Изобретение относится к металлургии, в частности к прокатному производству полос и лент, и может быть использовано на предприятиях, производящих полосовой прокат переменного продольного профиля из труднодеформируемых сталей, например рессорных заготовок.
В настоящее время актуальным является производство полос рессорных заготовок из труднодеформируемых сталей, имеющих переменную толщину, изменяющуюся по заданному закону. Такие полосы прокатывают в клетях со скоростной асимметрией, то есть с неравными окружными скоростями рабочих валков.
Известен способ прокатки, приводимый в качестве аналога (а.с. СССР 249330, МКИ В 21 В 1/00 от 17.07.67), в соответствии с которым прокатку полосы ведут с одним вращающимся и одним заторможенным валком и с приложением переднего натяжения. Недостаток указанного способа связан с повышенным износом заторможенного валка, снижением качества поверхности готового проката.
Наиболее близким к предлагаемому способу прокатки по технической сущности является способ прокатки, приводимый в качестве прототипа (а.с. СССР 738695, МКИ В 21 В 1/00 от 12.08.77). В соответствии с этим способом соотношение окружных скоростей валков kv изменяют в пределах:

где kv=V2/V1;
λ - вытяжка полосы;
V1 - окружная скорость верхнего валка;
V2 - окружная скорость нижнего валка.
Ведомый валок делают неприводным, при этом прикладывают переднее натяжение. Параметры процесса настраивают так, что формоизменение металла ведомым валком производят за счет сил трения, действующих на контакте металла с неприводным валком и за счет переднего натяжения.
Применение этого способа позволяет снизить уровень переднего натяжения в ходе прокатки с рассогласованием окружных скоростей валков и предотвратить тем самым утяжку или обрыв полосы, при этом на ведущем приводном валке сохраняют однозонное скольжение и снижают необходимое усилие прокатки при той же вытяжке полосы.
Однако в тех случаях, когда прокатку ведут с переменным относительным обжатием для получения переменного продольного профиля полосы - как при производстве рессорных заготовок, - соотношение окружных скоростей валков также должно быть переменным, а это при ведомом неприводном валке невозможно. Кроме того, существенно падает гибкость ведения процесса прокатки - сужается диапазон регулирования соотношения окружных скоростей валков, в принципе невозможны симметричная прокатка и прокатка с соотношением окружных скоростей валков kv<1.
Задача, решаемая предлагаемым изобретением, - получение необходимой вытяжки полосы при одновременном снижении уровня переднего натяжения и соответственного снижения утяжки, сведение к минимуму энергозатрат на прокатку, повышение кпд прокатной клети при сохранении преимуществ ведения процесса с рассогласованием окружных скоростей валков и возрастающим передним натяжением - снижении давления металла на валки при прокатке полос из труднодеформируемых сталей с большими обжатиями.
Достигаемый при этом технический эффект - сокращение энергозатрат на прокатку, увеличение выхода годного металла благодаря предотвращению утяжек и обрывов полос при прокатке труднодеформируемых сталей с большими обжатиями за счет снижения переднего натяжения. Особенность предлагаемого изобретения, связанная со значительным снижением усилия прокатки при пониженном уровне переднего натяжения, дает возможность увеличить производительность прокатной клети за счет увеличения относительного обжатия при заданном уровне переднего натяжения.
Поставленная задача и получаемый технический эффект достигается тем, что прокатку труднодеформируемых полос переменного продольного профиля ведут в клети с индивидуальным приводом валков с рассогласованием скоростей валков и с приложением возрастающего растягивающего усилия к выходному сечению полосы. Соотношение окружных скоростей валков устанавливают постоянным, не превышающим максимальное значение вытяжки, и прокатку начинают с двумя приводными валками, а в ходе прокатки, когда крутящий момент привода ведомого валка достигает нулевого значения, привод ведомого валка отключают. Момент, когда крутящий момент привода ведомого валка достигает нулевого значения, фиксируют специальной аппаратурой.
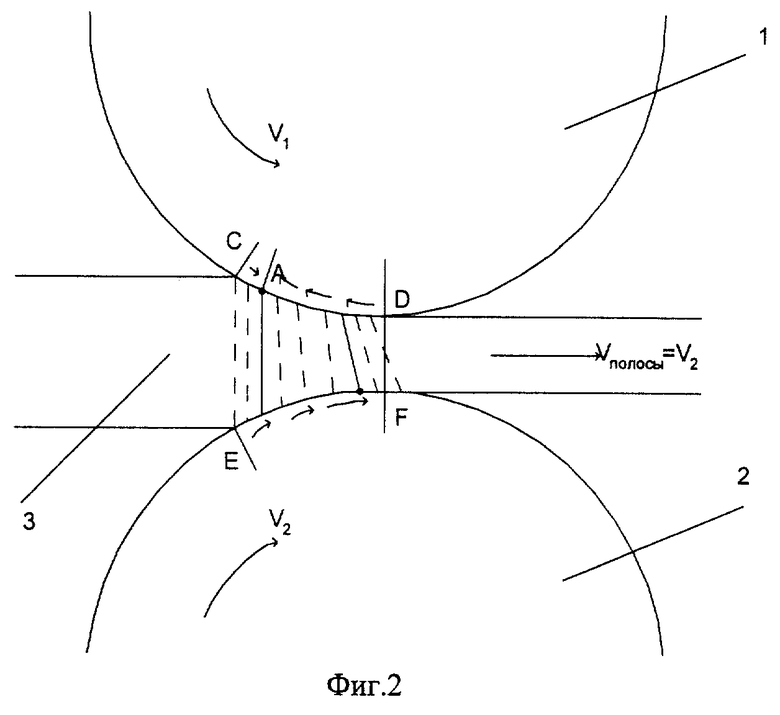
Способ прокатки труднодеформируемых полос переменного продольного профиля иллюстрируется чертежами. На фиг.1 представлена общая принципиальная схема прокатки. Обжатие в валках 1 и 2, 1 - ведомый валок, 2 - ведущий валок, начинают с определенного поперечного сечения исходной полосы 3 (а-а на фиг.1), при этом изменяют межвалковый зазор от начального значения до получения заданной продольной толщины полосы. Относительное обжатие начинают со значений, близких к нулю, и увеличивают по длине полосы 3, переднее натяжение, создаваемое тянущим устройством 4 к моменту начала обжатия, также устанавливают близким к нулю, а в ходе прокатки увеличивают по мере вытяжки полосы 3. Соотношение окружных скоростей валков выбирают из условия:

где kv=V2/V1;
λ1 - вытяжка полосы;
0<λ1<λmax;
λmax - максимальная вытяжка при прокатке текущей полосы.
Когда соотношение окружных скоростей валков kv превосходит текущую вытяжку, на обоих валках возникает однозонное скольжение, - на ведущем валке 2 зона отставания, а на ведомом валке 1 зона опережения, при этом скорость заготовки поддерживают равной окружной скорости ведущего валка 2.
Для уменьшения уровня переднего натяжения на этой стадии процесса при небольших относительных обжатиях обжатие полосы 3 ведомым валком 1 производят с включенным приводом ведомого валка 1.
По мере роста обжатия растет и вытяжка полосы 3 и, соответственно, растет и величина переднего натяжения. Когда соотношение окружных скоростей валков kv станет меньше текущей вытяжки, на ведомом валке 1 появится зона отставания, силы трения в которой разгружают тянущее устройство 4.
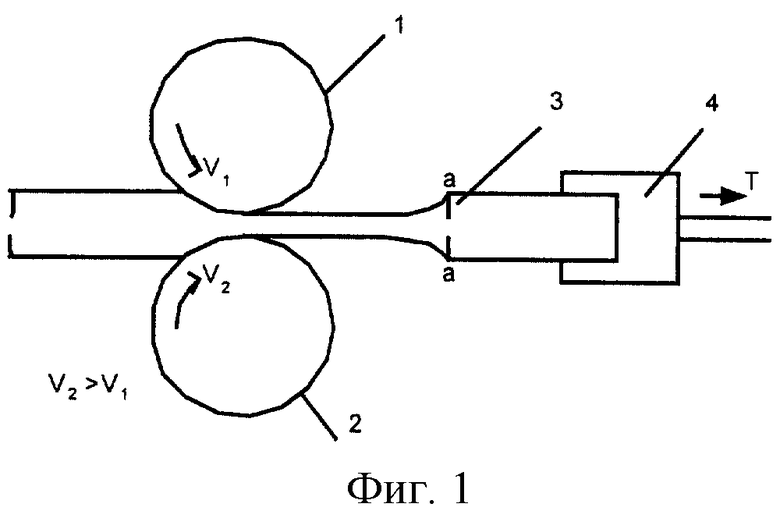
На фиг.2 представлена схема скольжения металла 3 в очаге деформации на стадии однозонного скольжения на ведущем валке 2 и двухзонного скольжения на ведомом валке 1. Стрелки вдоль линии контакта металла с валками - распределенные по длине контакта силы трения в зонах отставания (АС и EF) и в зоне опережения (AD).
В определенный момент наступает такое сочетание вытяжки полосы и переднего натяжения, когда на контакте металла с ведущим валком действует однозонное скольжение - отставание металла от валка, а на ведомом валке нейтральное сечение занимает такое положение, при котором момент на ведомом валке равен нулю, и этот валок вращается от полосы, то есть соблюдается соотношение:

где σ1 - напряжение, создаваемое передним натяжением;
τ01 - среднее напряжение от сил трения в зоне отставания ведомого валка;
ld1 - длина дуги контакта металла с ведомым валком;
h - выходная толщина полосы;
σT - сопротивление металла деформации.
Выражение (3) вытекает из закона сохранения энергии, - работа формоизменения полосы выполняется за счет работы силы переднего натяжения и работы сил трения в зоне отставания ведомого валка, то есть при относительно пониженном уровне натяжения обеспечивают формоизменение в очаге деформации со стороны ведомого валка. Для упрощения выражения (3) в нем не отражены затраты энергии привода валков на преодоление трения в подшипниках валков и в передаточном механизме клети, на преодоление динамического момента на валу двигателя. Все эти затраты компенсируют работой растущей силы переднего натяжения.
При дальнейшем увеличении вытяжки и соответственном увеличении переднего натяжения режим работы приводного двигателя ведомого валка переходит в генераторный, что снижает кпд клети, а так как это недопустимо, привод ведомого валка по предлагаемому изобретению отключают.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки полос | 1982 |
|
SU1061861A1 |
| СПОСОБ ГОРЯЧЕЙ МНОГОПРОХОДНОЙ ПРОКАТКИ РЕССОРНЫХ ПОЛОС | 2013 |
|
RU2532186C1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ПОЛОС | 2011 |
|
RU2467813C1 |
| Способ прокатки металлической полосы | 1984 |
|
SU1296246A1 |
| Непрерывный прокатный стан с попарно-групповым приводом | 1968 |
|
SU267563A1 |
| Непрерывный прокатный стан | 1968 |
|
SU298169A1 |
| Способ настройки непрерывного стана | 1985 |
|
SU1313543A1 |
| Способ прокатки металлической полосы | 1989 |
|
SU1839118A1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2544728C2 |
| Устройство для прокатки тонких полос | 1978 |
|
SU749461A1 |
Изобретение относится к металлургии, в частности к прокатному производству полос и лент. Задача, решаемая предлагаемым изобретением, состоит в сокращении энергозатрат, увеличении выхода годного. Способ заключается в прокатке труднодеформируемых полос переменного продольного профиля в клети с индивидуальным приводом валков с рассогласованием скоростей валков и с приложением возрастающего растягивающего усилия к выходному сечению полосы. Устанавливают постоянное соотношение окружных скоростей валков, не превышающее максимальное значение вытяжки. Прокатку начинают с двумя приводными валками, а в ходе прокатки, когда крутящий момент привода ведомого валка достигает нулевого значения, привод ведомого валка отключают. Изобретение обеспечивает получение необходимой вытяжки полосы при одновременном снижении уровня переднего натяжения и соответственного снижения утяжки, сведение к минимуму энергозатрат на прокатку, повышение кпд прокатной клети. 2 ил.
Способ прокатки труднодеформируемых полос переменного продольного профиля в клети с индивидуальным приводом валков с рассогласованием скоростей валков и с приложением возрастающего растягивающего усилия к выходному сечению полосы, отличающийся тем, что устанавливают постоянное соотношение окружных скоростей валков, не превышающее максимальное значение вытяжки, причем прокатку начинают с двумя приводными валками, а в ходе прокатки, когда крутящий момент привода ведомого валка достигает нулевого значения, привод ведомого валка отключают.
| Способ прокатки | 1977 |
|
SU738695A1 |
| Способ прокатки | 1967 |
|
SU249330A2 |
| Способ продольной периодической прокатки штучных заготовок | 1980 |
|
SU940980A1 |
| СПОСОБ ПРОКАТКИ ПОЛОС | 1992 |
|
RU2006299C1 |

