Изобретение относится к станкостроению и может быть использовано при изготовлении фрезерованием корпусных деталей малой жесткости вафельной конструкции, например топливных баков с ячеистым фоном.
Известен многошпиндельный фрезерный станок, содержащий основание, выполненное в виде кольца с установленными на нем с возможностью перемещения в горизонтальной плоскости секторами, на которых шарнирно закреплены скобы, имеющие возможность радиального смещения. На каждой скобе установлены фрезерная головка и опора слежения за контуром обрабатываемой детали.
Станок также содержит портал, установленный с возможностью перемещения по рельсам и выполненный в виде двух колонн, расположенных по разные стороны основания. Сверху колонны соединены друг с другом поперечиной.
На колоннах с возможностью вертикального перемещения посредством привода смонтированы две каретки, на которых шарнирно закреплена траверса. На траверсе смонтирован кольцевой стол с элементами для закрепления обрабатываемой детали, а привод вращения стола размещен на траверсе.
При загрузке станка портал смещают по рельсам на расстояние, достаточное для того, чтобы цеховыми транспортными средствами опустить в пространство между плечами скоб обрабатываемую деталь. Затем портал возвращают в исходное состояние и фиксируют в этом положении. Включают привод перемещения кареток и опускают их (а следовательно, траверсу и стол) до контакта стола с подлежащей обработке деталью. Закрепляют деталь на столе, после чего перемещением кареток вверх поднимают траверсу и стол с закрепленной на нем деталью в исходное для осуществления обработки положение.
Включают привод поворота стола, привод вращения фрезы фрезерной головки и осуществляют обработку детали. Слежение за обрабатываемым контуром осуществляется следящей опорой (см. патент РФ №1630144, кл. В23С 3/00, 1996 г.).
В результате анализа конструкции известного станка необходимо отметить, что из-за наличия многочисленных подвижных стыков и постоянного нарушения базирования перемещаемых узлов снижается точность обработки детали. Конструкция станка, выполненная по этой схеме, неоправданно утяжелена и занимает излишнюю производственную площадь. Наличие портала, на котором размещен раздаточный редуктор привода кареток, утяжеляет станок, увеличивая его металлоемкость, а применение раздаточного редуктора удлиняет кинематическую цепь, ухудшая тем самым динамическую характеристику одной из координат станка, что также приводит к снижению точности обработки.
Известен многошпиндельный фрезерный станок, содержащий две колонны с вертикальными направляющими, на которых смонтированы с возможностью перемещения каретки, каждая из которых снабжена индивидуальным регулируемым приводом. На каретках смонтирована траверса с кольцевым столом, оснащенным планшайбой, предназначенной для установки подлежащей обработке детали. Стол оснащен приводом его вращения. Между колоннами на стойках установлены шарнирно скобы с возможностью их радиального смещения для настройки на размер обрабатываемой детали. На плечах каждой скобы в торцевой ее части установлены попарно фрезерная головка и опора слежения за контуром обрабатываемой детали. Для облегчения работ, связанных с установкой детали в рабочее положение, на каретках смонтировано загрузочное устройство позволяющее, не смещая колонн, производить установку детали для ее обработки. С помощью этого же устройства производят и разгрузку станка. Загрузочное устройство представляет собой имеющую возможность перемещения в горизонтальной плоскости спаренную балку, на которой установлены элементы захвата подлежащей обработке детали. Элементы балки установлены в роликах, смонтированных на каретках.
Деталь, подлежащую обработке, размещают около станка на подставках. Путем выдвижения загрузочного устройства размещают элементы захвата над торцом подлежащей обработке детали. Включением приводов кареток опускают последние вниз и производят захват детали. Движением кареток вверх снимают деталь с опорной площадки и обратным ходом загрузочного устройства заводят ее под траверсу. Перемещают каретки вниз, и опускают деталь между плечами скоб до упора, и освобождают ее от захватов. Поднимают загрузочное устройство с помощью кареток на уровень, выше уровня скоб, переводят загрузочное устройство с захватами в нейтральное положение и опускают траверсу вниз до соприкосновения планшайбы кольцевого стола с обрабатываемой деталью. Производит крепление детали к планшайбе кольцевого стола. Движением траверсы вверх выводят обрабатываемую деталь в исходное положение. Обработку ячеек в кольцевых рядах начинают, как правило, с нижних рядов, обеспечивая тем самым наибольшую жесткость обрабатываемой детали. Обработку ячеек в кольцевом ряду в зависимости от их размеров ведут либо одновременно всеми фрезерными головками, например четырьмя, когда размеры ячеек одинаковы, либо по выбору - одной, двумя, тремя в зависимости от рисунка вафельного фона. Обработав первый кольцевой ряд, деталь опускают на шаг, предварительно отведя фрезерные головки на необходимую величину. По завершении обработки вафельного фона деталь, отведя опоры слежения и фрезерные головки, опускают до упора вниз, удаляют крепежные элементы, соединяющие деталь с планшайбой, поднимают траверсу на необходимую величину, обеспечивая зазор для введения захватов загрузочного устройства в зону обработанной детали и удаляют обработанную деталь из зоны обработки (см. патент РФ №2235004, кл. В23С 3/00, 2003 г.) - наиболее близкий аналог.
В результате анализа конструкции известного станка необходимо отметить, что наклон скобы из-за биения заготовки ведет к отклонению от перпендикулярности оси фрезы к обрабатываемой поверхности и, как следствие, к снижению точности обработки, увеличению толщины остаточного полотна в ячейках и веса детали. Известный станок не позволяет обрабатывать отдельные ячейки с усилием к ребру и с плоскими платиками, т.е. когда имеет место переменная толщина остаточного полотна. Кроме того, исполнение станка, когда на скобе оппозитно установлены фрезерная головка с фрезой и опора слежения с упором, позволяет обрабатывать ячейки лишь с одной стороны: внутренней или наружной в зависимости от размещения опор слежения на скобах.
Техническим результатом настоящего изобретения является разработка конструкции многошпиндельного фрезерного станка, обеспечивающего высокую точность обработки детали, а также обработки ее ячеек с переменной толщиной остаточного полотна и формирование вафельного фона как с внутренней, так и с наружной поверхности детали.
Указанный технический результат обеспечивается тем, что в многошпиндельном фрезерном станке, содержащем колонны, на каждой из которых установлена каретка, имеющая возможность вертикального перемещения посредством привода, траверсу, смонтированную на каретках, размещенный на траверсе с возможностью вращения посредством привода кольцевой стол для установки приспособления с подлежащей обработке деталью, а также скобы, шарнирно смонтированные на санях, установленных на станинах с возможностью перемещения посредством приводов и несущие на себе фрезерные головки, новым является то, что фрезерные головки размещены на каждом из плеч скоб напротив друг друга и на каждой из скоб установлен датчик контроля положения инструмента и оси шарнира скоб, причем фрезерные головки и скобы имеют возможность перемещения от регулируемых приводов по нормали к оси вращения кольцевого стола в процессе обработки детали.
Сущность заявленного изобретения поясняется графическими материалами, на которых:
- на фиг.1 представлена общая компоновка станка, вид в плане;
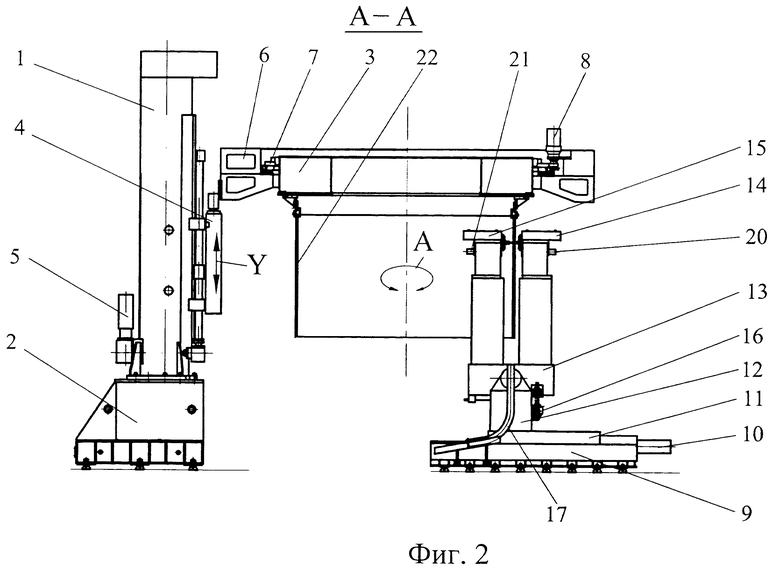
- на фиг.2 - разрез А-А по фиг.1.
Станок фрезерный многошпиндельный содержит три неподвижные колонны 1, установленные на проставках 2. Наиболее целесообразно колонны располагать по окружности, под углом 120 градусов друг относительно друга. На колоннах 1 смонтированы с возможностью перемещения каретки 4. Каждая каретка снабжена индивидуальным регулируемым приводом 5. Приводы 5 обеспечивают синхронное перемещение кареток в вертикальном направлении. К кареткам 4 прикреплена траверса 6 с кольцевым столом 7, оснащенным элементами (не показаны) крепления приспособления 3 с подлежащей обработке деталью. Стол 7 имеет привод 8 его вращения, установленный на траверсе 6.
Станок оснащен станинами 9, преимущественно тремя, расположенными по окружности под углом 120 градусов относительно друг друга, на которых с возможностью перемещения в горизонтальной плоскости посредством регулируемых приводов К) смонтированы сани 11 с закрепленными на них стойками 12. На каждой стойке шарнирно установлена скоба 13, на обращенных вверх плечах которой смонтированы фрезерные головки 14 и 15, одна из которых предназначена для обработки вафельного фона на внешней поверхности детали, а вторая на внутренней. Смещение скоб в радиальном направлении производят перемещением саней 11.
Каждая скоба 13 оснащена датчиком 16 нормали, контролирующим отклонение оси фрезы фрезерных головок от нормали к оси вращения кольцевого стола 7 и положение оси шарнира скобы 13 по отношению к поверхности детали в зоне обработки.
Станок оснащен сборниками 17 стружки, выход которых располагается над транспортером 18, предназначенным для отвода стружки в контейнер 19.
Станок оснащен системой ЧПУ и пультом управления (не обозначены), управляющими: приводами 5 перемещения кареток; приводом 8 вращения стола; приводами 10 перемещения саней; приводами 20 и 21 перемещения соответственно фрезерных головок 14 и 15.
Обрабатываемая деталь обозначена позицией 22.
В конструкции станка во фрезерных головках используются стандартные электрошпиндели, оснащенные регулируемыми приводами вращения инструмента. Приводы перемещения кареток, саней и фрезерных головок могут быть выполнены различными, например винтовыми.
Станок фрезерный многошпиндельный работает следующим образом.
Деталь 22, подлежащую обработке, закрепленную на приспособлении 3, с использование цеховых грузоподъемных средств подводят к кольцевому столу 7 и прикрепляют к нему, используя для этих целей стандартную оснастку.
После установки приспособления с деталью на столе, в автоматическом или ручном режиме, включают привод 8 и поворотом стола 7 устанавливают деталь в заданное положение по углу поворота, включают приводы 5 и перемещают траверсу 6 в крайнее верхнее положение, включают приводы 10 и перемещают сани 11 со скобами 13 в заданное положение по горизонтальным осям, включают приводы 5, которые перемещают каретки 4, а следовательно, и траверсу 6 со столом 7 и деталью 22 в исходное положение по вертикальной оси, когда стенка детали располагается между фрезерными головками 14 и 15. При этом в каждой фрезерной головке 15 при обработке внутреннего вафельного фона установлен режущий инструмент (фреза), а в каждой фрезерной головке 14 вместо режущего инструмента установлен упор. При обработке наружного вафельного фона фрезу и упор меняют местами. Далее рассматривается вариант обработки внутреннего вафельного фона.
За счет качания скоб 13 вокруг осей шарниров под действием суммарных сил от веса всех элементов конструкции на скобах упоры, установленные во фрезерные головки 14, контактируют с необрабатываемой поверхностью детали 22 и копируют ее в процессе обработки ячеек. По команде от системы ЧПУ начинается обработка первого, как правило нижнего, кольцевого ряда ячеек. При этом от приводов 10 сани 11 со скобами 13 перемещаются так, чтобы оси шарниров всех скоб заняли заданное относительно поверхности детали 22 положение, когда оси инструментов фрезерных головок 15 располагаются по нормали к оси вращения кольцевого стола 7, что обеспечивается с помощью датчиков 16 контроля положения инструмента и оси шарнира скоб перед резанием и далее непрерывно в процессе фрезерования ячеек. Возможен второй вариант обработки, когда расположение инструментов фрезерных головок 15 по нормали достигается перемещением фрезерных головок 14 с упорами от приводов 20, что обеспечивается непрерывно в процессе поворота детали и компенсации ее биения с помощью датчиков 16.
Обработка заданного рисунка ячеек с постоянной толщиной остаточного полотна после врезания фрез фрезерных головок 15 на заданную глубину от приводов 21 производится вращением кольцевого стола 7 (координата А) от привода 8 и перемещением траверсы 6 (координата Y) от приводов 5 с управлением от системы ЧПУ. При обработке ячеек с переменной толщиной остаточного полотна (усиление в районе ребра, плоские платики) к двум координатным перемещениям А и Y добавляется управляемое перемещение фрезерных головок 15 (координаты X1, Х3, Х5) от приводов 21.
Таким образом, расположение фрез в процессе обработки ячеек по нормали к поверхности детали позволяет избежать подрезов обрабатываемых поверхностей, повысить точность обработки и тем самым снизить вес готовой детали, а также заявленная конструкция позволяет обрабатывать ячейки с переменной толщиной остаточного полотна и простой сменой упоров на фрезы во фрезерных головках фрезеровать внутренний и наружный вафельный фон.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОШПИНДЕЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК | 2003 |
|
RU2235004C1 |
| СТАНОК ГОРИЗОНТАЛЬНЫЙ ФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ | 2011 |
|
RU2465104C1 |
| МНОГОШПИНДЕЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК | 1978 |
|
SU778005A1 |
| МЕТАЛЛООБРАБАТЫВАЮЩИЙ СТАНОК | 2009 |
|
RU2397049C1 |
| ФРЕЗЕРНЫЙ СТАНОК | 2003 |
|
RU2241577C1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1986 |
|
SU1490819A1 |
| Фрезерный станок | 1978 |
|
SU764870A1 |
| Фрезерный станок | 1976 |
|
SU560706A1 |
| Фрезерный станок | 1986 |
|
SU1380875A2 |
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
Станок содержит колонны, на каждой из которых установлена каретка, имеющая возможность вертикального перемещения посредством привода, траверсу, смонтированную на каретках, размещенный на траверсе с возможностью вращения посредством привода кольцевой стол для установки приспособления с подлежащей обработке деталью, и скобы, шарнирно смонтированные на санях, установленных на станинах с возможностью перемещения посредством приводов и несущие на себе фрезерные головки. Для расширения технологических возможностей фрезерные головки размещены на каждом из плеч скоб напротив друг друга, при этом на каждой из скоб установлен датчик контроля положения оси фрезы и оси шарнира скоб, причем фрезерные головки и скобы имеют возможность перемещения от регулируемых приводов по нормали к оси вращения кольцевого стола. 2 ил.
Станок фрезерный многошпиндельный, содержащий колонны, на каждой из которых установлена каретка, имеющая возможность вертикального перемещения посредством привода, траверсу, смонтированную на каретках, размещенный на траверсе с возможностью вращения посредством привода кольцевой стол для установки приспособления с подлежащей обработке деталью, и скобы, шарнирно смонтированные на санях, установленных на станинах с возможностью перемещения посредством приводов, и несущие на себе фрезерные головки, отличающийся тем, что фрезерные головки размещены на каждом из плеч скоб напротив друг друга, при этом на каждой из скоб установлен датчик контроля положения оси фрезы и оси шарнира скоб, причем фрезерные головки и скобы имеют возможность перемещения от регулируемых приводов по нормали к оси вращения кольцевого стола.
| МНОГОШПИНДЕЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК | 2003 |
|
RU2235004C1 |
| МНОГОШПИНДЕЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК | 1978 |
|
SU778005A1 |
| SU 1630144 А1, 27.01.1996 | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |

