Изобретение относится к металлургическому машиностроению, а именно к универсальным гидравлическим прессам, способным наряду со штамповкой осуществлять экструдирование труб.
Известны штамповочные прессы, имеющие рамную станину и поперечины, собранные из сварно-кованых плит и балок (см., например, А.Ф.Белов, Б.В.Розанов, В.П.Линц. «Объемная штамповка на гидравлических прессах». М.: «Машиностроение». 1986 г., с.48-49, рис.25).
Низкие рабочие давления, большое количество цилиндров приводят к повышению габаритов конструкции и высокой металлоемкости пресса.
Известен пресс, содержащий рамную станину, выполненную из пластинчатых С-образных скоб, головки которых соединены балками и скреплены стяжками (см., например, там же, с.44-45, рис.23, и с.56, рис.29).
Этот пресс предназначен для проведения на нем штамповки крупногабаритных деталей, в основном, для авиации.
Наиболее близким аналогом заявленного изобретения является штамповочно-экструзионный гидравлический пресс, содержащий станину, рабочие гидроцилиндры и рабочий стол со штамповой оснасткой, установленный с возможностью перемещения (SU 1802798 A3, В30В 1/32, 15.03.1993).
В настоящее время развитие атомной энергетики требует создания производства стальных труб большого диаметра и одновременно с этим штамповку дисков, днищ, элементов котлов и турбин.
Техническим результатом настоящего изобретения является расширение технологических возможностей за счет создания универсального мощного гидравлического пресса, способного наряду со штамповкой осуществлять экструдирование труб большого диаметра.
Технический результат достигается тем, что штамповочно-экструзионный гидравлический пресс, содержащий станину, рабочие гидроцилиндры и рабочий стол со штамповой оснасткой, установленный с возможностью перемещения, снабжен прошивным гидроцилиндром, станина выполнена рамного типа из пластинчатых С-образных скоб, головки которых скреплены балками и стяжками с образованием верхних и нижних ригелей, рабочие гидроцилиндры установлены на верхних ригелях, снабженных соединительной балкой, прошивной гидроцилиндр установлен на упомянутой соединительной балке верхних ригелей, а нижние ригели выполнены с центральным вертикальным проемом и снабжены внешними и внутренними проставками, закрепленными на крайних С-образных скобах, и совместно стянуты силовыми стяжками.
Пресс может быть снабжен вторым столом с размещенной на нем экструзионной оснасткой, установленным на нижних ригелях и внутренних проставках с возможностью перемещения в сторону, противоположную рабочему столу со штамповой оснасткой. При этом столы для штамповой и экструзионной оснастки снабжены расположенными на опорных поверхностях центральным и двумя боковыми зубьями, размещенными с возможностью перемещения, соответственно, в центральном проеме ригелей и в пазах, выполненных на ригелях и проставках между ригелями.
Пресс может быть снабжен лифтовым подъемником изделий с механическим приводом, установленным вне пресса на оси перемещения стола с экструзионной оснасткой, затворами контейнеродержателя, выполненными в виде клиновых захватов с гидроприводом, подъемником контейнера с гидроприводом подъема.
Изобретение поясняется графическими материалами, где:
фиг.1 - общий вид пресса;
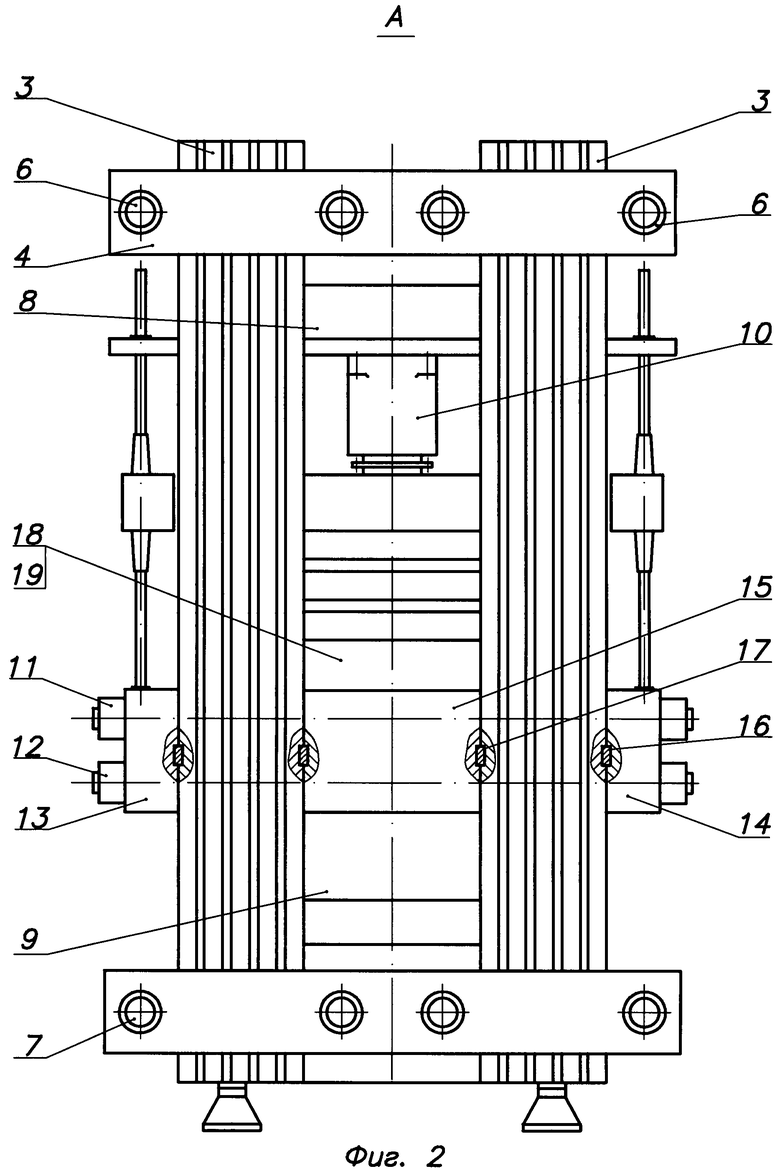
фиг.2 - общий вид пресса, вид по А;
фиг.3 - стол пресса с экструзионной оснасткой;
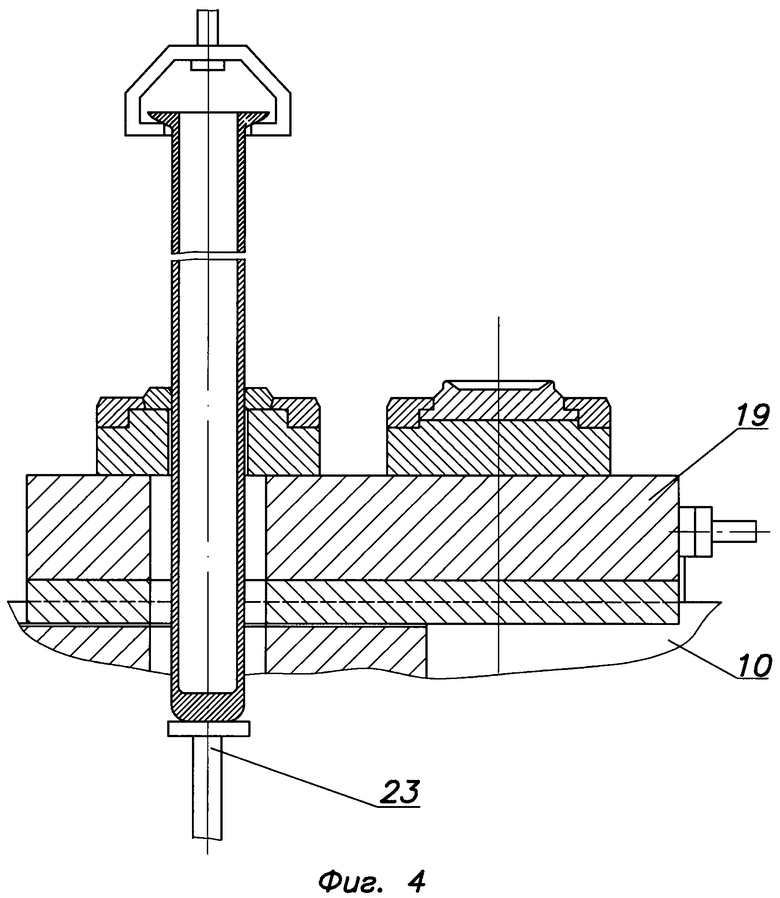
фиг.4 - лифтовой подъемник изделия;
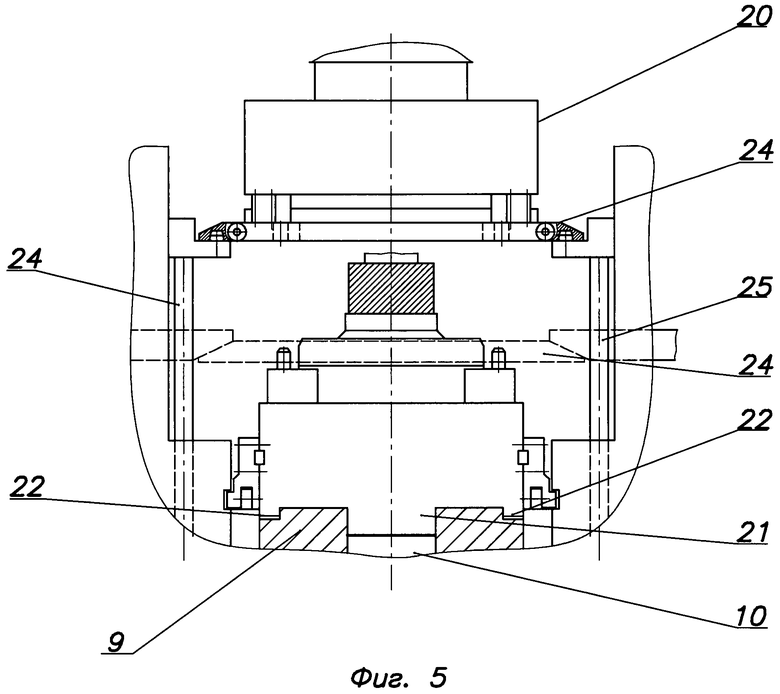
фиг.5 - затвор контейнеродержателя;
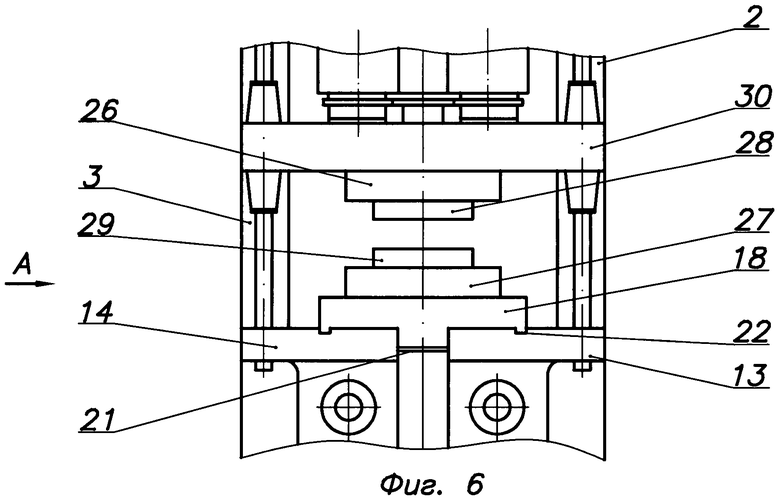
фиг.6 - штамповая оснастка;
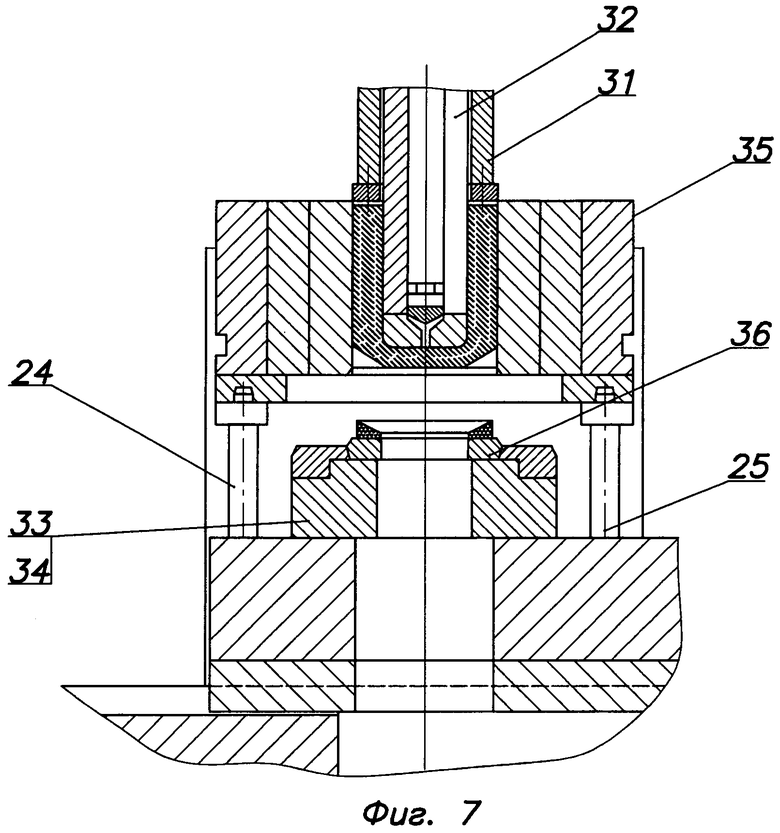
фиг.7 - подъемник контейнера.
Штамповочно-экструзионный гидравлический пресс содержит рамную станину 1, выполненную из пластинчатых С-образных скоб 2 и 3, головки которых соединены балками 4, 5 и скреплены стяжками 6 и 7, образуя соответственно верхние 8 и нижние 9 ригели.
Скобы 2 и 3 имеют удлиненные нижние головные части, которые при сборке образуют между собой проем 10 для размещения и удаления экструдированного изделия (не показано).
Нижние ригели 9 обеих рам пресса связаны между собой посредством продольных силовых стяжек 11 и 12, внешних проставок 13 и 14, закрепленных на крайних скобах ригелей 9, и внутренних проставок 15 (фиг.2), закрепленных на крайних внутренних скобах ригелей 9.
Термическая затяжка силовых стяжек 11 и 12 и шпоночные соединения 16 и 17 внешних и внутренних проставок 13, 14, 15 со скобами создают монолитное основание для восприятия силового потока от рабочего стола 18 пресса со штамповой оснасткой и равномерного нагружения станины пресса 1.
Для проведения экструдирования труб пресс снабжен вторым рабочим столом 19 (фиг.3), на котором размещается экструзионная оснастка 20.
Рабочие столы 18 и 19 пресса, предназначенные для штамповой и экструзионной оснастки (фиг.3), выполнены с центральными 21 и двумя боковыми продольными зубьями 22, размещенными с возможностью перемещения - центральный 21 - в проеме ригелей 10, а боковые 22 - в пазах, выполненных на ригелях 9 и проставках 13, 14 и 15.
Для проведения экструзии труб большого диаметра пресс оснащается лифтовым подъемником изделия 23 (фиг.4) с механическим приводом (не показан), затворами контейнеродержателя (фиг.5), выполненными в виде клиновых захватов 24 с гидроприводом и подъемником контейнера 25 (фиг.7) с гидроприводом (не показан).
Пресс работает следующим образом.
Для проведении штамповки в зону пресса задвигается рабочий стол 18 (фиг.6) со штамповой оснасткой, которая включает штамподержатели 26, 27 и штампы 28, 29. Отпускается подвижная поперечина до смыкания штамподержателей 26 и 27. Верхний штамповый инструмент крепится к подвижной поперечине 30. Далее поднимается подвижная поперечина 30 и на выдвинутый рабочий стол 18 устанавливаются горячие штампы 28 и 29. Стол 18 задвигается в пресс, штампы 28 и 29 крепятся к штамподержателям 26 и 27.
Штамповка на прессе ведется в обычном режиме: установка на нижний штамп 29 заготовки (не показана), ее смазка, нагружение пресса, штамповка, подъем подвижной поперечины 30, удаление отштампованной детали (не показана).
Для экструзии труб в пресс задвигается рабочий стол 19 с оснасткой 20 для экструзии (фиг.3). Верхняя часть оснастки, включающей прессштемпель 31 и иглу 32, крепится к подвижной поперечине 30. Стол 19 устанавливается на прошивную позицию.
Горячая заготовка 33 манипулятором устанавливается на проставку 34 (фиг.7). Контейнер 35 подъемником 25 опускается на заготовку 33 и закрывается затворами 24 контейнеродержателя. Ходом прессштемпеля 31 заготовка 33 расспресовывается. Затем игла 32 прошивает заготовку 33 с одновременным подъемом прессштемпеля 31. После прошивки разводятся затворы 24 контейнеродержателей и контейнер 35 совместно с прессштемпелем 31 и иглой 32 подъемником поднимается вверх. Далее рабочий стол 19 перемещается на позицию экструдирования. В этом случае матрица 36 с матрицедержателем и их опорой встают соосно с иглой 32 и прессштемпелем 31.
Контейнер 35 с иглой 32 и прессштемпелем 31 опускаются на матрицу 36. Закрываются затворы 24 контейнеродержателя. Совместным ходом подвижной поперечины 30 и прошивной системы идет процесс экструзии трубы.
После того как труба получена, из нее удаляется игла 32. Отводятся затворы 24 контейнеродержателя. Контейнер 35 поднимается и освобождает прессостаток. Стол 19 выходит из пресса и встает вне пресса на позицию извлечения трубы с помощью лифтового подъемника 23 кранового приспособления 37.
Таким образом, создание на базе мощного штамповочного пресса (усилие 800 МН) в его нижних ригелях проема для вывода экстудированной трубы большого диаметра и установка второго стола с экструзионной оснасткой позволят наряду со штамповкой крупногабаритных изделий получать экструзионные стальные трубы диметром до 1,2 м, длиной до 13 м.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2010 |
|
RU2443560C1 |
| ШТАМПОВОЧНО-ЭКСТРУЗИОННЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2012 |
|
RU2506164C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2010 |
|
RU2443561C1 |
| Вертикальный гидравлический пресс | 1991 |
|
SU1802798A3 |
| ШТАМПОВОЧНЫЙ ПРЕСС С УПРУГОЙ МАТРИЦЕЙ | 2017 |
|
RU2677446C1 |
| КОВОЧНЫЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕЦ БОЛЬШОГО ДИАМЕТРА | 2014 |
|
RU2592710C2 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1988 |
|
RU2006366C1 |
| Вертикальный гидравлический штамповочный пресс | 1977 |
|
SU792762A1 |
| ПРЕСС ГИДРАВЛИЧЕСКИЙ | 2010 |
|
RU2434750C1 |
| КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ДЕТАЛЕЙ, В ТОМ ЧИСЛЕ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ МЕТОДОМ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1996 |
|
RU2093300C1 |

Изобретение относится к обработке металлов давлением, в частности к гидравлическим прессам, обеспечивающим наряду со штамповкой экструдирование труб. Пресс содержит станину рамного типа, выполненную из пластинчатых С-образных скоб. Головки скоб скреплены балками и стяжками с образованием верхних и нижних ригелей. На верхних ригелях, оснащенных соединительной балкой, расположены рабочие гидроцилиндры. На соединительной балке установлен прошивной гидроцилиндр. Нижние ригели выполнены с центральным вертикальным проемом и снабжены внешними и внутренними проставками. Упомянутые проставки закреплены на крайних С-образных скобах и совместно стянуты силовыми стяжками. Пресс оснащен двумя подвижными столами, один из которых предназначен для штамповой оснастки, а второй - для экструзионной оснастки. В результате обеспечивается расширение технологических возможностей пресса. 5 з.п. ф-лы, 7 ил.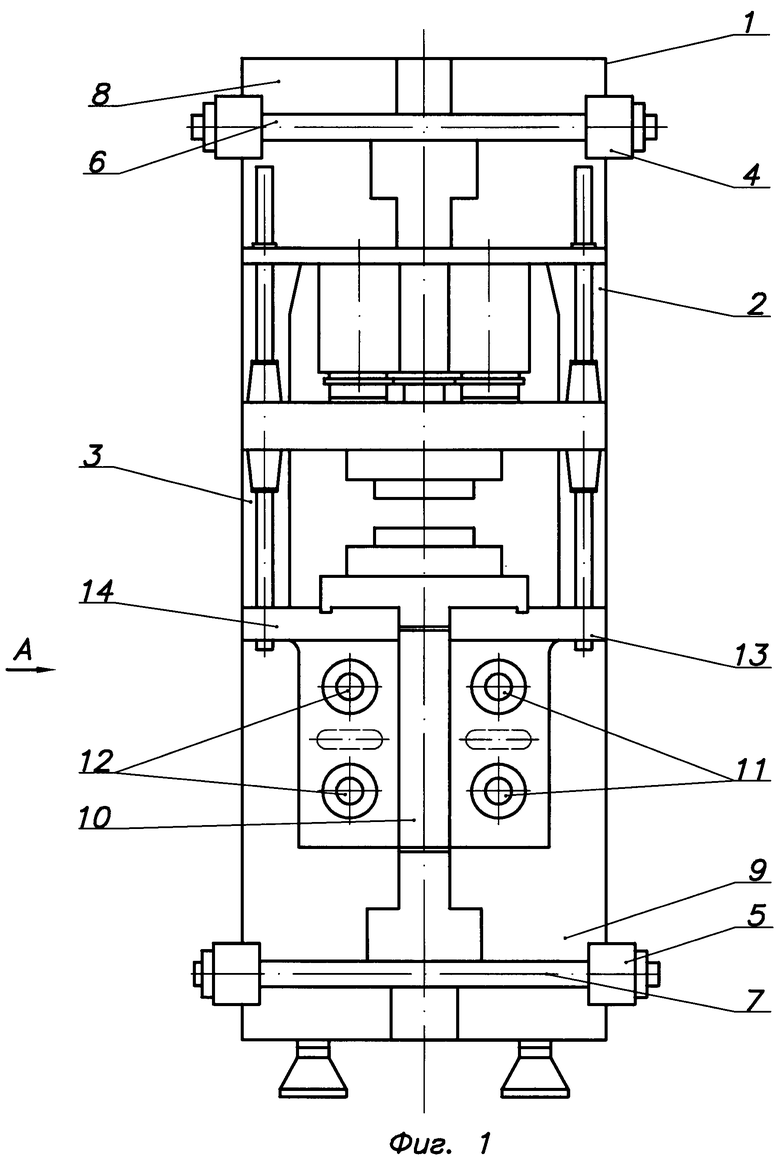
1. Штамповочно-экструзионный гидравлический пресс, содержащий станину, рабочие гидроцилиндры и рабочий стол со штамповой оснасткой, установленный с возможностью перемещения, отличающийся тем, что он снабжен прошивным гидроцилиндром, станина выполнена рамного типа из пластинчатых С-образных скоб, головки которых скреплены балками и стяжками с образованием верхних и нижних ригелей, рабочие гидроцилиндры установлены на верхних ригелях, снабженных соединительной балкой, прошивной гидроцилиндр установлен на упомянутой соединительной балке верхних ригелей, а нижние ригели выполнены с центральным вертикальным проемом и снабжены внешними и внутренними проставками, закрепленными на крайних С-образных скобах, и совместно стянуты силовыми стяжками.
2. Пресс по п.1, отличающийся тем, что он снабжен вторым столом с размещенной на нем экструзионной оснасткой, установленным на нижних ригелях и внутренних проставках с возможностью перемещения в сторону, противоположную рабочему столу со штамповой оснасткой.
3. Пресс по п.2, отличающийся тем, что столы для штамповой и экструзионной оснастки снабжены расположенными на опорных поверхностях центральным и двумя боковыми зубьями, размещенными с возможностью перемещения соответственно в центральном проеме ригелей и в пазах, выполненных на ригелях и проставках между ригелями.
4. Пресс по п.1, отличающийся тем, что он снабжен лифтовым подъемником изделий с механическим приводом, установленным вне пресса на оси перемещения стола с экструзионной оснасткой.
5. Пресс по п.1, отличающийся тем, что он снабжен затворами контейнеродержателя, выполненными в виде клиновых захватов с гидроприводом.
6. Пресс по п.1, отличающийся тем, что он снабжен подъемником контейнера с гидроприводом подъема.
| Вертикальный гидравлический пресс | 1991 |
|
SU1802798A3 |
| Гидравлический пресс | 1983 |
|
SU1101364A1 |
| Устройство для подачи сменного инструмента к вертикальному гидравлическому прессу | 1973 |
|
SU490693A1 |
| RU 2055738 С1, 10.03.1996 | |||
| US 6128987 А, 10.10.2000 | |||
| US 3545372 А, 18.06.1968. | |||

