Изобретение относится к способам нанесения металлических покрытий на поверхность различных изделий газотермическим методом, в частности плазменным напылением.
Известен способ напыления защитного покрытия на поверхность изделий, например поршней. В этом способе поверхность изделия очищают от загрязнений, создают механическим путем микронеровности для увеличения площади сцепления, нагревают поверхность до 200-210оС и затем напыляют алюминиевый подслой, поверх которого наносят слой основного металла - сталеалюминиевого псевдосплава. Введение алюминиевого подслоя уменьшает вредное влияние усадочных напряжений, предотвращая образование трещин в основном слое. Недостатками данного способа является низкая адгезионная прочность наносимого слоя и значительная вероятность получения неравномерного по толщине покрытия.
Известен также способ получения металлических покрытий на различных деталях путем напыления металлического порошка на покрываемую поверхность. При этом способе изделие предварительно нагревают до температуры плавления порошка, а в процессе нанесения покрытия изделию и порошку придают поступательно-вращательное перемещение. В результате получают равномерный слой покрытия, однако адгезионная прочность остается невысокой вследствие наличия остаточных напряжений в нанесенном слое, кроме того, прочность собственно покрытия также невысока.
Целью изобретения является устранение указанных недостатков, а именно предложение совокупности последовательных технологических операций, обеспечивающей нанесение прочного покрытия с высокой адгезионной прочностью.
Указанная цель достигается путем выполнения условий, способствующих максимальному сцеплению материала наносимого слоя с поверхностью изделия, а также минимизацией уровня остаточных напряжений в нанесенных слоях. Это обеспечивается оптимизацией режимов таких известных технологических приемов, как получение требуемой шероховатости поверхности изделия и ее температуры, а особенно - изменением характера относительных перемещений наносимого материала и изделия, а именно колебаний изделий с определенной частотой и амплитудой в направлении, совпадающем с направлением потока наносимого материала. Выбор диапазона шероховатости поверхности обеспечивает оптимальное соотношение площади поверхности изделия, взаимодействующей с потоком наносимого материала и его адгезией, а нагрев поверхности изделия в заданном диапазоне позволяет улучшить процесс адгезии без искажения первоначальных геометрических параметров изделия, что характерно для процессов с плавлением веществ. Введение колебаний изделия позволяет снять остаточные напряжения, неизбежные для покрытий, полученных путем плазменного напыления, а также повысить механическую прочность самого покрытия, что объясняется возникающим при перемещениях во встречном направлении изделия и потока частиц явлении наклепа в нанесенном слое.
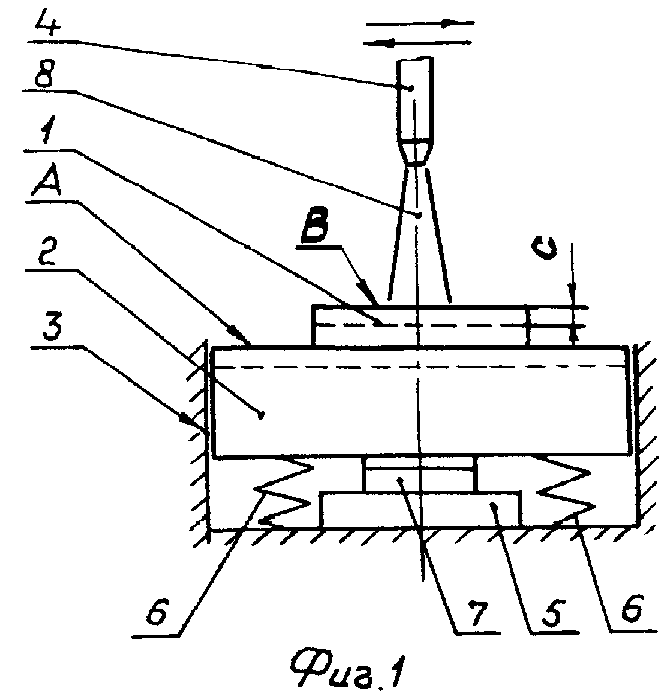
На фиг. 1 схематично изображено устройство для нанесения покрытия на поверхность изделия; на фиг. 2 - результаты прочностных испытаний изделий, обработанных с различной частотой колебаний; на фиг. 3 - результаты прочностных испытаний изделий, обработанных при фиксированной частоте 100 Гц и с различной амплитудой С поверхности B на фиг. 1.
Предложенный способ реализуется следующим образом.
Перед началом процесса поврежденную поверхность подготавливают, заделывая пористости и раковины, как это рекомендуется, например, в руководящих технических материалах "Направляющие скольжения (РТМ-2 Н20-12-79)" изд-во ЭНИМС, Москва, 1981, стр. 17, черт. 2.
Затем производят дробеструйную обработку поверхности, согласно технологическому процессу. Данную операцию осуществляют до получения шероховатости восстанавливаемой поверхности в пределах 18-20 мкм. Серией проведенных испытаний установлен именно этот интервал, что объясняется следующим. При снижении высоты микронеровностей наблюдается снижение адгезии частиц напыляемого слоя вследствие малой площади детали, взаимодействующей с потоком наносимого вещества. Напротив, в случае превышения большего предела указанного интервала шероховатости, адгезия снижается вследствие возрастающей неравномерности условия осаждения частиц наносимого металла на микронеровности восстанавливаемой (частицы наносимого вещества взаимодействуют, в основном, с вершинами микронеровностей).
Далее подготовленную поверхность нагревают до 160-180оС, причем нижний предел указанного интервала обусловлен началом процесса повышения адгезионной способности, а верхний предел началом процессов химического окисления материала восстанавливаемой поверхности, а также возникающими термическими напряжениями, снижающими адгезию.
Непосредственно после нагрева производят послойное плазменное напыление. В качестве первого из наносимых слоев используют такие металлы, как Cu, Ni или Cr. В процессе напыления восстанавливаемой поверхности сообщают возвратно-поступательные перемещения (колебания) в направлении, совпадающем с направлением движения плазмы. Перемещения ведут в режиме колебаний со следующими параметрами: частотой свыше 100 Гц и амплитудой 0,01-0,05 мм. В результате при колебаниях возникают встречные перемещения потока плазмы и поверхности изделия, что приводит к уменьшению наклепа в нанесенном слое, повышающем прочность последнего и способствующем равномерности покрытия, а кроме того, к повышению пластичности и ударной вязкости. Аналогичным образом наносят последующие слои основного покрытия.
Приведенный способ может быть реализован на устройстве, изображенном на фиг. 1.
Предварительно обработанное на пескоструйном оборудовании изделие 1 нагревают и устанавливают на рабочую поверхность А стола 2, который установлен в направляющих 3.
Затем к изделию подводят головку плазмотрона 4 (это может быть металлизатор ГИМ-1 - см. кн. "Современная технология распылением" Л. В. Красниченко, М. , "Трудрезервиздат", 1958 г. , стр. 14-25) и подают напряжение на катушку 5 привода, который воздействует на стол 2, посредством сердечника 7 и пружин сжатия 6. В результате стол 2 совершает колебательные перемещения в направляющих 3 по оси потока 8 из головки 4 плазмотрона. Затем включают плазмотрон и перемещают его вдоль поверхности "В" обрабатываемого изделия.
Серией проведенных испытаний установлено, что при частоте колебаний свыше 100 Гц адгезия с основным металлом практически не повышается (фиг. 2), достигая при указанном значении частоты двукратного повышения, по сравнению с неподвижным изделием.
Так же было установлено, что при повышении амплитуды колебаний (фиг. 3) наблюдается повышение адгезии, что объясняется повышением энергоемкости относительных перемещений изделия и плазмы в потоке, однако пределы амплитуды определяются прочностными характеристиками изделия и устройства для реализации способа. Анализ таких устройств показывает, что для современных механизмов, оптимальная величина амплитуды лежит в пределах 0,03-0,04 мм.
Наносимые в качестве первого слоя цветные металлы (Cu, Ni или Cr или их сплавы) позволяют увеличить сцепление слоев основного металла, предотвращая поверхность B от окисления.
Таким образом, заявляемый способ позволяет повысить адгезию наносимого слоя, что особенно важно, например, при реставрации памятников или их декоративной обработке. (56) Авторское свидетельство СССР N 306198, кл. C 23 C 4/12, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛАЗМЕННОГО НАПЫЛЕНИЯ ПОКРЫТИЙ | 2004 |
|
RU2283364C2 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ДЛЯ ПЛАЗМЕННОГО ПОКРЫТИЯ | 1998 |
|
RU2132402C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ С ИСПОЛЬЗОВАНИЕМ ДУГИ ПУЛЬСИРУЮЩЕЙ МОЩНОСТИ | 2011 |
|
RU2503739C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ТОНКОСТЕННОЕ МЕТАЛЛИЧЕСКОЕ ИЗДЕЛИЕ | 2009 |
|
RU2428501C2 |
| СПОСОБ НАНЕСЕНИЯ ТОНКОПЛЕНОЧНОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКИЕ ИЗДЕЛИЯ | 2007 |
|
RU2354743C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ ИЗ САМОФЛЮСУЮЩИХСЯ ПОРОШКОВЫХ МАТЕРИАЛОВ НА ИЗДЕЛИЯХ ИЗ ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВ | 1997 |
|
RU2112815C1 |
| СПОСОБ НАПЫЛЕНИЯ ПЛЕНКИ НА ПОДЛОЖКУ | 2000 |
|
RU2185006C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭРОЗИОННО СТОЙКИХ ТЕПЛОЗАЩИТНЫХ ПОКРЫТИЙ | 2003 |
|
RU2283363C2 |
| СПОСОБ ПЛАЗМЕННОГО НАПЫЛЕНИЯ МНОГОФУНКЦИОНАЛЬНЫХ ПОКРЫТИЙ | 2015 |
|
RU2604086C1 |
| Способ нанесения контактного покрытия на контакт-деталь вакуумного высоковольтного магнитоуправляемого контакта | 1986 |
|
SU1394258A1 |


Использование: изобретение относится к способам получения металлических покрытий на поверхность различных изделий газотермическими методами в особенности плазменным напылением. Сущность изобретения: металлическую деталь подвергают колебаниям с частотой свыше 100 Гц и амплитудой 0,01 - 0,04 мм в направлении, совпадающем с направлением плазменного потока. При этом покрытие осуществляют в несколько слоев, первыми из которых являются слои таких металлов, как Cu, Ni, Cr и /или их сплавы. Перед плазменным напылением поверхности детали придают шероховатость порядка 18 - 20 мкм и подвергают нагреву до 160 - 180С. 1 з. п. ф-лы, 3 ил.
