Изобретение относится к деревообработке, в частности, к многошпиндельному фрезерному оборудованию, применяемому для последующей обработки бруса с трех боковых сторон, когда брус поступает под обработку с обработанной по-чистовому одной из образующих и выполненной фрезерованием в смежной с ней образующей четверти.
Известен фрезерный станок для фасонной обработки деревянных брусчатых заготовок по авторскому свидетельству СССР N 677916, содержащий станину с вертикальными фрезерными головками, поворотными в горизонтальной плоскости с механизмом настройки фрез на размер обрабатываемой детали, прижимы, сменные копиры и упоры на конвейере.
Недостатком известного станка является сложность конструкции, вызванная спецификой предназначения станка, применяемого для изготовления сложных криволинейных поверхностей на изделиях, например, спиц в ободе колеса.
Известен также еще один станок для фрезерной обработки заготовок со сложным криволинейным контуром, содержащий станину с загрузочным устройством, механизмом зажима, копир и вертикальные фрезерные головки с копирующими роликами (авторское свидетельство СССР N 1630884).
Недостатком станка является также сложность конструкции прежде всего из-за наличия пневмораспределителя, управляющего механизмами зажима и загрузки, и ограниченные технологические возможности, что вызвано спецификой предназначения станка.
Наиболее близким по технической сущности и достигаемому результату является многошпиндельный фрезерный станок по авторскому свидетельству СССР N 216228), который содержит пару размещенных на станине вертикальных фрезерных головок и одну установленную на направляющих вертикальной горизонтальную фрезерную головку, транспортное устройство с полотном подачи изделий. Данный станок предназначен для многосторонней обработки опор линий электропередач, в частности, для выполнения пролысок и бандажных углублений. Недостатком станка является сложность кинематики привода головок, которые работают попарно, и узкая область применения, что вызвано спецификой использования станка.
Целью изобретения является создание достаточно простого по конструкции станка, пригодного для решения относительно узких специфических задач: одновременной многошпиндельной обработки фрезами, в том числе и профильными фрезами, квадратного брусса с трех сторон, что является одной из фаз цикла производства бруса, применяемого для сборки жилых домов. Для этого в известном станке транспортное устройство выполнено в виде пары подающих вальцов и неподвижного рабочего стола, полотно подачи которого имеет продольный желоб с приводными роликами внутри, а желоб имеет базирующие элементы под изделие. Один из базирующих элементов выполнен в виде продольной планки, установленной сбоку от приводных роликов в желобе, а вторым базирующим элементом является наружная поверхность приводных роликов, выполненная с соответствующим классом обработки по чистоте. При этом вальцы размещены над желобом, а вертикальные фрезерные головки установлены с разных сторон от желоба, и вертикальные и горизонтальная головки выполнены неподвижными, размещены последовательно вдоль желоба и имеют возможность регулировки положения относительно желоба. Кроме того, на каждом из торцев станка установлены дополнительные "поддерживающие" ролики, объединенные в блоки, причем ролики расположены соосно полотну подачи. Помимо этого, станок имеет блок управления и комплект датчиков для управления работой фрезерных головок, датчики размещены попарно на соответствующих позициях обработки и электрически связаны с блоком управления.
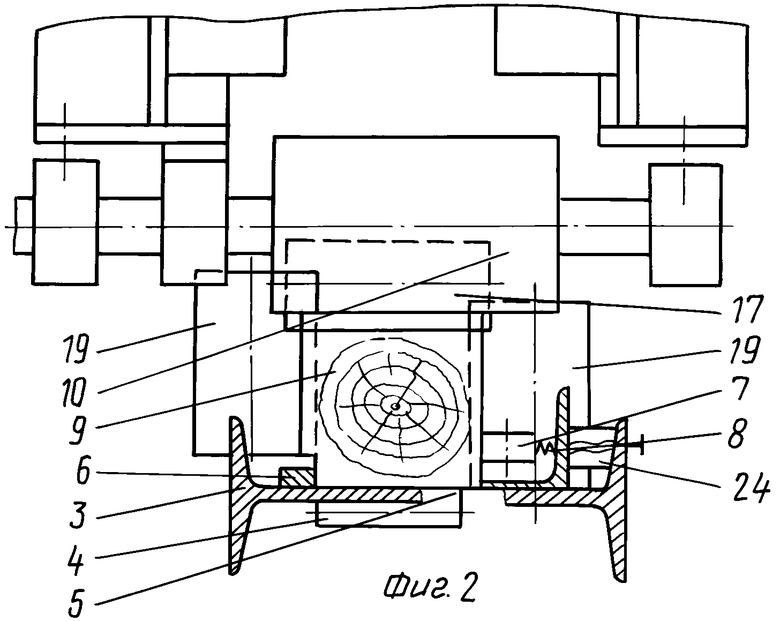
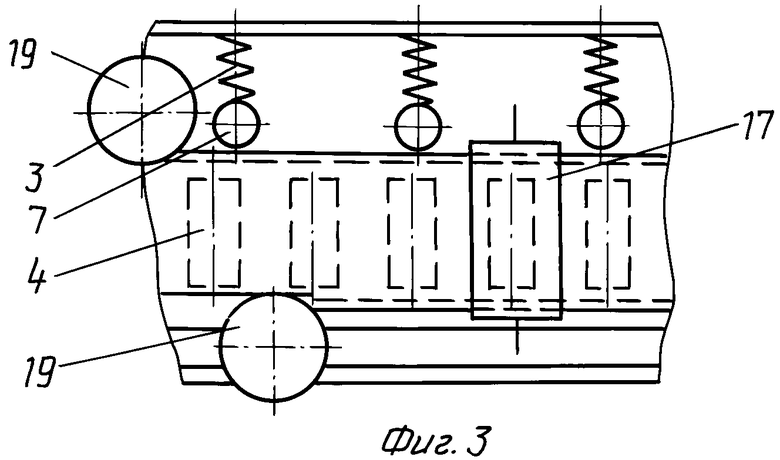
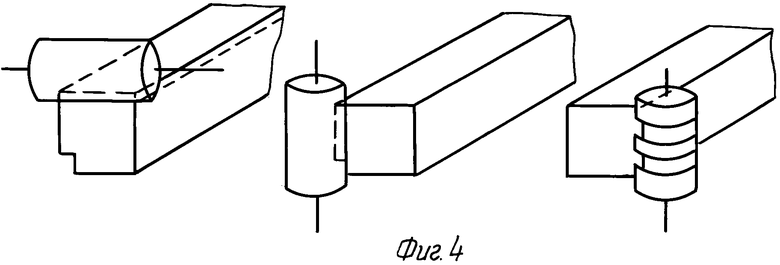
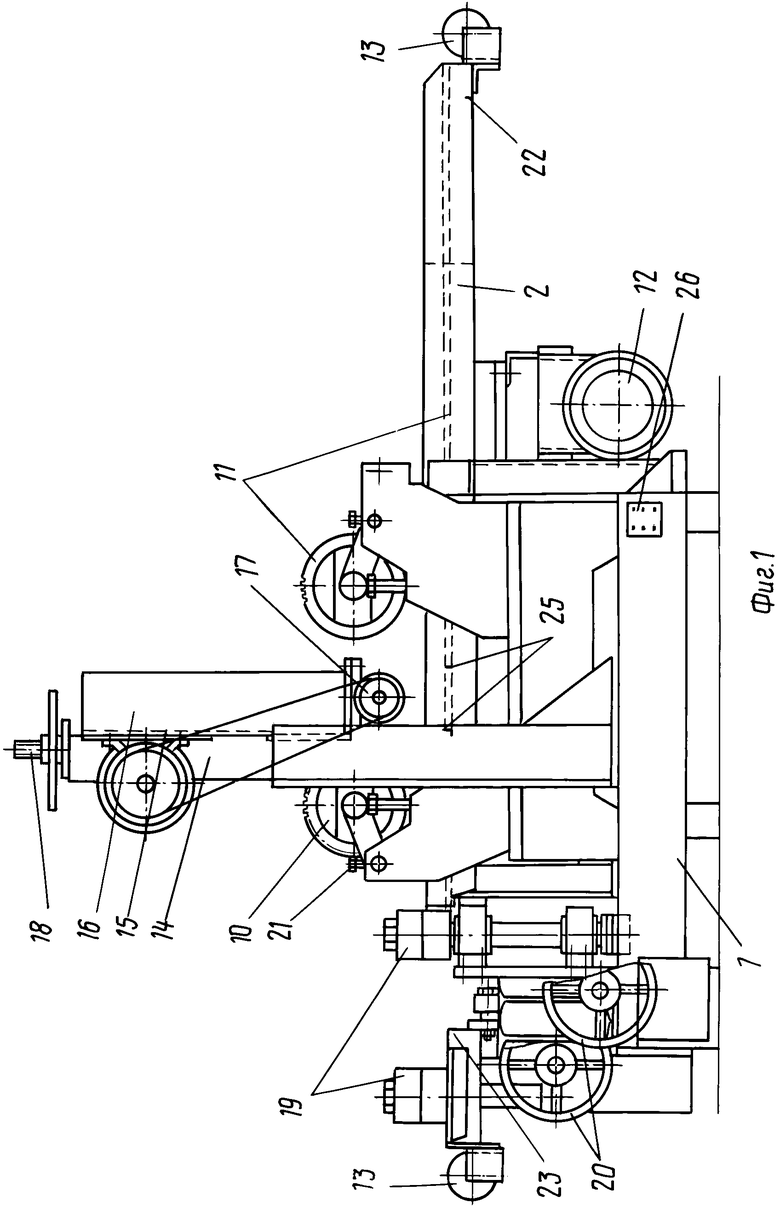
Изобретение поясняется чертежами, где на фиг. 1 изображен общий вид станка; на фиг. 2 - разрез полотна подачи с видом на все фрезерные головки; на фиг. 3 - вид сверху на фрезерные головки; на фиг. 4 - принцип обработки образующих поверхностей бруса.
Многошпиндельный фрезерный станок состоит из станины 1, на которой расположен рабочий стол 2, выполненный с полотном подачи в виде продольного желоба 3, несущего приводные ролики 4 и базирующие элементы 5 под изделие. Конфигурация базирующих элементов 5 может быть различной и иметь вид, например, боковой продольной планки 6 под отфрезерованную четверть на изделии и наружной поверхности приводных роликов 4. С другой стороны брус поддерживается прижимными роликами 7, ось которых перпендикулярно плоскости желоба 3. Прижимные ролики 7 нагружены пружинами 8 для поддержки бруса в процессе обработки и исключения дополнительной жесткой фиксации по толщине бруса 9. Над желобом 3 на станине 1 смонтированы подающие вальцы 10. Рабочий стол 2 с желобом 3 и подающие вальцы 10 составляют транспортное устройство 11, имеющее механизм подачи 12 бруса. Рабочий стол 2 с двух торцев, между которыми проходит желоб 3, имеет комплект дополнительных поддерживающих роликов 13, блок каждого из которых закреплен консольно на одном из торцев. В средней части станины 1 закреплена вертикальная колонна 14, которая имеет направляющие 15 для суппорта 16 с горизонтальной фрезерной головкой 17, которая может осуществлять наладочные перемещения по высоте посредством узла регулировки 18. За головкой 17 установлены с двух разных сторон от желоба 3 вертикальные фрезерные головки 19, также имеющие возможность поперечной регулировки от соответствующих узлов 20 для настройки на определенную толщину бруса 9 и имеющие возможность в зависимости от набора фрез давать соответствующий профиль обработки. Головки 17 и 19 расположены последовательно вдоль желоба 3 и имеют привод в виде ременной передачи. А подающие вальцы 10 имеют привод в виде цепной передачи и имеют возможность регулировки с помощью узлов 21. Поступление бруса 9 производится на позицию загрузки 22, а после обработки брус останавливается на позиции выгрузки 23. Прижимные ролики 7 также имеют возможность регулировки усилия прижима с помощью узлов 24. На рабочих позициях попарно до и после расположения фрезерных головок 17 и 19 размещены датчики 25, которые управляют работой фрезерных головок (например, концевые выключатели, каждый из которых дает сигнал в блок управления 26 и включает в работу соответствующие фрезерные головки).
Станок работает следующим образом. На позицию загрузки 22 без переориентации поступает брус 9 с предыдущей операции с обработанной по-чистовому нижней образующей и отфрезерованной базовой четвертью в смежной с ней образующей. Происходит базирование бруса 9 по планке 6 и установка на наружной поверхности приводных роликов 4 с поджимом прижимными роликами 7 с противоположной от планки 6 стороны. Далее включаются в работу механизм подачи бруса 12 и фрезерные головки 17 и 19 (по сигналу от датчиков или без датчиков соответствующим механизмом блокировки, который на чертеже не показан). Вальцами 10 и приводными роликами 4 брус 9 подается к позиции выгрузки 23, проходя чистовую обработку головками 17 и 19 с трех сторон, в т. ч. и со стороны отфрезерованной базовой четверти. При поступлении бруса 9 на позицию выгрузки 23 обработка заканчивается и далее брус поступает на рольганг (на чертеже не показан) или кантователями передается в накопитель в зависимости от дальнейшего технологического цикла (кантователи также не показаны на чертеже).
Одним из достоинств станка является отсутствие жесткой фиксации бруса во время обработки, за исключением вальцов 10 и приводных роликов 4, а обеспечение поддержки бруса прижимными роликами 7 с базированием его по продольной планке 6, что дает возможность не усугублять дефекты естественного роста и предварительной обработки бруса (например, сушки) и значительно повышает процент использования бруса в обработке за счет расширения пределов допусков по кривизне и иным параметрам. (56) Авторское свидетельство СССР N 677916, кл. B 27 C 5/00, 1978.
Авторское свидетельство СССР N 1630884, кл. B 27 C 5/00, 1988.
Авторское свидетельство СССР N 216228, кл. B 27 C 5/00, 1966.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2010698C1 |
| ШИПОРЕЗНЫЙ ДВУСТОРОННИЙ СТАНОК | 1992 |
|
RU2007293C1 |
| СПОСОБ ОБРАБОТКИ БРУСА | 1992 |
|
RU2007291C1 |
| КРОМКОФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ СТАНОК | 2023 |
|
RU2819729C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОБРЕЗНЫХ ПИЛОМАТЕРИАЛОВ ИЗ ГОРБЫЛЯ И СТАНОК ДЛЯ ЕГО РЕАЛИЗАЦИИ (ВАРИАНТЫ) | 2006 |
|
RU2313446C2 |
| СТАНОК ГОРИЗОНТАЛЬНЫЙ ФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ | 2011 |
|
RU2465104C1 |
| ДОЗАТОР | 1992 |
|
RU2008618C1 |
| СТРОГАЛЬНО-ПИЛЬНЫЙ СТАНОК | 1992 |
|
RU2050263C1 |
| СТАНОК ФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ | 2011 |
|
RU2461450C1 |
| ПРОДОЛЬНО-ФРЕЗЕРНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2011 |
|
RU2471613C1 |
Использование: в деревообработке для обработки бруса с трех боковых сторон, когда брус поступает под обработку с обработанной по-чистовому одной из образующих и выполненной фрезерованием в смежной с ней образующей четверти, на многошпиндельном фрезерном оборудовании. Сущность изобретения: многошпиндельный станок содержит станину, на которой расположен рабочий стол, выполненный с полотном подачи в виде продольного желоба. Желоб снабжен базирующими элементами, одним из которых являются приводные ролики, а другим - продольная планка, установленная со смещением относительно рабочей поверхности приводных роликов. Над желобом на станине смонтированы вальцы. Пара вертикальных и одна горизонтальная головки размещены на станине. Горизонтальная головка закреплена в направляющих вертикальной колонны с возможностью наладочных перемещений по высоте посредством узла регулировки. С двух разных сторон от желоба установлены вертикальные фрезерные головки, также имеющие возможность поперечной регулировки от соответствующих узлов. С противоположной стороны от планки установлены прижимные ролики, оси которых перпендикулярны полотну подачи. Рабочий стол с двух торцев, между которыми проходит желоб, имеет комплект поддерживающих роликов, блок каждого из которых закреплен консольно на одном из торцев. На рабочих позициях попарно до и после расположения фрезерных головок и размещены датчики, подсоединенные к блоку управления. 2 з. п. ф-лы, 4 ил.
