да
00
to
00
Изобретение относится к машиностроению, а именно к высокоресурсным болтовым соединениям деталей.
Цель изобретения - повышение циклической долговечности, коррозионной стойкое- ти и герметичности соединения деталей.
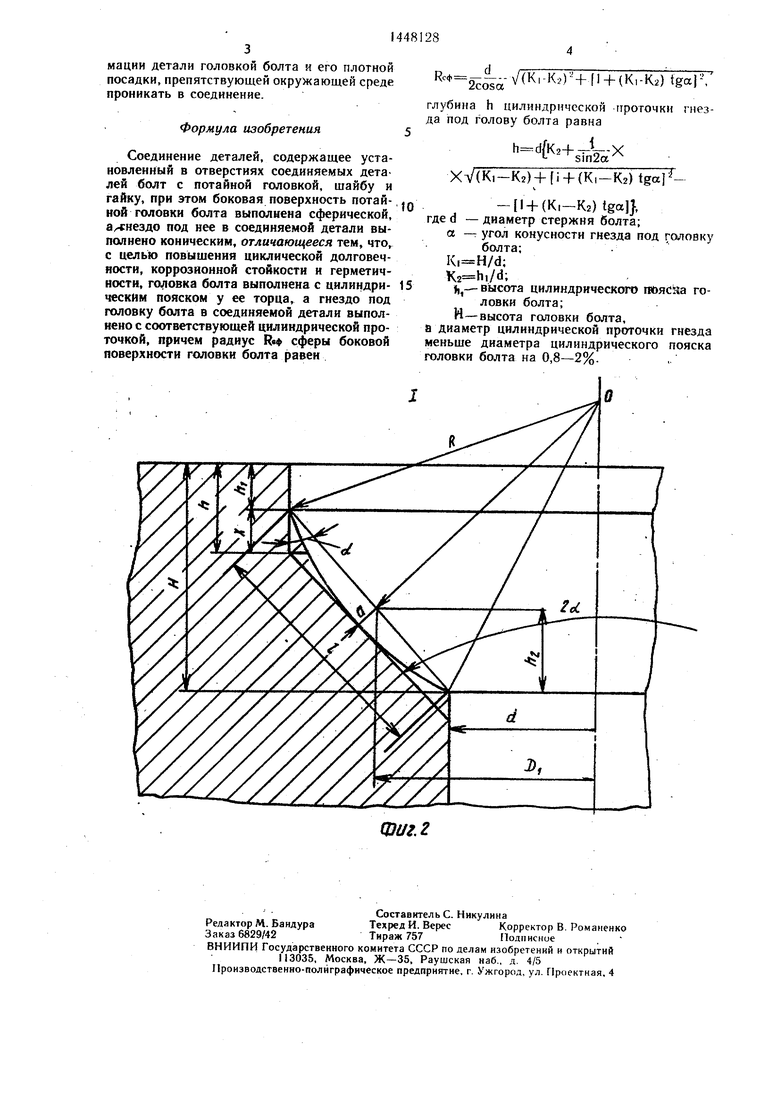
На фиг. I изображено соединение Яета- лей; на фиг. 2 - узел 1 на фиг. 1.
Соединение деталей содержит соединяемых детали 1 и 2, болт 3, установленный в отверстиях деталей, гайку 4 и шайбу 5. Болт выполнен с потайной головкой 6, имеющей цилиндрический поясок 7 у ее торца и сферическую боковую поверхность 8. Гнездо 9 под потайную головку болта в соединяемой детали 1 выполнено-коническим с цилиндри- ческой проточкой 10.
Радиус Ксф сферы боковой поверхности головки болта равен
(К1-Кг)+(1Ч-{К1-К2)1да1
а глубина h цилиндрической проточки гнезда под головку болта равна .
,х
XV(K.-K2)4{l + Ki-K2)tgarR 2- - V(K,-K2)4fl + (K,-K2)tgar;
,-fx; a R-OA, sma
где X
разность между глубиной цилиндрической проточки гнезда и высотой цилиндрического пояска головки; а - высота сегмента, образованного боковой поверхностью головки болта.
()g«
Ж -2Го1а- + ()
,-f-J-Js --X sina t2cosa
XV(Ki-K2)4{l + (K,-K2) tgap- + K,-K2)tg«l;
X
X{V(K.-K2)4(H-(K,-K2) (l-f(K,-K2)l tga}J;
4K2+rrLx
| название | год | авторы | номер документа |
|---|---|---|---|
| КРЕПЕЖНОЕ СОЕДИНЕНИЕ | 2011 |
|
RU2485363C1 |
| БОЛТОВОЕ СОЕДИНЕНИЕ | 1992 |
|
RU2006690C1 |
| СПОСОБ ВЫПОЛНЕНИЯ ВЫСОКОРЕСУРСНЫХ СОЕДИНЕНИЙ СТЕРЖНЕВЫМИ ЗАКЛЕПКАМИ | 1998 |
|
RU2138359C1 |
| Способ клепки | 1990 |
|
SU1766571A1 |
| Способ получения соединения деталей | 1990 |
|
SU1742535A1 |
| Болтовое соединение деталей | 1987 |
|
SU1418525A1 |
| КЛЕПАЛЬНАЯ УСТАНОВКА | 1998 |
|
RU2136430C1 |
| Соединение деталей | 1990 |
|
SU1735624A1 |
| Соединение деталей | 1987 |
|
SU1418524A1 |
| Заклепка потайная | 1977 |
|
SU661168A1 |
Изобретение относится к машиностроению, к высокоресурсным болтовым соединениям- деталей. Цель изобретения - повышение циклической долговечности, коррозионной стойкости н герметичности соединения деталей. Соединение содержит детали I и 2, установленный в их отверстиях болт 3 с гай- Кой 4 и шайбой 5. Болт выполнен с потайной головкой 6, имеющей цилиндрический поясок 7 у ее торца и сферическую боковую поверхность 8. Гнездо 9 под головку болта 3 в соединяемой детали выполнено коническим с цилиндрической проточкой 10. При затяжке гайки поверхность цилиндрического пояска головки упругопластически упрочняется и создает радиальный натяг на поверхности цилиндрической проточки гнезда в соединяемой детали. Сферическая поверхность головки болта 3 деформирует и уплотняет коническую поверхность гнезда 9 под головку болта. 2 ил.
-n+3(K.-K2)tgaJ}; гдed - диаметр стержня болта;
а - угол конусности гнезда под гаповку
болта;
hi - высота цилиндрического пояска головки болта;
Н - высота головки болта; ,/d.
Высота цилиндрического пояска головки болта равна 0,5-1 мм в зависимости от диаметра болта, а ее диаметр больше диаметра цилиндрической проточки гнезда под головку болта в соедиияемой детали на- 0.8-2%.
На фиг. 2 представлена схема, иллю- стрирующая изложеиный ниже вывод формул для расчета радиуса сферы боковой поверхности головки болта и глубины цилиндрической проточки гнезда под головку.
Н-hi
Di
ЮАЧ(1/2)
где I - длина хорды боковой сферической
поверхности головки болта; DI - диаметр, на котором расположена
точка середины хорды.
D,---d+2h2 tga; h2(H-hi); D: d+(H-h,) tga;
,(,
- 2L.
0
0
5
Q
5
X(VK.-K2)4|H-(K2-K2) tgal
-|H-(K,-K2)ltga).
Сборка соединения деталей осуществляется следующим образом.
При приложений крутящего момента к гайке и одновременном удерживании болта от проворачивания отверткой вставленной в шлиц на головке {шЛиц условно не ро- каза Н), происходит посадка цилиндрического пояска головки болта в проточку детали и его осевое перемещение до соприкосновения сферической части головки болта с конической поверхностью зенкованной части отверстия и последующим обжатием сопрягаемых поверхностей с созданием гарантированного уплотнения. Боковая поверхность цилиндрического пояска упругоплвстнчески упрочняется и создает радиальный натяг на поверхности цилиндрической проточки гнезда в соединяемой детали.
Сферическая форма головки болта и коническая форма -зенкованной части 01Я9ерстия позволяет локализовать деформации сопрягаемых деталей и создать высокие контактные давления, обеспечивающие герметичность соединения.
Диаметр цилиндрического пояска головки болта больше соответствующего исходного диаметра цилиндрической проточки гнездд под нее, за счет чего возникают упруго- пластические деформации, в соединяемой детали и, как следствие этого, высокие контактные давления, обеспечивающие герметичность соединения,
Сопротивление коррозии устройства достигается за счет упругопластической деформации детали головкой болта и его плотной посадки, препятствующей окружающей среде проникать в соединение.
Формула изобретения
Соединение деталей, содержащее установленный в отверстиях соединяемых деталей болт с потайной головкой, шайбу и гайку, при этом боковая поверхность потайной головки болта выполнена сферической, а неэдо под нее в соединяемой детали выполнено коническим, отличающееся тем, что, с целью повышения циклической долговечности, коррозионной стойкости и герметичности, головка болта выполнена с цилиндрн- ческим пояском у ее торца, а гнездо под головку болта в соединяемой детали выполнено с соответствующей цилиндрической проточкой, причем радиус П«Ф сферы боковой поверхности головки болта равен
- V(K,-K)4fl + (K,-K.)tgar ,
глубина h цилиндрической проточки гнезда под голову болта равна
+ slnWx
XV(K.K2)-f (i + (K,-K2) tga - -IH-(K,-K2), где d - диаметр стержня болта;
а - угол конусности гнезда под головку
болта; K2 hi/d;
,,- BbicoTa цилиндрического пюяска головки болта;
И-высота головки болта, а диаметр цилиндрической проточки гнезда меньше диаметра цилиндрического пояска головки болта на 0,8-2%.
| Патент США № 4111580, кл | |||
| Устройство для выпрямления опрокинувшихся на бок и затонувших у берега судов | 1922 |
|
SU85A1 |
| Патент США № 3512446, кл | |||
| Устройство для выпрямления опрокинувшихся на бок и затонувших у берега судов | 1922 |
|
SU85A1 |
