Изобретение относится к области индукционной закалки деталей.
Стальную деталь поверхностно закаливают путем последовательного пересечения ее по длине индукционной катушкой, питаемой переменным электрическим током, а затем немедленного охлаждения нагретого участка детали, а в процессе индукционной закалки осуществляют управление правкой изгибов детали, подвергающейся поверхностной закалке, путем мониторинга прямизны детали и использования полученной информации для управления нагревом или охлаждением, или и нагревом, и охлаждением детали таким образом, чтобы получить на вогнутой стороне всякого изгиба детали слой закаленного материала большей толщины для создания выпрямляющего момента, направленного на устранение изгиба.
Способ может быть осуществлен, когда деталь нецилиндрична в зоне, подлежащей упрочнению, и используется индукционная катушка некруглого сечения. Это делает невозможным вращение детали в процессе закалки. Поэтому в процессе пересечения детали будет осуществляться необходимое смещение катушки и/или холодильного кольца в том или ином направлении, в зависимости от образовавшегося искажения, по мере того, как деталь перемещается сквозь катушку, преимущественно, вертикально вниз. Непосредственно над катушкой с деталью контактируют два щупа. Они размещены в плоскостях, расположенных под прямым углом друг к другу, чтобы воспринимать искажения в любом направлении. Всякие изначальные изгибы в детали должны быть записаны перед началом закалки либо на отдельном контрольном посту, либо путем записи перемещений двух щупов по мере того, как деталь перемещается мимо щупов перед закалкой, когда деталь перемещается из положения загрузки в наивысшее положение, где начинается закалка. Величина производимого смещения будет определяться из расчетов, основанных на действительной форме детали, как записано, в которые постоянно будут вноситься поправки, чтобы компенсировать искажение, возникающее в процессе закалки.
В случаях, когда деталь является цилиндрической, ее желательно вращать, чтобы обеспечить наиболее равномерную закалку, и, следовательно, для осуществления правки в процессе закалки, катушка и/или холодильное кольцо должны совершать орбитальное движение по отношению к детали таким образом, чтобы при вращении детали синхронно поддерживалось желаемое смещение между осями катушки и детали. При этом будет достаточно единственного щупа, контактирующего с деталью, чтобы обеспечить информацию о любом изгибе, а угловой датчик, встроенный во вращательный привод, предоставит остальную информацию, необходимую для определения направления искажения. Как и в случае деталей некруглого сечения, смещение будет складываться из смещения, требуемого для правки изначальных изгибов, и смещения, необходимого для компенсации искажений, возникающих вследствие закалки.
Для глубины закалки устанавливают, как правило, достаточно широкий допуск, например, в случае описываемого закаленного слоя глубиной 1,5 мм обычно приемлемо колебание глубины закаленного слоя между 1 и 2 мм. Такой разницы глубин, как правило, достаточно для правки слегка изогнутых валов или для преодоления умеренных уровней остаточных напряжений, если используется способ, предлагаемый в этом изобретении.
Разность глубины нагрева, как правило, будут получать путем варьирования расстояния между индукционной катушкой и деталью таким образом, чтобы катушка была ближе к детали на той стороне, которая вогнута в продольном направлении, и дальше от детали на выпуклой стороне. Однако разность глубины мартенситного слоя на вогнутой стороне, по сравнению с выпуклой стороной, можно обеспечить и другими путями, например смещением холодильного кольца или локальным изменением распределения охлаждающей среды вокруг холодильного кольца, так, что более глубокий мартенситный слой на одной стороне будет результатом увеличения промежутка времени перед охлаждением, вследствие чего тепло глубже проникает радиально внутрь, или локального изменения распределения охлаждающей среды вокруг холодильного кольца.
Для того, чтобы изобретение можно было лучше уяснить и осуществить на практике, его предпочтительный вариант описан ниже путем примера со ссылкой на прилагаемые фиг. 1-8, в которых:
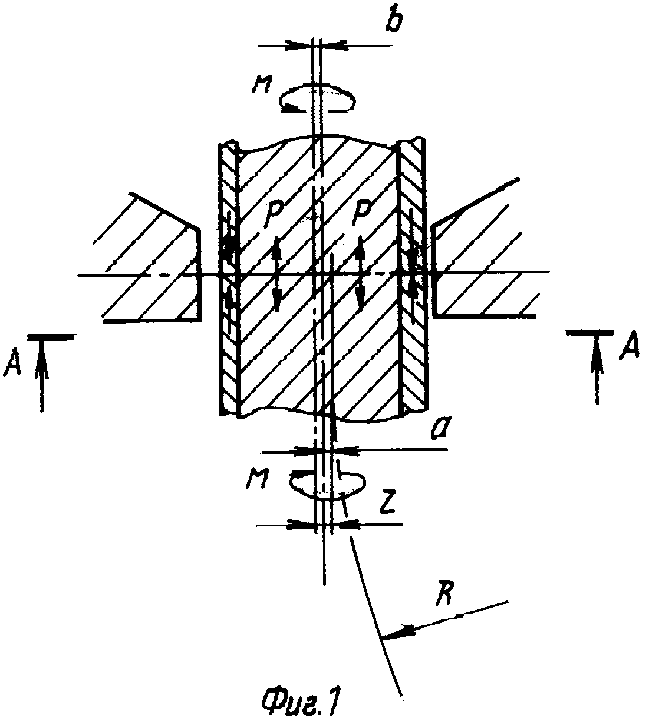
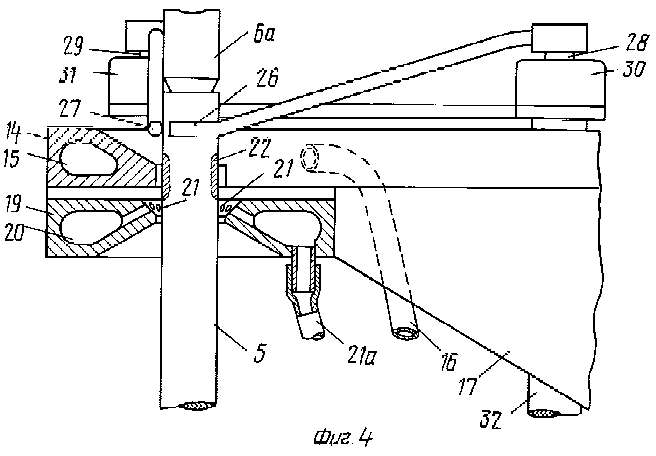
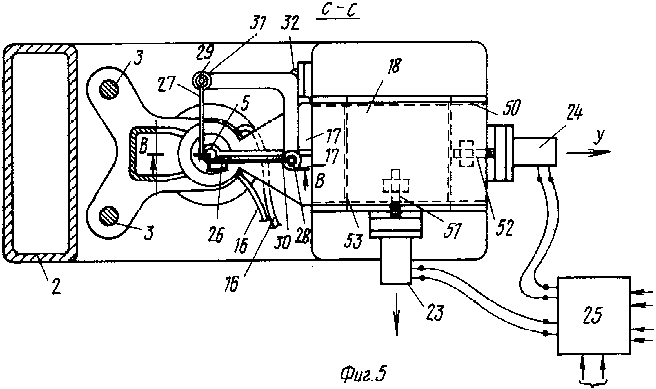
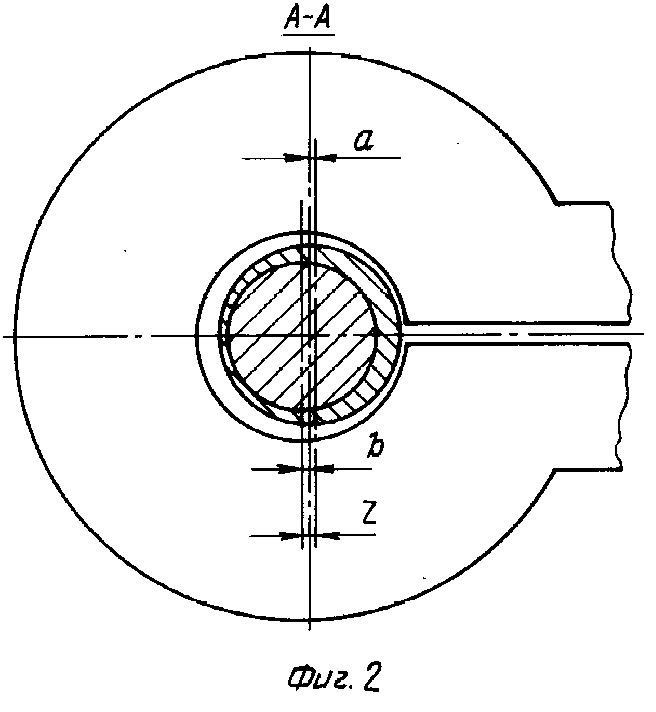
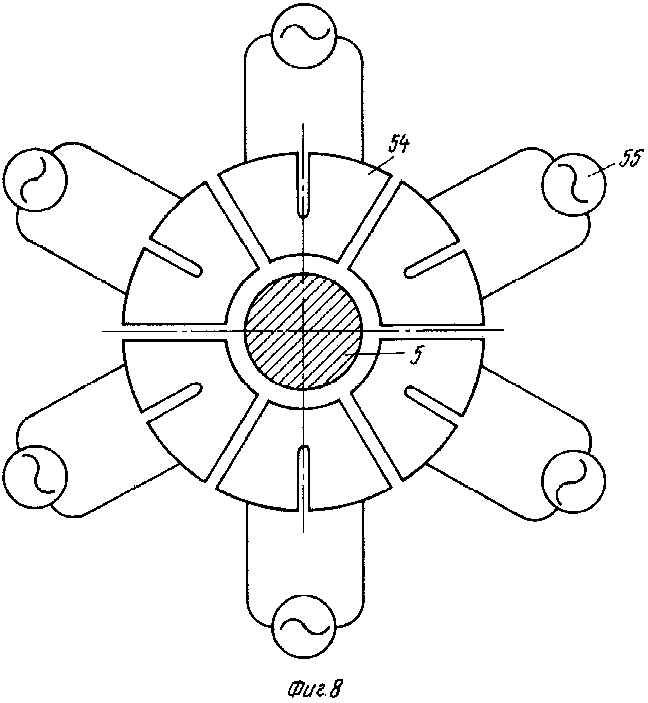
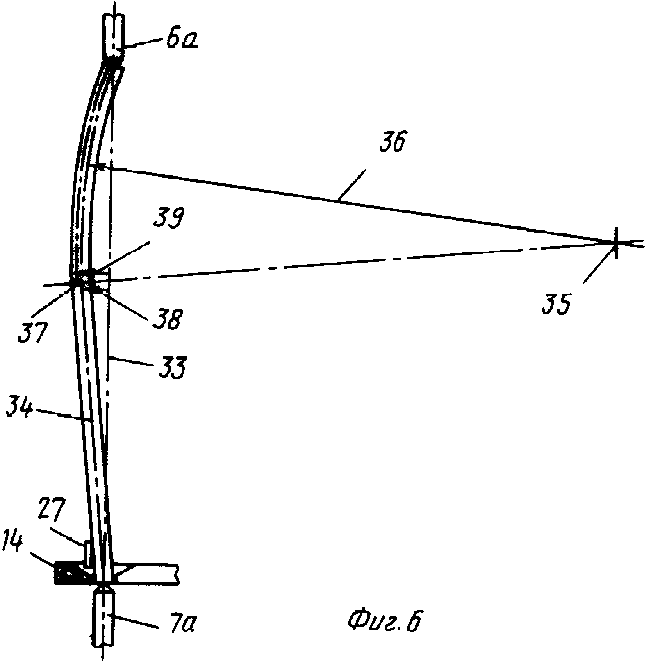
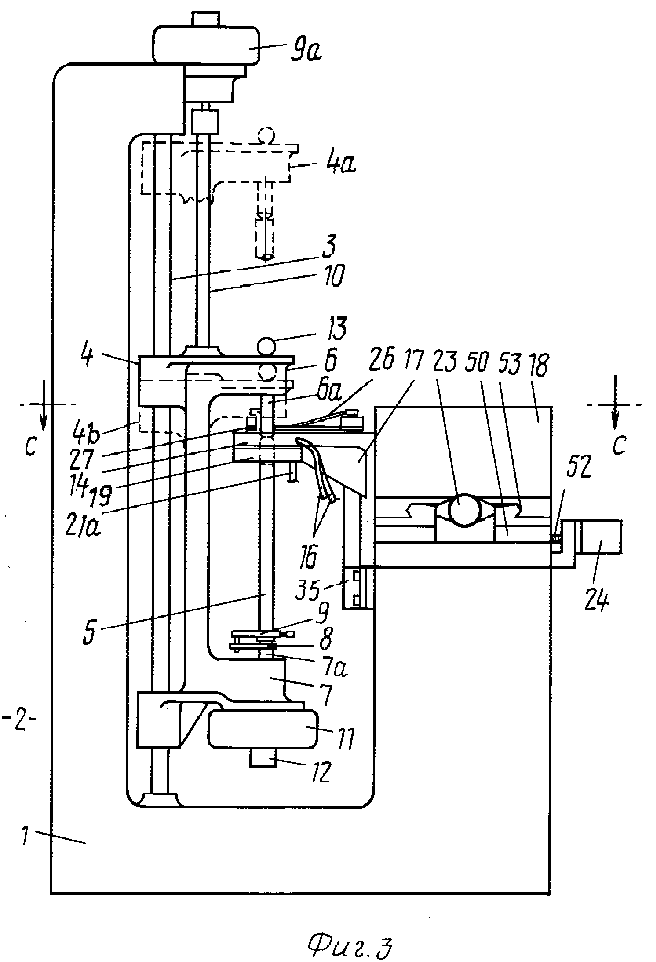
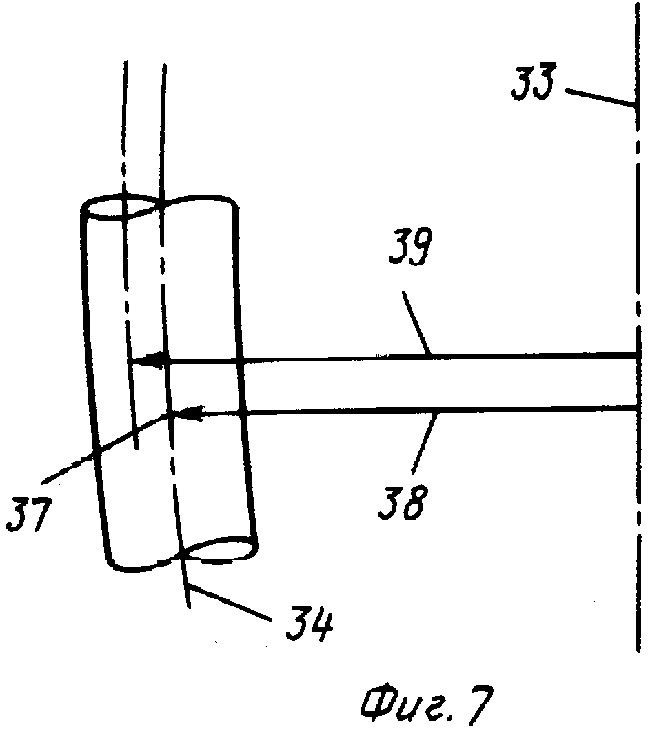
на фиг. 1 показано вертикальное сечение круглого стержня, закаливаемого способом, соответствующим изобретению; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - боковой вертикальный разрез машины для осуществления способа, соответствующего изобретению; на фиг. 4 - разрез В-В на фиг. 5; на фиг. 5 - разрез С-С на фиг. 3; на фиг. 6 - иллюстрация примера детали с изгибом типичной формы; на фиг. 7 - иллюстрация выпрямляющего действия, сообщаемого катушке в определенный момент для правки изгиба, показанного в детали на фиг. 6; на фиг. 8 показана альтернативная форма индукционной катушки.
На фиг. 1 и 2 показаны типичные сечения круглого вала, закаленного в соответствии с изобретением. Предполагается, что вал, подлежащий закалке, имеет некоторый первоначальный изгиб радиуса R, который желательно устранить. В соответствии с изобретением закалка осуществляется таким образом, чтобы глубина закаленной оболочки, т. е. мартенситного слоя, была на одной стороне больше, чем на другой, так чтобы ее центроида была смещена от оси вала на некоторую небольшую величину а. Аналогично, центроида незакаленной сердцевины смещена от оси вала в противоположном направлении на величину в. Таким образом, линии действия чистой силы сжатия Р в оболочке и противодействующей чистой силы растяжения Р в сердцевине смещены на расстoяние z, где z = a + b, создавая изгибающий момент М = Pz, действующий на стержень.
Далее, радиус кривизны R изгиба в наружном слое по существу тот же, что и радиус изгиба в сердцевине, и момент М должен быть распределен между оболочкой и сердцевиной следующим образом:
Ma=  и Mв=
и Mв=  , где Ma = момент на оболочку;
, где Ma = момент на оболочку;
Mв = момент на сердцевину;
Ma + Mв = Rz;
Ia = центроидный момент второго порядка площади оболочки;
Iв = центроидный момент второго порядка площади сердцевины;
Е = модуль упругости материала;
R = радиус кривизны детали.
Значения Ia и Iв очевидно связаны со средней глубиной закаленной оболочки, а следовательно, с величиной смещения а, и со значением R.
В случае вала с начальным изгибом радиуса R вышеуказанный момент М таков, что будет стремиться выпрямить стержень, по крайней мере увеличить радиус R. Аналогично, если изгиб радиуса R возникает во время закалки из-за снятия напряжений; смещение закаленного слоя будет компенсировать изгиб.
На фиг. 3 показан боковой вертикальный разрез машины, выполненной в соответствии с изобретением.
Видно, что машина содержит основание 1, которое совместно с колонкой 2 несет направляющие стержни 3, размещенные вертикально. Направляющие стержни служат в качестве направляющих для каретки 4, несущей для крепления детали 5 на верхнем конце заднюю бабку 6, а на нижнем конце переднюю бабку 7.
Деталь 5 удерживается в центрах на передней и задней бабках каретки, причем передняя каретка 7 снабжена нижним центром 7а и поводком 8, зацепленным с держателем 9, прикрепленным к детали. Каретка 4 сообщает вертикальное перемещение посредством электродвигателя 9а, который вращает ходовой винт 10, нижний конец которого соединен с кареткой 4. Управляя электродвигателем 9а, можно перемещать вертикальную каретку, как требуется для закалки детали 5. Во время операции закалки деталь 5 может быть приведена во вращение посредством двигателя 11, при этом ее угловое положение определяется вращающимся кодирующим устройством 12. В другом варианте, когда деталь имеет некруглое сечение, описанное приводное устройство может использоваться для обеспечения правильной ориентации детали по отношению к катушке. Каретка 4 способна перемещаться в крайнее нижнее положение, обозначенное 4в, или в крайнее верхнее положение, обозначенное 4а (оба положения показаны пунктиром). В крайнем нижнем положении 4в центр 6а задней бабки 6 проходит ниже холодильного кольца 19, так что центр 6а может быть перемещен вертикально вверх ручкой 13, чтобы освободить деталь и вставить следующую.
Деталь охватывается индукционной катушкой 14, показанной более подробно на фиг. 4, которая содержит один виток медного проводника, имеющего охлаждающий канал 15, соединенный с гибкими трубками 16. Индукционная катушка 14 установлена на соединительных шинах 17, выходящих из трансформаторной коробки 18.
Непосредственно под индукционной катушкой 14 размещено холодильное кольцо 19, содержащее тороидальный канал 20, из которого выходит радиально внутрь множество отверстий 21 для направления охлаждающей жидкости, подаваемой из гибкой трубки 21а, непосредственно на деталь. На практике, при закалке круглой детали деталь будет вращаться под действием двигателя 11 и одновременно будет перемещаться вертикально вниз через катушку и холодильное кольцо в результате действия электродвигателя 9а и ходового винта 10. В случае некруглой детали двигатель 11 не работает.
При включении трансформатора 18 индукционная катушка 14 локально нагреет деталь, как показано на фиг. 4, участок 22, а вскоре после этого охлаждающая жидкость, поступающая из отверстий 21, охладит нагретый участок, тем самым закаливая его. Закалку осуществляют таким образом по всей длине детали или только в той части, которая требует закалки, нагревая и затем охлаждая любой участок детали.
Трансформаторная коробка 18 (см. фиг. 5), несущая посредством соединительных шин 17 индукционную катушку 14, установлена на направляющих 50 и 53, взаимно перпендикулярных одна к другой, и приводится ходовыми винтами 51 и 52 и серводвигателями 23 и 24 соответственно. С помощью этих средств индукционная катушка 14 перемещается в любом направлении в горизонтальной плоскости под управлением подходящего контроллера 25, входными сигналами которого являются сигналы от кодирующих устройств 12, 30 и 31, а выходными сигналами - сигналы к серводвигателям 23 и 24.
С целью обеспечения информации относительно соосности детали 5 по отношению к центрам 6а и 7а, к детали прижаты два подпружиненных щупа 26 и 27. Эти щупы соединены с выходными валами 28 и 29 вращающихся кодирующих устройств 30 и 31 соответственно, установленных на кронштейне 32, укрепленном на основании 1. В случае, когда деталь круглая и двигатель 11 работает, для обеспечения информации используется только один щуп, а в случаях, когда деталь некруглая и не вращается, используются оба.
Точная величина смещения катушки, необходимого для устранения изгиба, возникающего в процессе закалки, будет зависеть от многих факторов, таких, как требуемая средняя глубина закалки, состав стали и т. д. , но при этом смещение катушки 14 и/или холодильного кольца 19 всегда будет таким, чтобы получить закаленный слой большей глубины на продольной вогнутой стороне детали. На практике правильная величина смещения будет определяться путем проб и ошибок, с учетом физических расчетов, изложенных в общих чертах выше.
Когда деталь имеет изначальный изгиб, как показано на фиг. 6, требуется более сложный метод.
Например, если деталь 5 является прямой в нижней половине, ниже точки 37, но имеет изгиб радиуса 36 с центром 35 в верхней половине, ее центральная линия 34 будет обращаться вокруг линии 33, соединяющей центры 6а и 7а, при вращении детали.
Индукционная катушка 14, показанная здесь, находится в начальной точке закалки детали 5, перемещаемой вертикально вниз в центрах 6а и 7а. Щуп 27 будет регистрировать постоянно возрастающее смещение между осевыми линиями 34 и 33. Однако, поскольку до точки 37 деталь является прямой, катушка 14 должна следовать точно по линии 34, совершающей круговое движение, чтобы не создавать нежелаемый изгиб.
В настоящем устройстве применено предварительное перемещение детали 5 вверх через индукционную катушку 14 для регистрации всех изгибов, которые фиксируются щупами 26 и 27, и информация о которых передается в контроллер 25 для использования при последующем перемещении детали 5 вниз, во время которого осуществляется закалка.
Точная величина смещения, которое нужно будет произвести в какой-либо точке, записывается в контроллере 25 перед началом закалки и, если смещение, фиксируемое щупом 27, будет отличаться от записанного вследствие снятия напряжения в процессе закалки, круговое движение индукционной катушки 14 будет скорректировано таким образом, чтобы выправить такой изгиб, поддерживая тем самым осевую линию 34 прямой до точки 37. В этой точке радиус вращения 38 будет увеличен до радиуса 39 так, что индукционная катушка 14 будет теперь перемещена ближе к продольно вогнутой стороне детали 5, как показано на фиг. 7, на такую величину, чтобы последовательно выпрямлять осевую линию 34 выше точки 37.
Далее, величина радиуса вращения 39 будет постоянно уменьшаться, так как длина, на которой действует радиус 36, будет последовательно сокращаться по мере приближения индукционной катушки 14 к центру 6а. Контроллер 25 рассчитывает новые значения радиуса вращения 39, а щуп 27 сравнит рассчитанные значения с действительными. В случае разницы, например, вследствие снятия напряжения в детали или небольших вычислительных погрешностей, радиус вращения индукционной катушки 14 будет соответствующим образом изменен, по сравнению с первоначально рассчитанными величинами.
На практике деталь может иметь несколько изгибов различных радиусов 36 с центрами 35 в различных точках по длине детали и расположенных в различных плоскостях вокруг оси 36. Если радиус изгиба 36 будет меньше, чем тот, который можно выправить, учитывая максимальное смещение закаленного слоя, допускаемое техническими условиями на деталь, то потребуется операция предварительной правки.
Конечно необязательно, чтобы начальный изгиб детали характеризовался радиусом, и в большинстве случаев изгиб будет иметь постоянно меняющуюся кривизну. Однако в связи с вышеупомянутым ограничением на минимальный радиус потребуется постоянное вычисление мгновенного радиуса.
В большинстве случаев могут допускаться локализованные участки изгиба в готовой детали, поэтому будет достаточно охарактеризовать форму детали выражениями, содержащими радиусы, превышающие действительные.
В вышеизложенном описании в качестве примера используется круглая деталь. Однако в случае некруглой детали, когда деталь не вращается в процессе закалки, применяется аналогичная процедура, за исключением того, что используют два щупа для передачи необходимой информации в контроллер 25, как в отношении начального изгиба, так и в отношении изгиба, возникающего в процессе закалки.
Далее, поскольку в большинстве деталей, подвергшихся индукционной закалке, затем снимаются напряжения, может оказаться желательной некоторая степень избыточной коррекции всякого начального или другого изгиба. Такое снятие напряжений будет осуществляться, как правило, только для снятия максимальных напряжений, которые в противном случае могут вызвать зарождение трещин, и поэтому такая избыточная коррекция будет, как правило, минимальной.
В альтернативном варианте изобретения, показанном на фиг. 8, используется множество секций 54 индукционной катушки, охватывающих некоторую часть или всю деталь, при этом каждая секция соединена с отдельно управляемым источником питания 55. Удельная мощность между секциями изменяется таким образом, чтобы получить мартенситный слой большей толщины на вогнутой стороне детали.
В другом варианте изобретения все необходимые движения сообщаются детали, а катушка остается неподвижной. (56) Авторское свидетельство СССР N 116153, кл. C 21 D 1/10, 1958.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШЛИФОВАЛЬНЫЙ СТАНОК | 1991 |
|
RU2082588C1 |
| СИСТЕМА РУЛЕВОГО УПРАВЛЕНИЯ С ПРИВОДОМ НА ПЕРЕДНИЕ И ЗАДНИЕ КОЛЕСА | 1992 |
|
RU2032569C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЫПОЛНЕНИЯ ПРОФИЛЯ КРАЕВ ВХОДНОГО ВАЛА ПОВОРОТНОГО ЗОЛОТНИКА | 1993 |
|
RU2110390C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ПАРАЛЛЕЛЬНЫХ ПРОДОЛЬНЫХ ПАЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2092285C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ПАЗОВ В ОТВЕРСТИИ ДЕТАЛИ | 1992 |
|
RU2088385C1 |
| Индексирующий и транспортирующий механизм | 1988 |
|
SU1614752A3 |
| СТАНОК ДЛЯ ОБРАБОТКИ ДОЛБЛЕНИЕМ ГЛУХИХ ПАЗОВ | 1991 |
|
RU2071875C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ВРАЩАЮЩЕГОСЯ КЛАПАНА ДЛЯ РУЛЕВОГО МЕХАНИЗМА С ГИДРОУСИЛИТЕЛЕМ | 1991 |
|
RU2091707C1 |
| ВРАЩАЮЩИЙСЯ КЛАПАН ДЛЯ РУЛЕВОГО УПРАВЛЕНИЯ С ГИДРОУСИЛИТЕЛЕМ | 1993 |
|
RU2093400C1 |
| СПОСОБ ЗАКАЛКИ КОЛЕЦ ПОДШИПНИКА КАЧЕНИЯ И ПОДШИПНИК КАЧЕНИЯ | 2011 |
|
RU2493269C2 |
Использование: изобретение относится к области индукционной закалки. Сущность: стальную деталь поверхностно закаливают путем последовательного пересечения ее по длине индукционной катушкой, питаемой переменным электрическим током, а затем немедленного охлаждения нагретого участка детали. В процессе индукционной закалки осуществляют управление правкой изгибов детали, подвергающейся поверхностной закалке, путем мониторинга прямизны детали и использования полученной информации для управления нагревом и охлаждением детали таким образом, чтобы на вогнутой стороне всякого изгиба детали получить слой закаленного материала большей толщины для создания выпрямляющего момента, направленного на устранение изгиба. Раскрыто также устройство для осуществления вышеуказанного способа, содержащее индукционную катушку с охлаждающими каналами, соединенными с гибкими трубками, при этом все эти элементы установлены на соединительных шинах. Непосредственно под индукционной катушкой находится холодильное кольцо, из которого выходит множество отверстий для подачи охлаждающей жидкости, поступающей из гибкой трубки, на деталь. Эта часть устройства в свою очередь объединена с автоматическим устройством мониторинга и управления для поддержания прямизны детали, как описано выше. 5 з. п. ф-лы, 8 ил.
