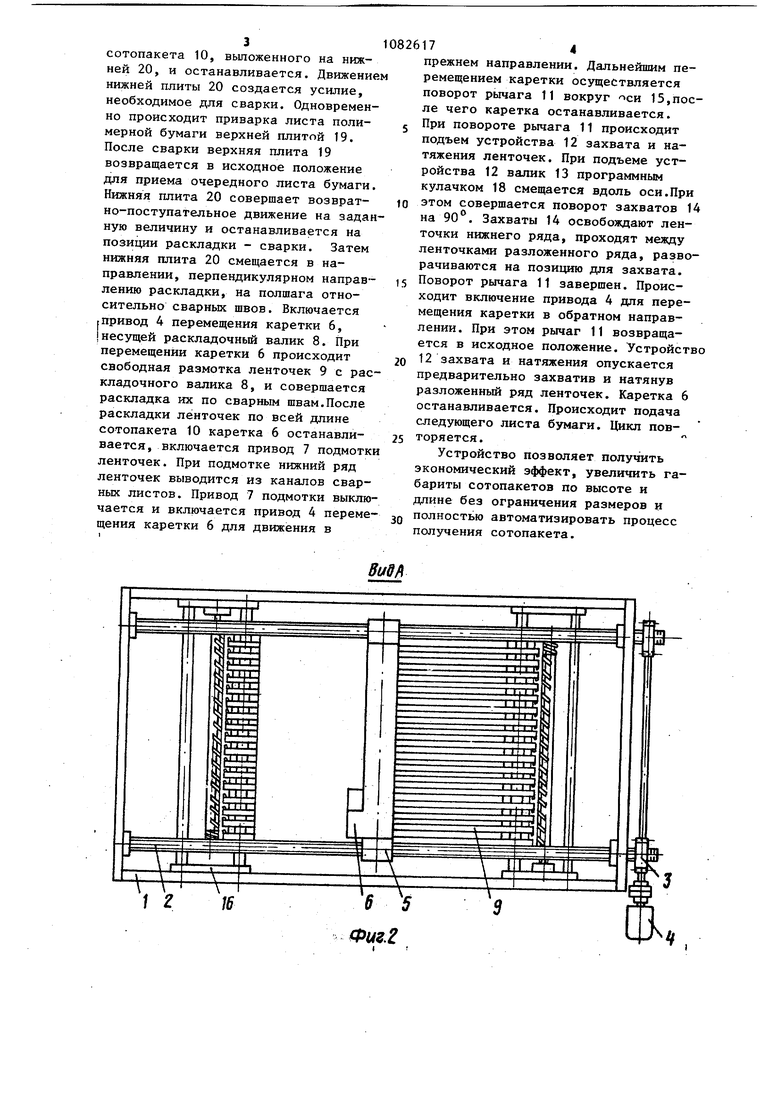
1 Изобретение относится к установ кам для изготовления сотопакета из листовых в .виде бумаги материалов с нанесением на их поверхность поли меризующихся под воздействием температуры и давления покрытий, например феноло-формальдегидньк. Изобретение может быть применен во многих машиностроительных отраслях промьшшенности, где требуется легкий и прочный сотовый заполнитель для различных силовых легких конструкций, например в авиастроении, автомобилестроении. Известно устройство для изготовления сотопакета из листового термо пластичного материала, содержащее установленные на станине формообразующее приспособление, включающее верхнюю и нижнюю плиты. Формообразующее приспособление включает такж опорную и формообразующую гребенки и сварочньй электрод в виде гибкой ребристой плиты или валика с приводом его перемещения Cl 3Необходимость поочередного перемещения гребенок из слоя свариваемы листов и возвращения их на позицию для выкладки следующего слоя бумаги усложняет кинематику установки и увеличивает длительность непроизводительных пауз, что приводит к снижению производительности устройства Цель изобретения - повьшение про изводительности. Поставленная цель достигаете тем, что в устройстве для изготовления сотопакета из листового термо пластичного материала, содержащем установленные на станине формообразующее приспособление, включающее верхнюю и нижнюю плиты, формообразующее приспособление содержит каретку, установленную на станине между верхней и нижней плитами, смонтированные на каретке раскладоч ный валик, имеющий на повер.хности кольцевые канавки, ленты из антиадгезионного материала, размещенные в канавках раскладочного валика, и механизм подмотки лент, механизм захвата и натяжения лент, включающи два двуплечих рычага, установленных с противоположных сторон нижней плиты, валики, размещенные на одном плече каждого из двуплечих рычагов крючки для захвата лент, закрепленн на валиках, при этом другое плечо каждого из двуплечих рычагов разме172щено на пути перемещения каретки, а нижняя плита имеет средство для перемещения ее в направлении, перпендикулярном направлению раскладки лент. На фиг.1 показано устройство, разрез; на фиг.2 - вид по стрелке А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг.1; на фиг.5 - узел I на фиг.З (форма ребер); на фиг.6 - узел II на фиг.З (схема сборки сотопакета). Устройство содержит прямоугольную раму 1, на которой, закреплены два ходовых винта 2, вращение которых осуществляется посредством зубчатой передачи 3 от электродвигателя 4. По ходовым винтам 2 с помощью гаек 5 перемещается каретка 6, несущая привод 7 подмотки ленточек, раскладочный валик 8 с намотанными в его кольцевых пазах ленточками 9. На раме 1 с противоположных сторон свариваемого сотопакета 10 расположены рычаги 11, на которых смонтированы устройства 12 для захвата и натяжения, представляющие собой два валика 13 с вставленными в них захватами 14, вьшолненными в виде изогнутых крючков. Рычаги 11 имеют возможность поворачиваться вокруг осей 15, каждая из которых смонтирована между двумя кронштейнами 16, прикрепленных к раме 1. На этих же кронштейнах 16 смонтированы валики 17 с кольцевыми канавками для направления ленточек. Таких кронштейнов 16 на раме 1 установлены две пары. На одном из кронштейнов 16 этих двух пар установлен профилирующий кулачок 18, с помощью которого осуществляется подъем и поворот захватов 14. Над свар1иваемым сотопакетом 10 расположена сменная сварочная верхняя плита 19 с ребрами. Сотопакет расположен на нижней плите 20, которая имеет возможность перемещения по направляющим 21 на полшага сварных швов в направлении, перпендикулярном направлению раскладки. Устройство работает следующим образом. Для вьтолнения очередного цикла сварки верхняя плоскость сотопакета 10 устанавливается на позицию раскладки - сварки. Верхняя плита 19 транспортирует очередной лист полимерной бумаги на верхнюю плоскость
сотопакета 10, выложенного на нижней 20, и останавливается. Движением нижней плиты 20 создается усилие, необходимое для сварки. Одновременно происходит приварка листа полимерной бумаги верхней плитой 19. После сварки верхняя плита 19 возвращается в исходное положение для приема очередного листа бумаги. Нижняя плита 20 совершает возвратно-поступательное движение на заданную величину и останавливается на позиции раскладки - сварки. Затем нижняя плита 20 смещается в направлении, перпендикулярном направлению раскладки, на полшага относительно сварных швов. Включается I привод 4 перемещения каретки 6, несущей раскладочный валик 8. При перемещении каретки 6 происходит свободная размотка ленточек 9 с раскладочного валика 8, и совершается раскладка их по сварным швам.После раскладки ленточек по всей длине сотопакета 10 каретка 6 останавливается, включается привод 7 подмотки ленточек. При подмотке нижний ряд ленточек выводится из каналов сварных листов. Привод 7 подмотки выключается и включается привод 4 перемещения каретки 6 для движения в
прежнем направлении. Дальнейшим перемещением каретки осуществляется поворот рычага 11 вокруг 15,после чего каретка останавливается.
При повороте рычага 11 происходит подъем устройства 12 захвата и натяжения ленточек. При подъеме устройства 12 валик 13 программным кулачком 18 смещается вдоль оси.При
этом совершается поворот захватов 14 на 90 . Захваты 14 освобождают ленточки нижнего ряда, проходят между ленточками разложенного ряда, разворачиваются на позицию для захвата.
Поворот рычага 11 завершен. Происходит включение привода 4 для перемещения каретки в обратном направлении. При этом рычаг 11 возвращается в исходное положение. Устройство
12 захвата и натяжения опускается предварительно захватив и натянув разложенный ряд ленточек. Каретка 6 останавливается. Происходит подача следующего листа бумаги. Цикл повторяется.
Устройство позволяет получить экономический эффект, увеличить габариты сотопакетов по высоте и длине без ограничения размеров и
полностью автоматизировать процесс получения сотопакета.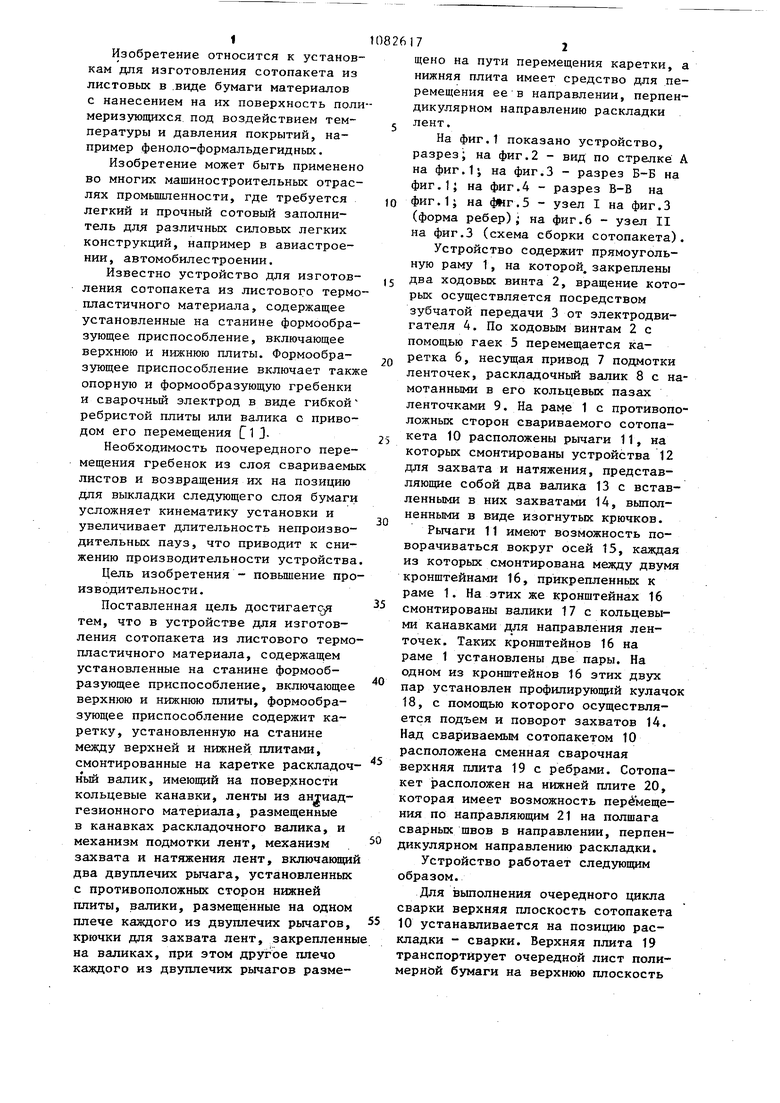
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для намотки длинномерного материала | 1985 |
|
SU1289781A1 |
| Шпонопочиночный станок | 1990 |
|
SU1715597A1 |
| СПОСОБ УПАКОВКИ ПРОДУКТА В ФОЛЬГУ С НАНЕСЕНИЕМ СТИКЕРА | 2022 |
|
RU2794432C1 |
| ЛИНИЯ ПРОДОЛЬНОЙ РЕЗКИ ЛЕНТЫ | 2007 |
|
RU2348493C1 |
| Кардопрядильный автомат | 1936 |
|
SU51262A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОПЛАСТА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2008227C1 |
| Машина для изготовления заготовок бумажных мешочков | 1985 |
|
SU1329994A1 |
| Установка Кривовязюка для вырубки заготовок из плоского материала | 1981 |
|
SU958083A1 |
| Каретка у кардочесальной машины для получения бобин из шерстяной ленты | 1935 |
|
SU45191A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2001 |
|
RU2209731C2 |
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СОТОПАКЕТА ИЗ ЛИСТОВОГО ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА, содержащее установленные на станине формообразующее приспособление, включающее верхнюю плиту и нижнюю плиту, отличающееся тем, что, с целью повьшения производительности, формообразующее приспособление содержит каретку, установленную на станине между верхней и нижней плитами, смонтированные на каретке раскладочный валик, имеющий на поверхности кольцевые канавки, ленты из антиадгезионного материала, размещенные в канавках раскладочного валика, и механизм подмотки лент, механизм захвата и натяжения лент, включающий два двуплечих рычага, установленных с противоположных сторон нижней плиты, валики, размещенные на одном плече каждого из двуплечих рычагов, крючки для захвата лент, закрепленные на с: S валиках, при этом другое плечо каждого из двуплечих рычагов размещено (Л на пути перемещения каретки, а нижняя плита имеет средство для перемещения ее в направлении, перпендикулярном направлению раскладки лент. о 00 го 05
±1
I
fa
Фе/г.З
Фиг. 5
А..3
m
istm мтг ass.
хххххххлХлх
coocxxxxxxxx
xxxx
Фиг. б
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Мацюк Л.Н | |||
| и др | |||
| Легкие сотопласты типа ПСП, полученные методом сварки | |||
| - Авиационные материалы, ВИАМ, 1977, № 5, с | |||
| Приспособление с иглой для прочистки кухонь типа "Примус" | 1923 |
|
SU40A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
