Изобретение относится к авиастроению, в частности к конструкции герметичных и высокоресурсных болтовых и болтзаклепочных соединений летательных аппаратов.
Известны потайные болтовые и болтзаклепочные соединения, позволяющие обеспечить высокую долговечность и герметичность путем создания радиального натяга 0,6-1,2% между стержнем крепежного элемента и отверстием в металлическом пакете.
Герметичность таких соединений без дополнительных средств герметизации гарантируется при наличии толщины перемычки не менее 3 мм (расстояние между основанием потайного гнезда и кромкой обшивки), что на практике не всегда приемлемо из-за завышения толщины обшивок и веса конструкции в целом. Кроме того, большой объем потайных болтовых и болт-заклепочных соединений в самолетных конструкциях устанавливается в отверстия с зазором, что вызывает необходимость в обеспечении герметичности лишь за счет контакта потайной головки крепежного элемента с гнездом.
Известно болтовое соединение деталей, содержащее установленный в отверстии пакета деталей болт с потайной головкой.
Боковая поверхность головки болта выполнена сферической, а гнездо под нее - коническим.
Недостатком этой конструкции является то, что для внедрения головки болта в зенкованную поверхность гнезда пакета требуется приложение больших усилий из-за увеличенной площади внедряемой поверхности.
Наиболее близкой по технической сущности к изобретению является соединительное устройство, содержащее болт с потайной конической головкой, на конической поверхности которой выполнены кольцевая канавка, заполненная герметизирующим составом, и конический кольцевой выступ.
Болт установлен с натягом в отверстие пакета деталей с коническим гнездом под головку. Поперечное сечение выступа на головке представляет собой трапецию, ширина выступа составляет (0,25-0,3)d, высота - (0,05-0,06)d, где d - диаметр стержня болта.
Недостатком данного крепежного соединения является то, что при заданной конфигурации и размерах выступа для его внедрения в поверхность конического гнезда пакета требуется приложить большие усилия. Площадь боковой поверхности кольцевого выступа будет равна произведению длины наружного контура трапеции на длину окружности большого радиуса кольцевого выступа. Этот радиус R будет равен расстоянию от продольной оси головки до середины нижнего основания трапеции. Таким образом площадь боковой поверхности кольцевого выступа будет равна Sвыст= lтрап. ˙ π R.
Усилие запрессовки выступа в гнездо пакета будет равно Рз = q ˙ Sвыст. Величина q в случае внедрения конуса в тело будет равна (2,5-3) σ0,2 [4] , где σ0,2 - условный предел текучести материала пакета (в данном случае внедряется не конус, а плоское тело, поэтому величина q будет в 2-3 раза выше).
Расчет показывает, что в случае использования наиболее перспективных и широко применяемых в авиастроении болтов из титанового сплава ВТ16 с σВ = 105-120 кгс/мм2 и пакетов из алюминиевого сплава Д16Т с σ0,2 = 34 кгс/мм2 величина q будет равна 204 кгс/мм2. Для болтов диаметром 5 мм Sвыст. = 26,4 мм2, а усилие запрессовки Рз = 5380 кгс. Величина расчетного разрушающего усилия Ррр для болтов диаметром 5 из титанового сплава ВТ16, равна 1110 кгс, т. е. в 5 раз меньше. В этом случае при запрессовке выступа в гнездо на всю свою высоту в головке болта неизбежно будут возникать трещины. Если же выступ будет запрессован не на полную высоту, то не будет обеспечиваться полное прилегание головки болта к пакету. В этом случае, как показали результаты экспериментальных исследований долговечность болтового соединения снижается в 3 раза. Таким образом практическое использование известного крепежного соединения не представляется возможным.
Целью изобретения является снижение усилий запрессовки выступа в поверхность конического гнезда отверстия пакета деталей, а также повышение долговечности образованного болтового соединения.
Другой целью изобретения является повышение технологичности изготовления болта методом холодной высадки.
Для достижения поставленной цели в известном болтовом соединении, содержащем болт с конической потайной головкой и кольцевым выступом на конической поверхности последней, установленный с натягом в отверстие пакета деталей с коническим гнездом под головку, выступ выполнен с поперечным сечением в виде сегмента с радиусом, равным (0,036-0,06)d, и высотой (0,018-0,03)d, где d - номинальный диаметр болта.
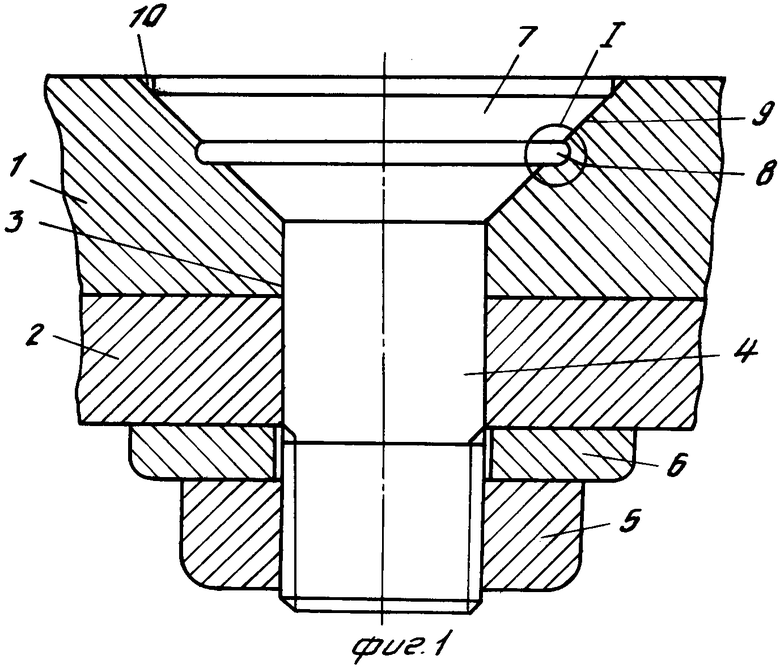
Кроме того, для повышения технологичности изготовления болта методом холодной высадки выступ может быть выполнен в виде сегмента, усеченного хордой, расположенной к оси головки болта под углом, равным от 0 до 10о.
Выполнение выступа с поперечным сечением в виде сегмента с заданными размерами обеспечивает снижение усилия запрессовки выступа в поверхность раззенкованного на конус гнезда отверстия пакета и внедрение выступа на всю его высоту, что способствует полному прилеганию головки к конусной поверхности отверстия пакета и обеспечивает долговечность и качество болтового соединения.
При выполнении формы поперечного сечения выступа в виде сегмента, усеченного хордой, параллельно оси головки или под углом к ней до 10о, стойкость инструмента при высадке болтов практически не отличается от соответствующей стойкости для болтов с головками без выступа, а более острая форма вершины выступа снижает усилия, необходимые для внедрения его в конусную поверхность гнезда под головку.
Выполнение выступа с высотой менее 0,018d и радиусом менее 0,036d не обеспечивает герметичности болтового соединения при неблагоприятном сочетании полей допусков угла конуса потайной головки болта и конической поверхности зенкованного гнезда. Например, в случае, когда угол конуса головки болта выполнен с максимальным минусовым допуском -1о, а конус гнезда - с максимальным плюсовым допуском +30', то на части длины окружности контакта внедрение выступа в поверхность гнезда будет происходить на небольшую глубину до 0,02 мм, что не обеспечивает герметичность соединения.
При выполнении выступа с высотой более 0,03d и радиусом более 0,06d для его полной запрессовки в поверхность гнезда требуется приложение усилий, превышающих расчетные разрушающие, вследствие чего возможно возникновение трещин на головке болта.
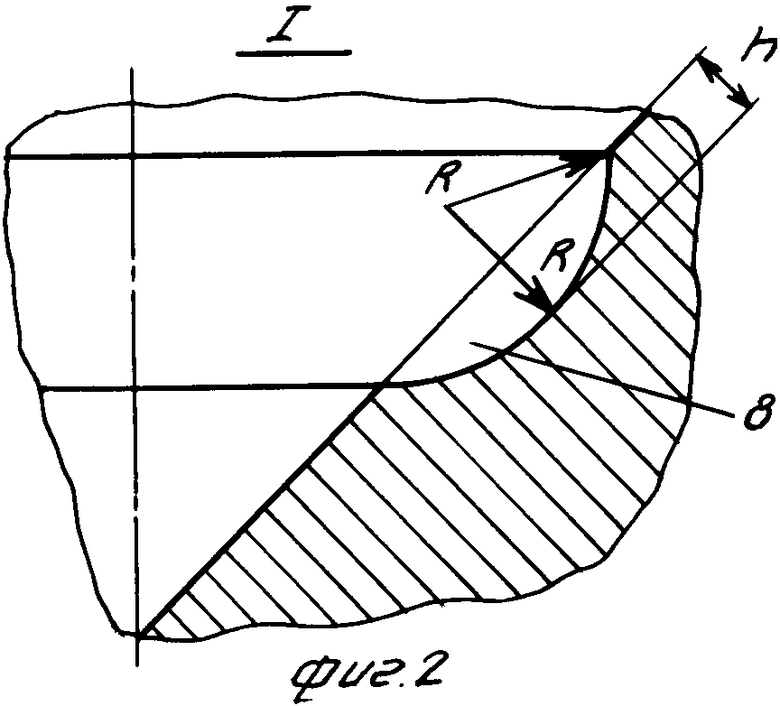
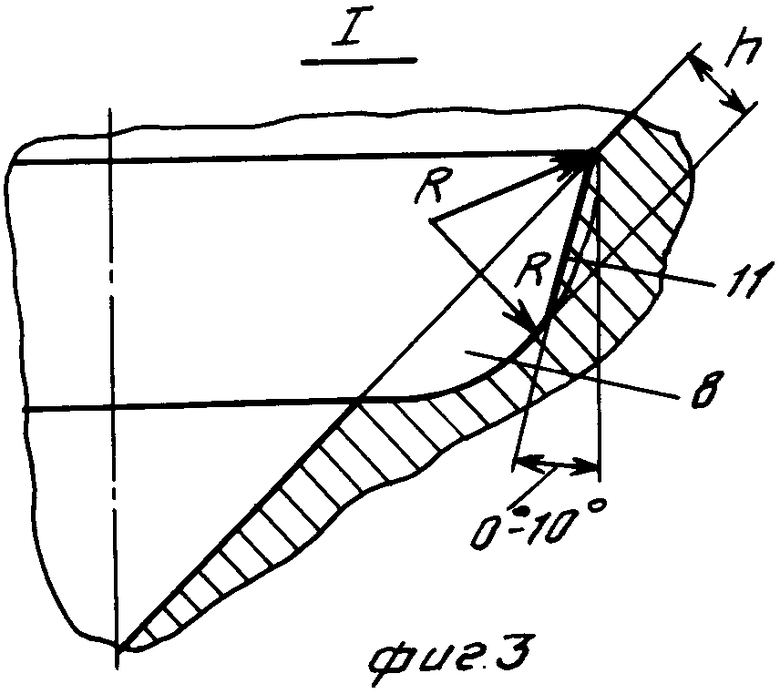
На фиг. 1 изображено болтовое соединение, общий вид; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - то же, вариант.
Болтовое соединение содержит пакет соединяющих деталей 1, 2 с отверстием 3, болт 4, гайку 5 и шайбу 6. Болт 4 имеет потайную коническую головку 7 с кольцевым выступом 8 на конической поверхности 9 головки 7 и установлен с натягом в отверстие 3 с раззенкованным на конус гнездом 10 под головку 7. Выступ 8 имеет поперечное сечение в виде сегмента с радиусом R = = (0,026-0,06)d и высотой h = (0,018-0,03)d, где d - номинальный диаметр стержня болта. Выступ 8 может также быть выполнен с поперечным сечением в виде сегмента усеченного хордой 11, параллельной оси головки 7 болта 4 (фиг. 3) или под углом до 10о к ней. Выступ 8 расположен на расстоянии 0,45. . . 0,55 высоты головки 7 болта 4 от ее нижнего основания.
В процессе установки болта 4 в отверстие 3 методом запрессовки, затягивания или ударным способом происходит вдавливание кольцевого выступа в материал детали, твердость которой меньше твердости материала болта. Полученная экспериментально величина усилия запрессовки Рзкольцевого выступа при постановке болтов по ОСТ 1 31041-79 диаметром 5 мм, выполненных с выступом, равна 646-652 кгс, что ниже нормативного расчетного разрушающего усилия ррр. У болтов диаметром 6 и 8 мм Рзсоответственно равны 700-796 кгс и 2430-2350 кгс, а величины Ррр равны соответственно 1580 и 2850 кгс.
Таким образом использование предлагаемой конструкции повышает долговечность и качество болтового соединения, а также его герметичность за счет снижения усилия запрессовки выступа в поверхность конического гнезда, отверстия пакета соединяемых деталей.
Изобретение можно использовать также в потайном болт-заклепочном соединении. (56) Абибов и др. Технология самолетостроения. М. : Машиностроение, 1982, с. 356-358.
Авторское свидетельство СССР N 1448128, кл. F 16 B 5/02, 1987.
Авторское свидетельство СССР N 649894, кл. F 16 B 35/04, 1979.
Островский В. П. Справочник конструктора по холодной штамповке. М. : Госнаучтехиздат, 1957.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ герметизации крепежного соединения | 1991 |
|
SU1834996A3 |
| КРЕПЕЖНОЕ СОЕДИНЕНИЕ | 2011 |
|
RU2485363C1 |
| Потайная заклепка | 1992 |
|
SU1838676A3 |
| Соединение деталей | 1987 |
|
SU1448128A1 |
| ЗАКЛЕПКА И ИНСТРУМЕНТ ДЛЯ ЕЕ ПОСТАНОВКИ | 1991 |
|
RU2006691C1 |
| Способ получения соединения деталей | 1990 |
|
SU1742535A1 |
| КРЕПЕЖНОЕ СРЕДСТВО ДЛЯ ЗАПРЕССОВКИ КРЕПЕЖНЫХ ЭЛЕМЕНТОВ В СОЕДИНЕНИЯХ С РАДИАЛЬНЫМ НАТЯГОМ | 2012 |
|
RU2504700C1 |
| Способ получения соединения деталей | 1991 |
|
SU1812347A1 |
| СПОСОБ СБОРКИ БОЛТОВЫХ СОЕДИНЕНИЙ СИЛОВЫХ КОНСТРУКЦИЙ ЛЕТАТЕЛЬНЫХ АППАРАТОВ | 2016 |
|
RU2635304C1 |
| ЗАКЛЕПКА | 1989 |
|
RU2054584C1 |
Использование: в авиастроении в конструкциях герметичных и высокорежущих болтовых и болтзаклепочных соединений летательных аппаратов. Сущность изобретения: болтовое соединение содержит болт с конической потайной головкой, установленный с натягом в отверстие пакета деталей с коническим гнездом под головку болта. Болт выполнен из материала с твердостью большей, чем твердость материала деталей. На конической поверхности головки болта выполнен кольцевой выступ с поперечным сечением в виде сегмента. Сегмент имеет радиус R = (0,036 - 0,06) d и высоту h = (0,018 - 0,3) d, где d - номинальный диаметр стержня болта. Сегмент может быть выполнен усеченным хордой, расположенной под углом 0 - 10к оси головки болта. Устройство позволяет снизить усилие запрессовки выступа в поверхность конического гнезда и обеспечить плотное прилегание головки болта к поверхности гнезда. 1 з. п. ф-лы, 3 ил.
