Изобретение относится к прокатному производству и может быть использовано при прокатке сортовых профилей из труднодеформируемых сталей для изделий ответственного назначения.
Известен способ производства проката, включающий получение непрерывно литых заготовок, нагрев заготовок до температуры аустенитизации 1150-1280°C, черновую прокатку с суммарной степенью обжатия 40-92%, и чистовую прокатку с суммарной степенью обжатия 50-70% и температурой конца прокатки 680-1050°C [1].
Недостатки известного способа состоят в том, что он не обеспечивает высокого качества профилей из труднодеформируемых сталей, следствием чего является снижение выхода годного.
Наиболее близким аналогом к предлагаемому изобретению является способ производства сортовых профилей, включающий нагрев, непрерывно литой заготовки до температуры аустенитизации, многопроходное обжатие в валках с калибрами при черновых и чистовых проходах с регламентированной суммарной вытяжкой от 4 до не менее 15 (в зависимости от группы стали) и температурой конца прокатки 860-1000°C [2].
Недостатки известного способа состоят в низком качестве сортовых профилей из труднодеформируемых сталей, что проявляется в виде трещин, разрывов, невыполнений профиля. В результате снижается выход годного.
Техническая задача предлагаемого изобретения состоит в повышении качества и выхода годных профилей из труднодеформируемых сталей.
Для решения поставленной технической задачи в известном способе прокатки сортовых профилей из труднодеформируемых сталей, включающем нагрев непрерывно литой заготовки до температуры аустенитизации, многопроходное обжатие в валках с калибрами при черновых и чистовых проходах с регламентированными суммарной вытяжкой и температурой конца прокатки, согласно изобретению, прокатку в черновых проходах ведут в температурном диапазоне от 1140-1290°C до 1000-1100°C с суммарной вытяжкой λ=2,2-8,4 при соотношении величин максимального и минимального относительных обжатий заготовки в каждом из проходов, составляющем не менее 1,2 и не более 1,6.
На фигуре 1 в качестве примера изображена схема преобразования поперечного профиля заготовки в системе калибровки «квадрат»-«овал». Заготовка квадратного сечения изображена пунктирной линией. На фигуре 2 показана эпюра распределения относительных обжатий е по ширине В овального калибра при обжатии по схеме на фиг.1.
Сущность изобретения состоит в следующем. Непрерывно литая заготовка из труднодеформируемой стали структурно состоит из крупных кристаллитов и характеризуется низкой технологической пластичностью. Для подавления негативного влияния литой структуры на качество готовых сортовых профилей необходимо увеличивать вытяжку в черновых проходах. Однако увеличение вытяжек приводит к появлению трещин и поперечных разрывов в прокатываемом металле, имеющего низкую технологическую пластичность.
В процессе экспериментов были определены условия деформирования в черновых проходах заготовок из труднодеформируемых непрерывно литых сталей, при которых одновременно обеспечивалось как разрушение кристаллитов и диспергирование микроструктурных составляющих, так и исключалось образования трещин и разрывов в металле. Установлено, что в температурном интервале от 1140-1290°C до 1000-1100°C при соотношении величин максимального и минимального относительных обжатий заготовки в каждом из проходов, составляющем не менее 1,2 и не более 1,6, за счет появления дополнительной сдвиговой компоненты деформации регламентированной величины интенсифицируется механическое измельчение кристаллитов без необходимости увеличения вытяжки, приводящей к появлению дефектов. В то же время, при указанном деформационно-термическом воздействии в стали протекают процессы динамической и статической рекристаллизации деформированных аустенитных зерен. Границы рекристаллизованных зерен сохраняют высокую прочность и не подвержены образованию зародышевых трещин и разрывов. Чередующаяся по черновым проходам многоцикловое деформационно-термическое воздействие со сдвиговыми компонентами деформации обеспечивает последовательное диспергирование и гомогенизацию исходной микроструктуры. В результате после достижения при черновых проходах суммарной вытяжки λ=2,2-8,4 труднодеформируемая сталь приобретает повышенную технологическую пластичность. Благодаря этому имеет место повышение качества и выхода годных профилей.
Экспериментально установлено, что если температура начала черновой прокатки Тн будет выше 1290°C, то это не исключает окисления межкристаллитных границ литой труднодеформируемой стали. Это приводит к образованию трещин и разрывов при прокатке. При температуре Тн ниже 1140°C в стали сохраняются нерастворенные в аустените крупные неметаллические включения, что снижает ее пластичность и механические свойства сортовых профилей.
При температуре окончания черновых проходов Ткч ниже 1000°C труднодеформируемая сталь имеет низкую технологическую пластичность, что приводит к невыполнению профиля в калибрах. Повышение Ткч более 1100°C способствует увеличению разнобалльности микроструктуры, снижению комплекса механических свойств сортовых профилей.
Если суммарная вытяжка λ после черновых проходов будет менее 2,2, то в микроструктуре стали готовых профилей сохранятся фрагменты литых кристаллитов, произойдет ухудшение их качества. При λ более 8,4 не исключается появление на заготовке трещин и разрывов.
В случаях, когда соотношение величин максимальных εmax и минимальных εmin относительных обжатий в калибре будет менее 1,2, сдвиговые деформации не достаточны для разрушения фрагментов кристаллитов. При отношении εmax к εmin более 1,6, неравномерность деформации в калибре приведет к образованию трещин и разрывов заготовки, снижению качества и выхода годного.
Примеры реализации способа
Непрерывно литую заготовку квадратного сечения 150×150 мм из труднодеформируемой жаропрочной стали марки 40X10C2M (ГОСТ 5945-95) нагревают в методической печи с газовым отоплением до температуры аустенитизации Тн=1215°C и выдают на печной рольганг сортопрокатного стана 350. Затем нагретую заготовку транспортируют к черновой 5-клетевой группе осуществляют ее многократное обжатие в валках с системой калибров «квадрат»-«овал» (Фиг.1) с суммарной вытяжкой λ=5,3. В каждом из овальных и квадратных калибров заготовку прокатывают с переменным обжатием ε по ширине В калибра. Величина максимального обжатия в калибре составляет εmax=14%, а минимального εmin=10%. При этом соотношение максимального и минимального относительных обжатий заготовки равно:
εmax:εmin=1,4
Требуемые значения εmax и εmin задают глубиной врезов ручьев на валках, образующих калибр.
Переменная величина обжатия λ, по ширине B калибра обеспечивает рост сдвиговой компоненты пластической деформации заготовки, которая способствует механической проработке литой структуры, измельчению и гомогенизации структурных составляющих.
Черновую прокатку завершают при температуре Ткч=1050°C. В температурном диапазоне черновой прокатки от Тн=1215°C до Ткч=1050°C за счет измельчения микроструктуры от действия сдвиговой деформации и управляемой рекристаллизации обеспечивается повышение технологической пластичности труднодеформируемой жаропрочной стали, исключается образование трещин и разрывов, достигается выполнение заданного профиля.
После завершения черновой прокатки полученную полосу овального сечения задают в чистовую группу клетей, в которых обжимают в системе калибров «овал»-«круг» в полосу круглого поперечного сечения диаметром 20 мм.
Готовая полоса характеризуется высокой точностью размеров, отсутствием дефектов в виде трещин и закатов, высокими механическими свойствами, обусловленными мелкозернистой гомогенной микроструктурой трудно-деформируемой стали. В результате достигается повышение выхода годного до величины Y=99,6%.
Варианты реализации предложенного способа прокатки профилей из труднодеформируемых сталей и показатели их эффективности приведены в таблице.
Сортовые профили, не удовлетворяющие по механическим свойствам требованиям, предъявляемым к жаропрочной стали марки 40X10C2M, используют для изделий менее ответственного назначения.
Из данных, представленных в таблице, следует, что при реализации предложенного способа (варианты №2-4) достигается повышение качества и выхода годных профилей из труднодеформируемых сталей. При запредельных значениях заявленных параметров (варианты №1 и №5), а также в способе-прототипе (вариант №6) имеет место снижение качества и выхода годного.
Технико-экономические преимущества предложенного способа состоят в том, что реализация предложенных деформационно-термических режимов с применением экспериментально определенных значений неравномерности обжатия по ширине калибра, способствует появлению дополнительных регламентированных сдвиговых деформаций, улучшающих проработку литой структуры стали, что повышает качество сортовых профилей из труднодеформируемых сталей и выход годного. Побочным эффектом является расширение сортамента прокатываемых профилей из непрерывно литых заготовок в сторону увеличения площади поперечного сечения готовых профилей.
В качестве базового объекта принят известный способ [2]. Использование предложенного способа обеспечит повышение рентабельности производства сортовых профилей ответственного назначения на 15-20%.
Литературные источники
1. Патент РФ №2041962, МПК B21B 1/46, 1995;
2. Патент РФ №2243834, МПК B21B 1/46, 2005.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА ИЗ ЛЕГИРОВАННОЙ ПРУЖИННОЙ СТАЛИ | 2005 |
|
RU2296017C1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА | 2005 |
|
RU2291205C1 |
| СПОСОБ ПРОКАТКИ КАТАНКИ | 2005 |
|
RU2292247C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ СОРТОВЫХ ПРОФИЛЕЙ | 2013 |
|
RU2544711C1 |
| СПОСОБ ПРОИЗВОДСТВА КРУГЛОГО СОРТОВОГО ПРОКАТА ИЗ АВТОМАТНОЙ СТАЛИ | 2012 |
|
RU2493267C1 |
| СПОСОБ ПРОИЗВОДСТВА КРУГЛОГО ПРОФИЛЬНОГО ПРОКАТА ДЛЯ ТЕЛ КАЧЕНИЯ ПОДШИПНИКОВ | 2006 |
|
RU2320733C1 |
| СПОСОБ ПРОКАТКИ СТАЛЬНЫХ СОРТОВЫХ ПРОФИЛЕЙ | 2011 |
|
RU2465079C1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВЫХ ПРОФИЛЕЙ | 2003 |
|
RU2243834C1 |
| СИСТЕМА КАЛИБРОВКИ ВАЛКОВ | 2011 |
|
RU2490079C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЙ ГОРЯЧЕКАТАНОЙ ЛИСТОВОЙ СТАЛИ | 2012 |
|
RU2493923C1 |
Изобретение предназначено для повышения качества и выхода годных профилей и может быть использовано при прокатке сортовых профилей из труднодеформируемых сталей для изделий ответственного назначения. Способ включает нагрев непрерывно литой заготовки до температуры аустенитизации, многопроходное обжатие в валках с калибрами при черновых и чистовых проходах с регламентированными суммарной вытяжкой и температурой конца прокатки. Интенсификация механического измельчения кристаллитов без увеличения вытяжки с протеканием динамической и статической рекристаллизации деформированных аустенитных зерен обеспечивается за счет того, что прокатку в черновых проходах ведут в температурном диапазоне начала деформации от 1140-1290°C до окончания деформации 1000-1100°C с суммарной вытяжкой 2,2-8,4 при соотношении величин максимального и минимального относительных обжатий заготовки в каждом из проходов, составляющем не менее 1,2 и не более 1,6. 1 ил., 6 пр., 1 табл.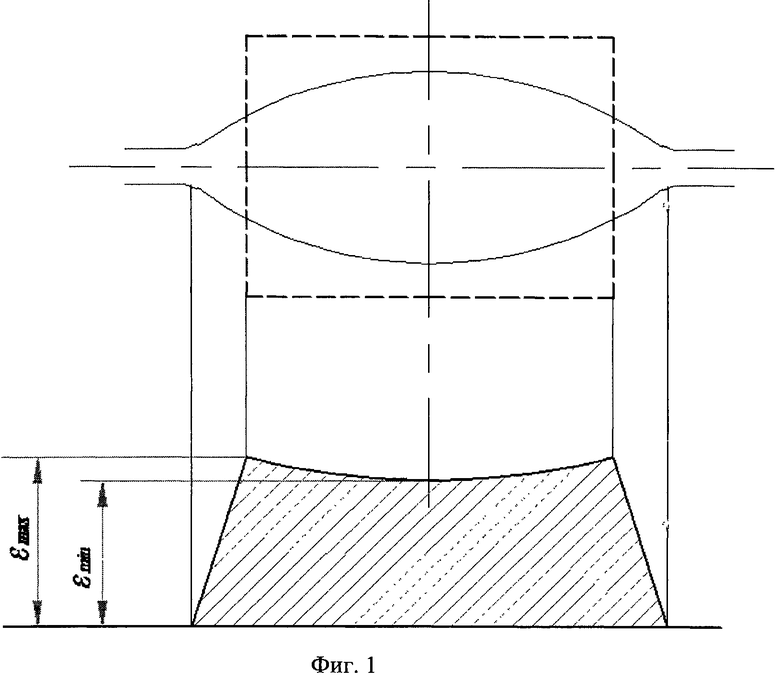
Способ прокатки сортовых профилей из труднодеформируемых сталей, включающий нагрев непрерывно-литой заготовки до температуры аустенитизации, многопроходное обжатие в валках с калибрами при черновых и чистовых проходах с регламентированными суммарной вытяжкой и температурой конца прокатки, отличающийся тем, что прокатку в черновых проходах ведут в температурном диапазоне от 1140-1290°С до 1000-1100°С с суммарной вытяжкой 2,2-8,4 при соотношении величин максимального и минимального относительных обжатий заготовки в каждом из проходов, составляющем не менее 1,2 и не более 1,6.
| СПОСОБ ПРОИЗВОДСТВА СОРТОВЫХ ПРОФИЛЕЙ | 2003 |
|
RU2243834C1 |
| СПОСОБ ПОТОЧНОГО ПРОИЗВОДСТВА КАТАНКИ ИЗ НЕРЖАВЕЮЩИХ СТАЛЕЙ И ПРЕЦИЗИОННЫХ И ЖАРОПРОЧНЫХ СПЛАВОВ | 1996 |
|
RU2100109C1 |
| СПОСОБ ПОТОЧНОГО ИЗГОТОВЛЕНИЯ КАТАНКИ ИЗ ПРУЖИННЫХ СТАЛЕЙ И ЕЕ ПОСЛЕДУЮЩЕЙ ОБРАБОТКИ | 1996 |
|
RU2092257C1 |
| JP 56139205 A, 30.10.1981 | |||
| WO 03018223 A1, 06.03.2003. | |||

