Область техники
Изобретение относится к области металлообработки, а именно к кромкофрезерным многошпиндельным станкам для разделки кромок под сварку на брусках прямоугольного или квадратного сечения, например, разделки кромок под сварку на торцах и продольных кромках алюминиевых штанг анододержателей анодов электролизеров получения алюминия электролитическим способом. Может использоваться в машиностроении, металлургии, строительстве и других отраслях, где требуется выполнять обработку кромок на деталях, например, типа прямоугольный брус. За счет проходной загрузки заготовок, станок может работать в составе поточной линии механической обработки.
Уровень техники
Перед сваркой заготовок, их кромкам снимая фаску придают определенную форму. Такая операция называется «разделка». Разделка кромок по действующим нормативным документам на сварные швы обеспечивает качественный сварной шов и надежность сварной конструкции, выполняется при сваривании металлических конструкций толщиной более 5 мм.
Фаска, создаваемая при разделке, обеспечивает плавный переход от одной детали к другой, что снижает механические напряжения. Без правильно выполненного скоса электрод не сможет пройти к корню шва и осуществить полноценный провар.
Из уровня техники для подготовки кромок известен кромкорез фасочный по патенту на полезную модель № RU 57172 от 03.04.2006 г., содержащий привод главного движения, в качестве которого использована машина ручная шлифовальная пневматическая ИП 2203А, корпус, направляющую и инструмент (шлифовальный круг). При обработке кромок кромкорез фасочный фиксируется посредством направляющей на кромке детали, вручную передвигая шлифмашинку по направляющей, продольным движением вдоль детали ведется обработка всего или необходимого участка кромки. Износ инструмента компенсируется поворотом направляющей вокруг своей оси.
Недостатком известного кромкореза является большая трудоемкость при подготовке кромок и как следствие низкая производительность выполнения кромок. Кроме того, при работе с ручными шлифовальными машинами существует опасность получения травмы.
Из уровня техники известен кромкофрезерный станок модели XBJ-6, опубликованный, например, https://www.uniprofit.ru/catalog/podgotovka-kromok-detaley-pod-svarku/ks/, содержащий рабочий стол, одну или две фрезерные головки, зафиксированные на каретке, прижимы с гидравлическим или ручным приводом для фиксации листовой заготовки на рабочем столе перед механической обработкой. Перемещение каретки вдоль рабочего стола осуществляется по рельсовым направляющим, расположенными на станине. Привод фрезерных головок производится от электродвигателей. Верхняя и нижняя фреза имеют возможность регулировки фаски на угол от 0 до 45°
Кромкофрезерный станок предназначен для обработки торцов листа после термической резки, а также для создания разделки кромок под сварку. Кромкофрезерный станок способен, в зависимости от типа фрезы, формировать V-образную, X-образную или J-образную одно- или двухстороннюю разделку кромки. Толщина обрабатываемого стального листа до 60 мм, длина листа до 6 метров.
Недостатками известного станка являются увеличенные затраты на подготовку кромок под сварку из-за высокой стоимости станка и низкие технологические возможности из-за отсутствия возможности изготавливать кромки на торце заготовки.
Из уровня техники известен многошпиндельный фрезерный станок по патенту на изобретение № RU 2007292 от 02.07.1992 г., содержащий станину, на которой расположен рабочий стол, выполненный с полотном подачи в виде продольного желоба. Желоб снабжен базирующими элементами, одним из которых являются приводные ролики, а другим - продольная планка, установленная со смещением относительно рабочей поверхности приводных роликов. Над желобом на станине смонтированы вальцы. Пара вертикальных и одна горизонтальная головки размещены на станине. Горизонтальная головка закреплена в направляющих вертикальной колонны с возможностью наладочных перемещений по высоте посредством узла регулировки. С двух разных сторон от желоба установлены вертикальные фрезерные головки, также имеющие возможность поперечной регулировки от соответствующих узлов. С противоположной стороны от планки установлены прижимные ролики, оси которых перпендикулярны полотну подачи. Рабочий стол с двух торцов, между которыми проходит желоб, имеет комплект поддерживающих роликов, блок каждого из которых закреплен консольно на одном из торцов. На рабочих позициях попарно до и после расположения фрезерных головок и размещены датчики, подсоединенные к блоку управления. Станок используется в деревообработке для обработки бруса с трех боковых сторон, когда брус поступает под обработку с чистовой обработкой одной из образующих и выполненной фрезерованием в смежной с ней образующей четверти. Достоинством станка является одновременная многошпиндельная обработка кромок фрезами и автоматический режим обработки, в том числе в потоке. Однако известный станок имеет недостатки, это низкие технологические возможности из-за того, что отсутствует возможность изготавливать кромки на торце заготовки.
Наиболее близким аналогом по технической сущности к заявляемому станку является фрезерный станок для обработки кромок плит из вспененного материала по патенту на изобретение № RU 2388580 от 11.07.2008 г., состоящий из станины, механизма подачи заготовки с приводными роликами, две фрезерные головки с обрабатывающими фрезами, имеющие возможность перемещения от привода по направляющим, упоры базирования заготовки и прижимы заготовки к упорам, систему управления с комплектом датчиков. Каждая фрезерная головка выполнена с возможностью обработки продольной и поперечной кромок заготовки.
В неподвижном положении фрезерные головки осуществляют обработку вначале двух продольных кромок заготовки. При поперечном движении фрезерных головок относительно направления подачи заготовки они осуществляют обработку двух поперечных кромок заготовки, при этом одна фрезерная головка осуществляет обработку передней поперечной кромки заготовки, а вторая головка осуществляет обработку задней поперечной кромки заготовки.
Недостатком аналога являются низкие технологические возможности из-за отсутствия возможности фрезеровать вертикальные кромки на торце заготовки.
Раскрытие сущности изобретения
Технической задачей изобретения является создание станка с расширенными технологическими возможностями, позволяющими производить разделку под сварку на деталях типа брусок прямоугольного или квадратного сечения, четырех продольных кромок определенной длины от торца и четырех кромок на торце.
Технический результат достигается за счет того, что в кромкофрезерном многошпиндельном станке, содержащем станину (1), механизм подачи (2) заготовки (23) и по меньшей мере две фрезерные головки (8) с приводом вращения (26), новым является то, что он снабжен системой управления с комплектом датчиков (16, 17, 18, 19, 20, 21, 22) и механизмом кантования (24) заготовки (23), выполненного с возможностью её поворота вокруг продольной оси заготовки (23), при этом станок выполнен с обеспечением последовательной автоматической обработки фрезерными головками (8) на неподвижно закрепленной заготовке (23) вначале двух нижних продольных кромок (27), затем двух вертикальных торцевых кромок (28), затем двух верхних продольных кромок (27), а после автоматического кантования заготовки механизмом кантования (24) - двух оставшихся вертикальных торцевых кромок (28) заготовки (23).
Изобретение дополняют частные отличительные признаки, способствующие достижению поставленной технической задачи.
Станок выполнен с возможностью обработки кромок заготовки (23) на деталях типа брус прямоугольного или квадратного сечения.
Фрезерные головки (8) выполнены с возможностью перемещения посредством механизма перемещения (25) от привода (4, 5) по направляющим (6, 7). Станок выполнен с возможностью жесткой фиксации заготовки (23) при обработке кромок, причем жесткая фиксация заготовки (23) на станке обеспечена прижатием ее к боковым упорам (12) посредством боковых прижимов (13) и к рабочему столу (15) прижимом верхним (14) с линейным приводом (30, 31), например пневмо- или гидроприводом. Станок снабжен задним упором (11) и приводными роликами (3) для продольной подачи заготовки (23) и базирования торца (29) заготовки (23) по указанному заднему упору (11), причем приводные ролики (3) выполнены с возможностью опускания вниз относительно рабочего стола (15). Станок выполнен с возможностью регулирования длины обработки продольных кромок заготовки (23). Приводы продольного (4) и вертикального перемещения (5) по направляющим (6, 7) механизма перемещения (25) и приводы вращения (26) каждой фрезерной головки (8) при обработке кромок выполнены независимыми.
Краткое описание чертежей
Изобретение поясняется чертежами, где:
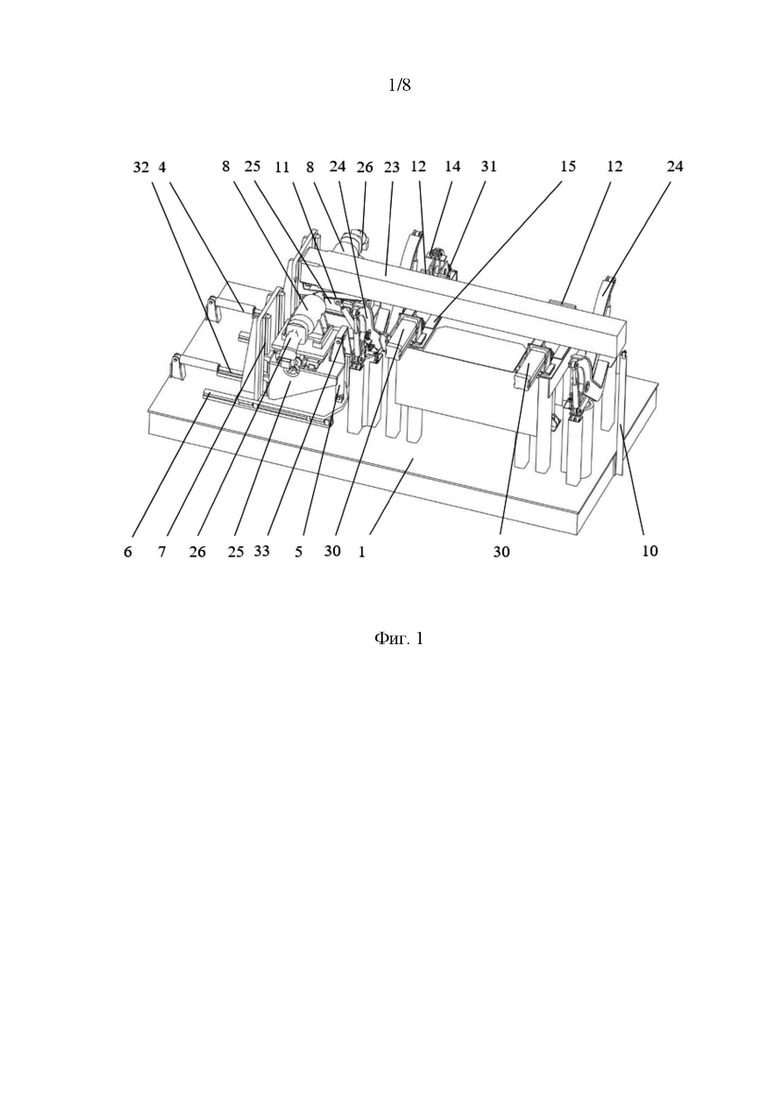
На фиг. 1 показан общий вид в изометрии кромкофрезерного многошпиндельного станка.
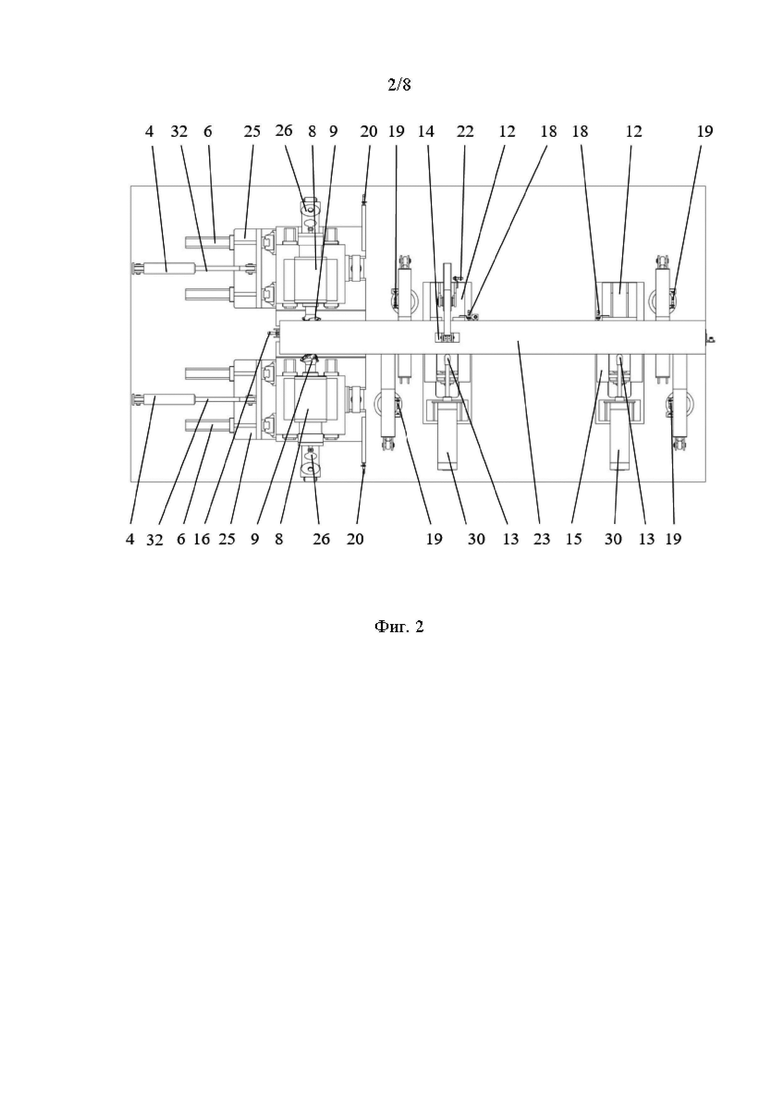
На фиг. 2 показан вид сверху кромкофрезерного многошпиндельного станка.
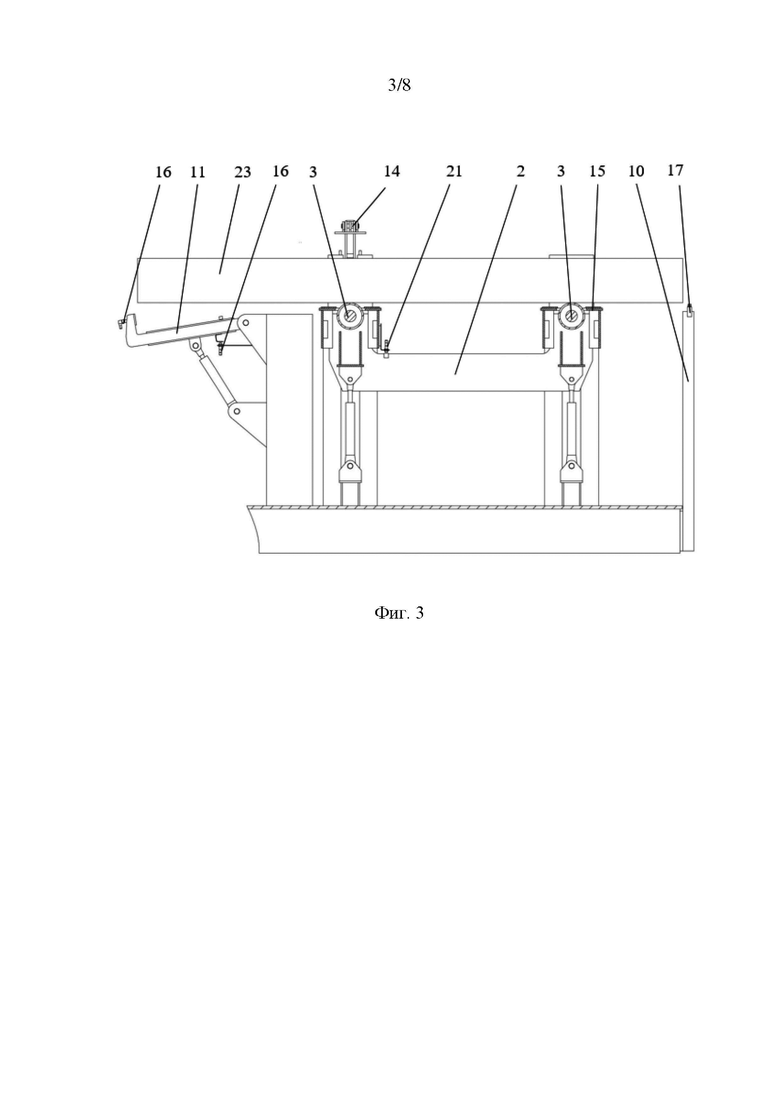
На фиг. 3 показано положение заготовки и деталей станка перед началом базирования.
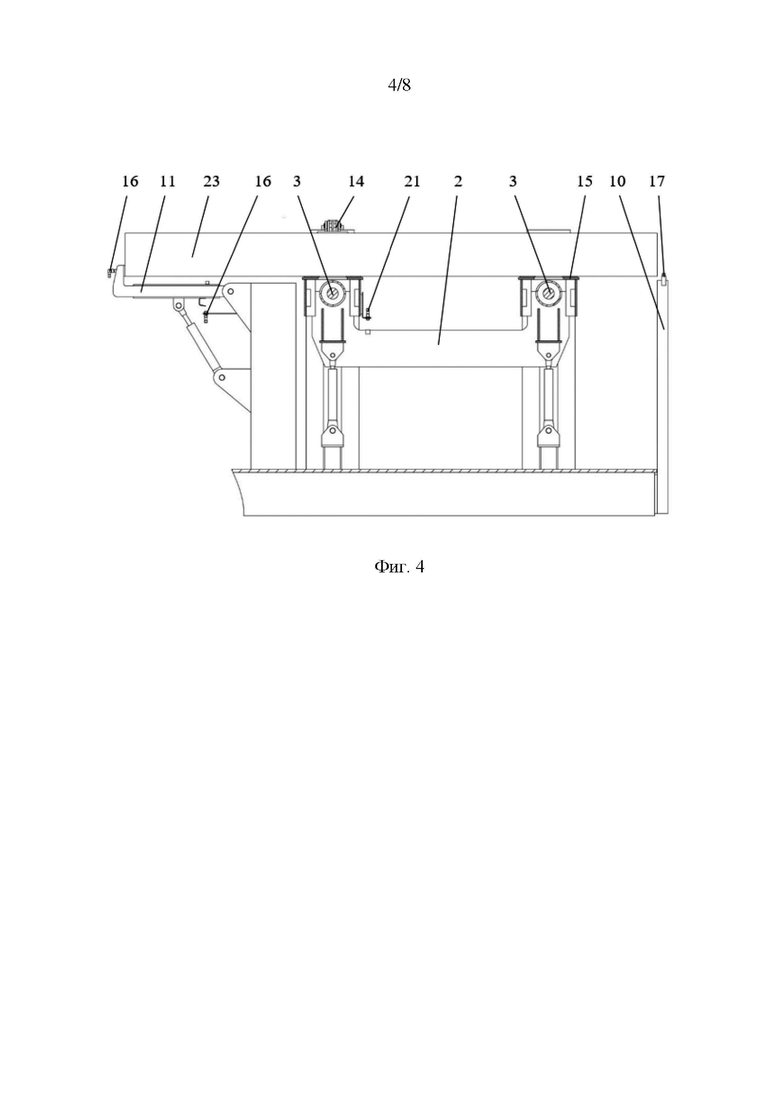
На фиг. 4 показано положение заготовки и деталей станка перед началом обработки.
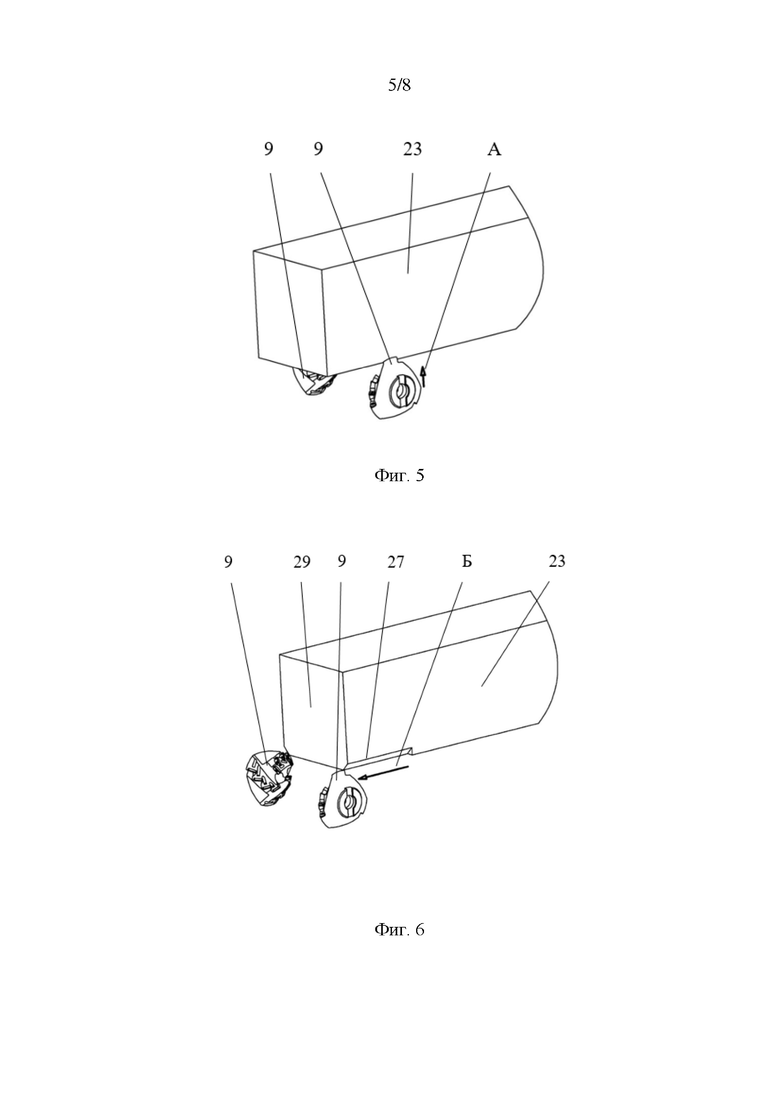
На фиг. 5 показано положение фрез перед началом обработки заготовки.
На фиг. 6 показано положение фрез после окончания обработки двух нижних продольных кромок.
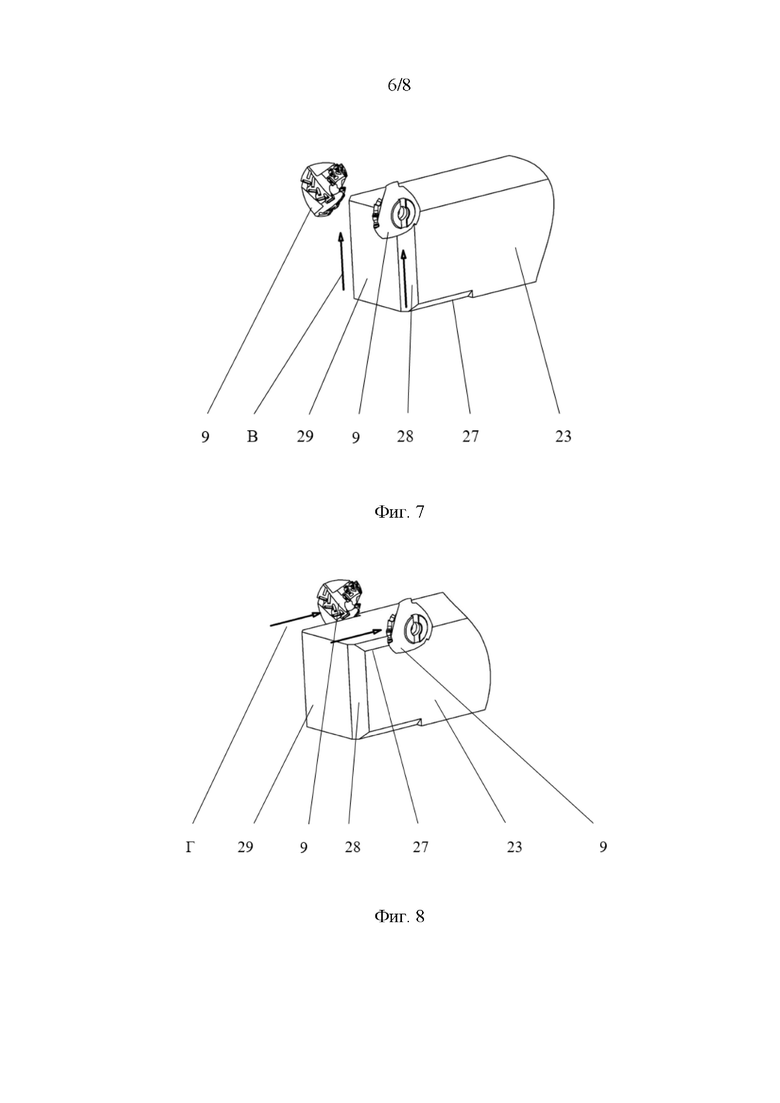
На фиг. 7 показано положение фрез после окончания обработки двух вертикальных торцевых кромок.
На фиг. 8 показано положение фрез после окончания обработки двух верхних продольных кромок.
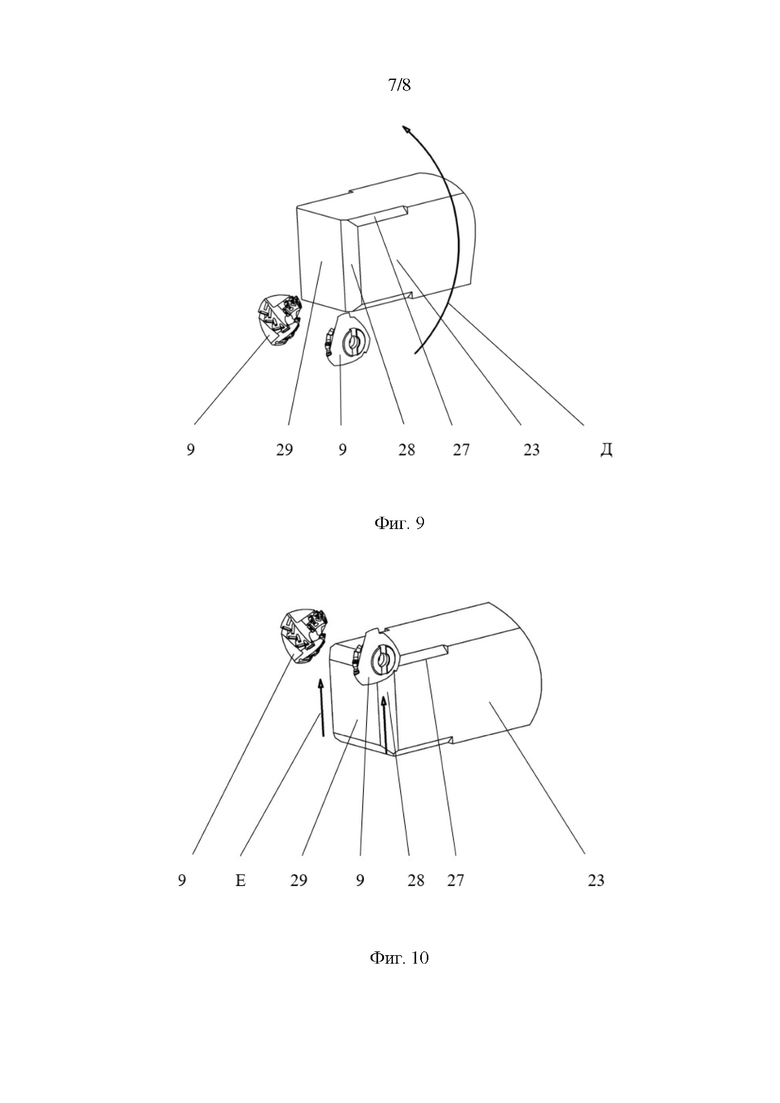
На фиг. 9 показано положение фрез перед началом автоматического кантования вокруг продольной оси.
На фиг. 10 показано положение фрез после окончания обработки двух оставшихся вертикальных торцевых кромок.
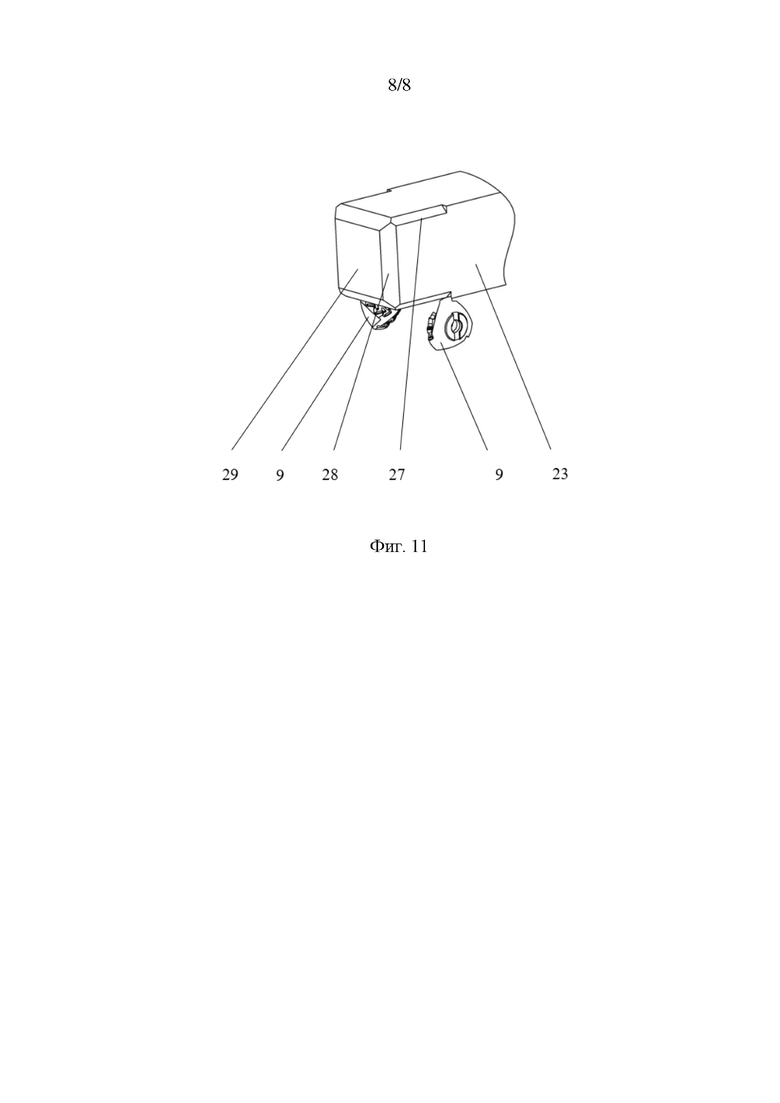
На фиг. 11 показано положение фрез после обработки всех кромок.
Перечень конструктивных элементов:
1 - станина;
2 - механизм подачи;
3 - приводные ролики;
4 - привод продольного перемещения;
5 - привод вертикального перемещения;
6 - направляющие продольные;
7 - направляющие вертикальные;
8 - фрезерная головка;
9 - фреза;
10 - упор передний;
11 - упор задний;
12 - упор боковой;
13 - прижим боковой;
14 - прижим верхний;
15 - рабочий стол;
16 - датчик задний;
17 - датчик передний;
18 - датчик боковой;
19 - датчик кантования;
20 - датчик перемещения;
21 - датчик подачи;
22 - датчик прижима;
23 - заготовка;
24 - механизм кантования;
25 - механизм перемещения;
26 - привод вращения;
27 - продольная кромка;
28 - торцовая кромка;
29 - торец;
30 - линейный привод прижима бокового 13;
31 - линейный привод прижима верхнего 14;
32 - шток линейного привода 4;
33 - шток линейного привода 5.
Осуществление изобретения
Кромкофрезерный многошпиндельный станок содержит станину 1, механизм подачи 2 заготовки 23 с приводными роликами 3, имеющие возможность перемещения от привода 4, 5 по направляющим 6, 7 фрезерные головки 8 с обрабатывающими фрезами 9, упоры базирования заготовки 10, 11, 12 и прижимы заготовки 13, 14 к боковым упорам 12 и рабочему столу 15, систему управления с комплектом датчиков 16, 17, 18, 19, 20, 21, 22. Датчик задний 16 установлен на упоре заднем 11 и служит для передачи сигнала в систему управления после взаимодействия с торцом 29 заготовки 23. Датчик передний 17 установлен на упоре переднем 10 и служит для передачи сигнала в систему управления после перемещения заготовки 23 над ним. Датчики боковые 18 установлены на упорах боковых 12 и служат для передачи сигналов в систему управления после взаимодействия с заготовкой 23. Датчики кантования 19 установлены на механизмах кантования 24 и служат для передачи сигналов в систему управления в процессе автоматического кантования заготовки 23 вдоль продольной оси. Датчики перемещения 20, установленные на станке, определяют крайние положения фрезерных головок 8 и служат для передачи сигналов в систему управления. Датчик подачи 21 установлен на рабочем столе 15 и служит для передачи сигнала в систему управления после взаимодействия с механизмом подачи 2. Датчик прижима 22 установлен на упоре боковом 12 и служит для передачи сигнала в систему управления после фиксации прижимом верхним 14 заготовки 23. Передвижение механизмов перемещения 25 вдоль заготовки 23 по направляющим 6 производится при помощи выдвижения или втягивания штоков 32 привода продольного перемещения 4. Передвижение механизмов перемещения 25 в вертикальном направлении по направляющим 7 производится при помощи выдвижения или втягивания штоков 33 привода вертикального перемещения 5. Вращение фрезерных головок 8 осуществляется от приводов вращения 26. Перемещение прижимов боковых 13 выполняется линейным приводом 30. Перемещение прижима верхнего 14 выполняется линейным приводом 31. В качестве линейных приводов (30, 31) используются пневмоприводы или гидроприводы.
Кромкофрезерный многошпиндельный станок работает следующим образом.
Процесс обработки заготовки 23 происходит по команде с пульта оператора и выполняется системой управления с комплектом датчиков 16, 17, 18, 19, 20, 21, 22 в автоматическом режиме. Изначально станок находится в исходном состоянии (фиг. 3): приводные ролики 3 вращаются, механизм подачи 2 заготовки 23 поднят вверх, прижимы боковые 13 разжаты, прижим верхний 14 отжат, механизм кантования 24 располагается под заготовкой 23 и отключен, фрезерные головки 8 располагаются под заготовкой 23 и отключены. На приводные ролики 3, со стороны упора заднего 11, без переориентации поступает заготовка 23 с предыдущей операции, с чистовой обработкой двух боковых сторон заготовки 23. При перемещении заготовки 23 над упором передним 10 срабатывает датчик передний 17, начинается процесс базирования заготовки 23 на станке (фиг. 4). При срабатывании датчика переднего 17 приводные ролики 3 останавливаются, упор задний 11 поднимается, включается реверс и приводные ролики 3 перемещают заготовку 23 в обратном направлении до упора заднего 11. При достижении торцом 29 заготовки 23 упора заднего 11 срабатывает датчик задний 16. По команде от датчика заднего 16 приводные ролики 3 останавливаются, механизм подачи 2 заготовки 23 опускает приводные ролики 3 вниз. Заготовка 23 опускается на рабочий стол 15, контакт заготовки 23 с приводными роликами 3 пропадает, срабатывает датчик подачи 21. По команде датчика подачи 21 прижимы боковые 13 линейных приводов 30 прижимают заготовку 23 к упорам боковым 12, срабатывают датчики боковые 18. По команде датчиков боковых 18 линейный привод 31 прижима верхнего 14 прижимает заготовку 23 к рабочему столу 15, закрепленному на станине 1, срабатывает датчик прижима 22. По команде датчика прижима 22 запускаются приводы вращения 26 фрезерных головок 8 и начинается процесс механической обработки заготовки 23. Фрезерные головки 8 из исходного положения поднимаются по направлению «А» при выдвижении штоков 33 приводов вертикального перемещения 5 фрезерных головок 8, фрезы 9 врезаются в заготовку 23 на необходимую глубину (фиг. 5). При втягивании штоков 32 приводов продольного перемещения 4 фрезерных головок 8 происходит перемещение механизмов перемещения 25 c фрезерными головками 8 по направляющим 6 вдоль заготовки 23 по направлению «Б» до ее торца 29, происходит фрезерование двух нижних продольных кромок 27 заготовки 23 (фиг. 6). Затем фрезерные головки 8 при выдвижении штоков 33 приводов вертикального перемещения 5 фрезерных головок 8 поднимаются вверх по направлению «В», происходит фрезерование двух вертикальных торцевых кромок 28 заготовки 23 (фиг. 7). Фрезерование двух верхних продольных кромок 27 заготовки 23 происходит при перемещении фрезерных головок 8 вдоль заготовки 23 по направлению «Г» посредством выдвижения штоков 32 приводов продольного перемещения 4 фрезерных головок 8 (фиг. 8). Контроль крайних положений фрезерных головок 8 при механической обработке кромок 27, 28 осуществляется по сигналам с датчиков перемещения 20 (на фиг. 2 условно показано 2 датчика) фрезерных головок 8. После фрезерования двух верхних продольных кромок 27 фрезерные головки 8 перемещаются механизмом перемещения 25 при помощи привода продольного перемещения 4 по направляющим 6 фрезерных головок 8 назад к торцу 29 заготовки 23, а при помощи привода вертикального перемещения 5 фрезерных головок 8 вниз под заготовку 23. По команде с датчиков перемещения 20 фрезерных головок 8 приводы вращения 26 фрезерных головок 8 останавливаются, упор задний 11 опускается вниз, прижим верхний 14 отжимается, прижимы боковые 13 разжимаются и начинается процесс автоматического кантования заготовки 23 вдоль продольной оси механизмом кантования 24 по направлению «Д» (фиг. 9). Контроль крайних положений рычагов механизма кантования 24 при автоматическом кантовании заготовки 23 осуществляется по сигналам с датчиков кантования 19. По окончании автоматического кантования заготовки 23 по сигналу с датчиков кантования 19 механизм подачи 2 заготовки 23 поднимает приводные ролики 3 вверх и приводит их в движение, заготовка 23 перемещается в сторону упора переднего 10, повторяется процесс базирования заготовки, описанный ранее (фиг. 4). По окончании процесса базирования заготовки 23 по сигналам с датчиков перемещения 20 фрезерные головки 8 при выдвижении штоков 33 приводов вертикального перемещения 5 фрезерных головок 8 поднимаются с механизмом перемещения 25 по направляющим 7 вверх по направлению «Е», происходит фрезерование двух оставшихся вертикальных торцевых кромок 28 заготовки 23 (фиг. 10). После фрезерования двух оставшихся вертикальных торцевых кромок 28 по команде с датчиков перемещения 20 фрезерных головок 8 приводы вращения 26 останавливаются, фрезерные головки 8 возвращаются в исходное состояние под заготовку 23 (фиг. 11). Затем упор задний 11 опускается вниз, прижим верхний 14 отжимается, прижимы боковые 13 разжимаются, включается механизм подачи 2 и поднимает вверх приводные ролики 3. Заготовка 23 по приводным роликам 3 перемещается в сторону упора переднего 10 с кромкофрезерного многошпиндельного станка на последующую операцию на другом станке, находящемся в поточной линии.
Отличием от аналога в техническом решении является применение системы управления с комплектом датчиков 16, 17, 18, 19, 20, 21, 22, обеспечивающей возможность фрезерным головкам 8 производить на неподвижно закрепленной заготовке 23 последовательную автоматическую обработку вначале двух нижних продольных кромок 27, затем двух вертикальных торцовых кромок 28, затем двух верхних продольных кромок 27, а после автоматического кантования заготовки 23 вдоль продольной оси механизмом кантования 24 обработку двух оставшихся вертикальных торцевых кромок 28.
Жесткая фиксация заготовки 23 на станке перед механической обработкой обеспечивается прижатием ее к боковым упорам 12 при помощи боковых прижимов 13 с линейным приводом 30 и к рабочему столу 15 прижимом верхним 14 с линейным приводом 31. Жесткая фиксация заготовки 23 на станке обеспечивается также возможностью опускать приводные ролики 3 вниз относительно рабочего стола 15 для предотвращения их контакта с заготовкой 23.
Точность механической обработки заготовки 23 на станке обеспечивается наличием базовых упоров: переднего 10 и боковых 12, а также возможностью реверсивной подачи заготовки 23 между задним 11 и передним 10 упорами при помощи приводных роликов 3.
Кромкофрезерный многошпиндельный станок позволяет производить подготовку кромок на деталях разного (квадратного, прямоугольного) сечения, так как приводы продольного 4 и вертикального перемещения 5 по направляющим 6, 7 механизма перемещения 25 и привод вращения 26 каждой фрезерной головки 8 независимые. Наличие независимых приводов 4, 5, 26 и положение установки датчиков перемещения 20 позволяет осуществлять выполнение на заготовке 23 продольных кромок 27 разной длины. Длина обработки продольных кромок 27 определяется одним из датчиков перемещения 20, который задействуется при выборе программы обработки на пульте управления оператором. Конструкция станка позволяет ему работать в составе поточной линии механической обработки.
Проведенные испытания кромкофрезерного многошпиндельного станка подтвердили его работоспособность, безопасность и надежность конструкции при механической обработке деталей. Техническое решение промышленно применимо, поскольку изготовлено, испытано и находится в опытно-промышленной эксплуатации. Кромкофрезерный многошпиндельный станок позволяет производить подготовку кромок на деталях разного (квадратного, прямоугольного) сечения от 140×156 мм до 220×220 мм. Производительность станка, установленного в поточной линии, по отношению к обрабатывающему центру, на котором ранее производилась механическая обработка, повысилась более чем в 6 раз. Качество сварки алюминиевых штанг анододержателей в анодах электролизеров для получения алюминия электролитическим способом после обработки кромок на станке соответствует требованиям нормативной документации. Учитывая положительные результаты испытаний и опытно-промышленной эксплуатации кромкофрезерный многошпиндельный станок предполагается к тиражированию.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОШПИНДЕЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК | 1992 |
|
RU2007292C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Сверлильно-фрезерный станок для обработки передней стенки мебельных ящиков | 1987 |
|
SU1435430A1 |
| СТАНОК ГОРИЗОНТАЛЬНЫЙ ФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ | 2011 |
|
RU2465104C1 |
| Полуавтоматический станок для совместной обработки грифа и корпуса музыкальных инструментов | 1986 |
|
SU1339016A1 |
| КРОМКОФРЕЗЕРНЫЙ СТАНОК | 2006 |
|
RU2416513C2 |
| СТАНОК ФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ | 2011 |
|
RU2461450C1 |
| ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРОМОК ПЛИТ ИЗ ВСПЕНЕННОГО МАТЕРИАЛА | 2008 |
|
RU2388580C2 |
| Продольно-фрезерный деревообрабатывающий станок | 1990 |
|
SU1794011A3 |
| Фрезерный станок для обработки деревянных заготовок | 1988 |
|
SU1630884A1 |
Изобретение относится к области металлообработки и может быть использовано для разделки кромок под сварку на торцах и продольных кромках алюминиевых штанг анододержателей анодов электролизеров получения алюминия электролитическим способом. Кромкофрезерный многошпиндельный станок содержит станину, механизм подачи заготовки и по меньшей мере две фрезерные головки с приводом вращения. Станок снабжен системой управления с комплектом датчиков и механизмом кантования заготовки, который выполнен с возможностью поворота заготовки вокруг ее продольной оси. Станок выполнен с обеспечением последовательной автоматической обработки фрезерными головками на неподвижно закрепленной заготовке вначале двух нижних продольных кромок, затем двух вертикальных торцевых кромок, затем двух верхних продольных кромок, а после автоматического кантования заготовки механизмом кантования - двух оставшихся вертикальных торцевых кромок заготовки. Обеспечивается разделка кромок под сварку на деталях типа брусок прямоугольного или квадратного сечения четырех продольных кромок определенной длины от торца и четырех кромок на торце. 8 з.п. ф-лы, 11 ил.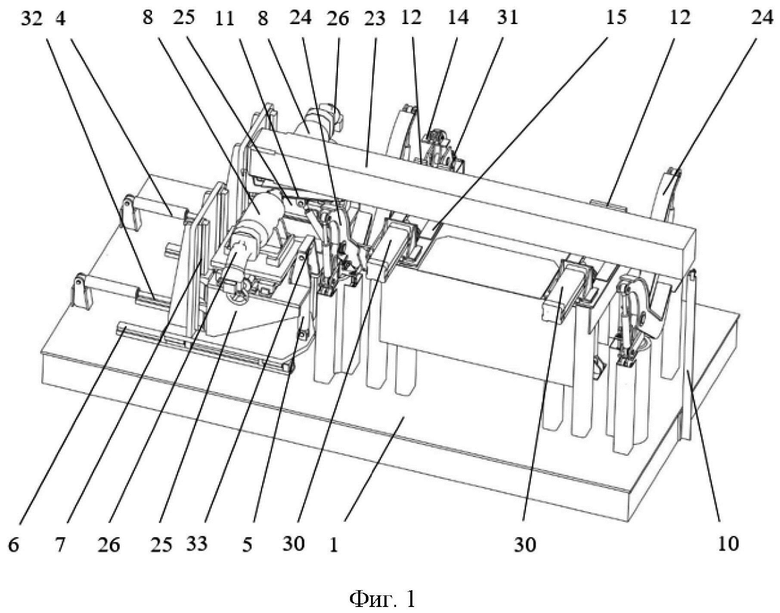
1. Кромкофрезерный многошпиндельный станок, содержащий станину (1), механизм подачи (2) заготовки (23) и по меньшей мере две фрезерные головки (8) с приводом вращения (26), отличающийся тем, что он снабжен системой управления с комплектом датчиков (16, 17, 18, 19, 20, 21, 22) и механизмом кантования (24) заготовки (23), выполненным с возможностью её поворота вокруг продольной оси заготовки (23), при этом станок выполнен с обеспечением последовательной автоматической обработки фрезерными головками (8) на неподвижно закрепленной заготовке (23) вначале двух нижних продольных кромок (27), затем двух вертикальных торцевых кромок (28), затем двух верхних продольных кромок (27), а после автоматического кантования заготовки механизмом кантования (24) - двух оставшихся вертикальных торцевых кромок (28) заготовки (23).
2. Станок по п. 1, отличающийся тем, что он выполнен с возможностью обработки кромок заготовки (23) на деталях типа брус прямоугольного или квадратного сечения.
3. Станок по п. 1, отличающийся тем, что фрезерные головки (8) выполнены с возможностью перемещения посредством механизма перемещения (25) от приводов (4, 5) по направляющим (6, 7).
4. Станок по п. 1, отличающийся тем, что он выполнен с возможностью жесткой фиксации заготовки (23) при обработке кромок.
5. Станок по п. 4, отличающийся тем, что жесткая фиксация заготовки (23) на станке обеспечена прижатием ее к боковым упорам (12) посредством боковых прижимов (13) и к рабочему столу (15) прижимом верхним (14) с линейным приводом (30, 31), например пневмо- или гидроприводом.
6. Станок по п. 1, отличающийся тем, что он снабжен задним упором (11) и приводными роликами (3) для продольной подачи заготовки (23) и базирования торца (29) заготовки (23) по указанному заднему упору (11).
7. Станок по п. 6, отличающийся тем, что приводные ролики (3) выполнены с возможностью опускания вниз относительно рабочего стола (15).
8. Станок по п. 1, отличающийся тем, что он выполнен с возможностью регулирования длины обработки продольных кромок заготовки (23).
9. Станок по п. 3, отличающийся тем, что приводы продольного (4) и вертикального перемещения (5) по направляющим (6, 7) механизма перемещения (25) и приводы вращения (26) каждой фрезерной головки (8) при обработке кромок выполнены независимыми.
| ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРОМОК ПЛИТ ИЗ ВСПЕНЕННОГО МАТЕРИАЛА | 2008 |
|
RU2388580C2 |
| КРУГЛОПИЛЬНЫЙ СТАНОК ДЛЯ ПРОДОЛЬНОЙ РАСПИЛОВКИ ДРЕВЕСИНЫ | 1992 |
|
RU2036784C1 |
| СПОСОБ ПРОДОЛЬНОЙ РАСПИЛОВКИ БРЕВЕН, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И КОМПЛЕКС ИЗМЕРИТЕЛЬНЫХ УСТРОЙСТВ ПО ЗАМЕРУ ПАРАМЕТРОВ БРЕВНА И ПИЛОМАТЕРИАЛОВ | 1993 |
|
RU2086407C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯПОЛОСЫ | 0 |
|
SU212206A1 |
| Кромкофрезерный станок с двумя фрезерными головками, модель 32XBJ-12 | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| СN 203265730 U, 06.11.2013. | |||
