комбинации различных материалов. Формула изобретения .1. Машина для упаковывания в ящик штучных изделий, содержащая конвейер для ящиков, имеющий платформы с подъ емно- опуснмыми cтoлa l, устройство для формирования ящика, устройство для образования,.передачи -и укладыва ния слоя изделий, устройство для закрывания клапанов ящика, механизм для отделения и передачи прокладки и конвейер Для изделий, отличающаяся тем, что, с целью повышения производительности и обеспечения упакооывания изделий различной высоты без переналадки машины, устройство для образования, пере/фачи и укладывания слоя изделий состоит из конвейера с толкателями-направляющим и створок, имеющих возможность возвратно-поступательного движения, подъемно-опускные столы состоят из пластины, закрепленной на подвижной штанге, имеющей возможность перемеще ния внутри ящика с раскрытыми нижним клапанами, приводного неподвижного кулачка и механизма фиксирования. 9 512 причем машина снабжена подпрессовщиком в виде плиты, имеющей возможность возвратно,-поступательного движения для воздействия на подъемно-опускной стол через изделия. 2. Машина по п. 1, о т л и ч а rout а я с я тем, что механизм (1мксирования состоит из реечной передачи, рейка которой закреплена на штанге подъемно-опускного стола, муфты свободного хода и тормозной муфты, расположенных на одном валу, причем муфта свободного хода встроена в колесо реечной передачи с возможностью отключения тормозной муфты при подъеме стола. 3.Машина по п. 1, о т л и ч а ющ а я с я тем, что конвейер для ящиков имеет неподвижные упоры, укрепленные на платформе, для наружных поверхностей ящика, и подвижные упоры для внутренних поверхностей ящика, связанные посредством рычага и тяги с силовым элементом и кулачком для отключения последнего. 4.Машина по п. 1, о т л и ч а ю щ а я с я тем, что, с целью центрирования ящика относительно подъемно-опускных столов, к последним прикреплены самоустанавливающиеся с одинаковым ходом элементы с возможностью компенсации отклонений внутренних размеров щика, платформы снабжены неподвижными направлякнцими со скосом для расположения их внутри ящика, а неподвижные упоры имеют скос. Источники инt юpмaции, принятые во внимание при экспертизе 1, Упаковочная линия Моноблок концерна Шмальбах-Лобека, Каталог фирмы . csi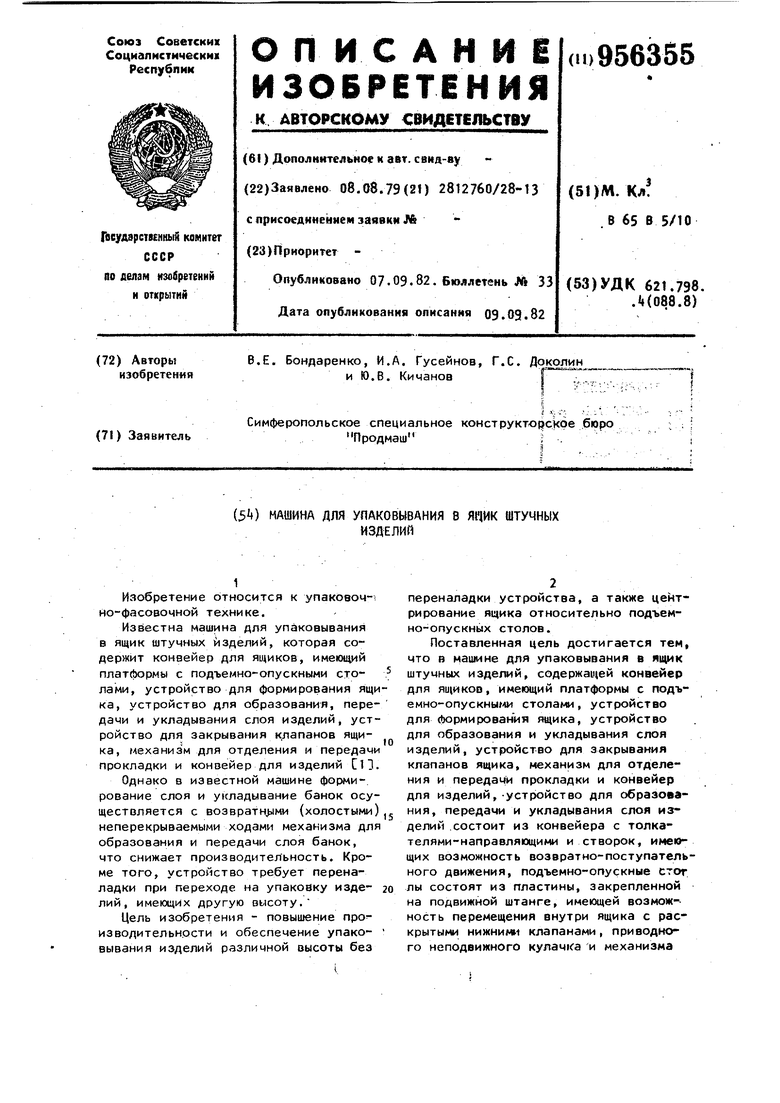



| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ УКЛАДКИ ШТУЧНЫХ ИЗДЕЛИЙ В КАРТОННЫЕ ЯЩИКИ | 1991 |
|
RU2005678C1 |
| Устройство для укладки изделий в ящики | 1980 |
|
SU925765A1 |
| МАШИНА ДЛЯ УКЛАДКИ ИЗДЕЛИЙ В ТАРУ | 2000 |
|
RU2188146C2 |
| УСТРОЙСТВО ДЛЯ ПОСЛОЙНОЙ УКЛАДКИ ИЗДЕЛИЙ В ТАРУ | 2001 |
|
RU2198831C2 |
| УСТРОЙСТВО ДЛЯ ПОСЛОЙНОЙ УКЛАДКИ ИЗДЕЛИЙ В ТАРУ | 2000 |
|
RU2184057C2 |
| Линия для укладки мягких легкоповреждаемых изделий в картонную тару | 1990 |
|
SU1830357A1 |
| Устройство для укладки изделий в картонные коробки | 1987 |
|
SU1413032A1 |
| Устройство для укладки штучных изделий в транспортную тару | 1990 |
|
SU1778026A1 |
| Устройство для группирования изделий | 1990 |
|
SU1757963A2 |
| Устройство для укладки в ящик штучных изделий | 1973 |
|
SU445595A1 |