Изобретение относится к технологии и оборудованию для изготовления сотопласта из бумаги, картона, тканей и других длинномерных материалов, пропитанных или покрытых термопластичным связующим или быстроотверждающимися реактопластами.
Известен способ изготовления сотопласта, включающий предварительное гофрирование слоев, окончательное гофрирование, совмещенное со сваркой с образованием сотовых структур, и последующую термофиксацию.
Известна также установка для осуществления способа, включающая смонтированные на основании пару направляющих, формообразующие стержни, образующие плоские гребенки, и сварочный блок.
Известное техническое решение не позволяет формовать армированные материалы, оборудование имеет малую производительность и металлоемко.
Для исключения указанных недостатков в части способа, включающего предварительное гофрирование слоев, окончательное гофрирование, совмещенное с сваркой с образованием сотовых структур, и последующую термофиксацию, согласно изобретению предварительное гофрирование слоев осуществляют путем выкладки длинномерного материала и его обкатки зубчатыми колесами относительно профиля, образованного стержнями, а окончательное гофрирование и сварку смежных слоев осуществляют на всю ширину сотопласта одновременно с последующей термофиксацией также на всю ширину сотопласта.
Для исключения указанных недостатков в части установки, включающей смонтированные на основании пару направляющих, формообразующие стержни, образующие плоские гребенки, и сварочный блок, согласно изобретению установка снабжена раскладчиком длинномерного материала в виде пары зубчатых колес, установленных с возможностью горизонтального возвратно-поступательного перемещения относительно образованной стержнями поверхности, а также парой плит, установленных с возможностью вертикального возвратно-поступательного перемещения относительно направляющих, при этом стержни гребенок соединены посредством рамы с соответствующей плитой с возможностью горизонтального возвратно-поступательного перемещения относительно плиты для обеспечения перемещения стержней по траектории прямоугольника, а сварочный блок выполнен в виде пары зубчатых колес реек, одна из которых формующая, а другая- термофиксирующая, имеющих приводы попеременного перемещения относительно стержней.
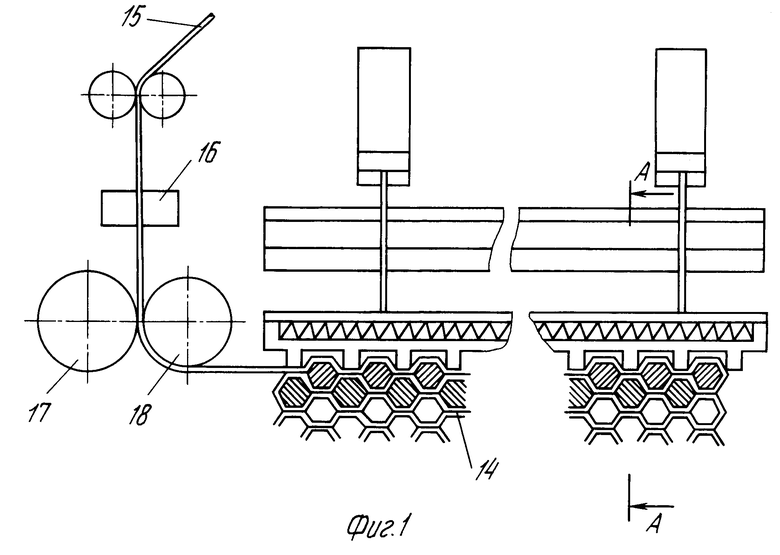
На фиг. 1 показана схема установки; на фиг. 2 разрез А-А на фиг.1.
Установка содержит основание 1, на котором размещены верхние 2 и нижние 3 плиты, имеющие возможность поочередного возвратно-поступательного перемещения в горизонтальном и вертикальном направлениях относительно основания 1, несущего несколько пар направляющих 4.На каждой из плит 2 и 3 смонтирован ряд стержней, образующих гребенки 5. Поочередное горизонтальное и вертикальное возвратно-поступательные перемещения плит 2 и 3 обеспечивают приводы 6,7 и 8,9, а также, например, пружины 10-13. Расстояние между направляющими 4 каждой пары соответствует толщине изготавливаемого сотопласта 14. Раскладка ленты 15 длинномерного материала и ее предварительное гофрирование осуществляется посредством раскладчика, выполненного в виде каретки 16 с зубчатыми колесами 17 и 18.
Гофрирование и сварка осуществляются с помощью обогреваемой зубчатой рейки 19, а термофиксация с помощью холодной зубчатой рейки 20.
Способ изготовления сотопласта и работа установки осуществляются следующим образом.
Раскладчик ленты 15, двигаясь по направляющим (не показаны), обкатывается своими зубчатыми колесами 17 и 18 по профилю, образованному гребенками 5 и раскладывает длинномерную ленту 15, предварительно гофрируя ее. После этого опускается рейка 19, которая гофрирует ленту 15 окончательно и одновременно сваривает с ранее отформованным слоем за счет температуры и давления, создаваемых этой рейкой. Затем рейка 19 поджимается и отводится в сторону, а на ее место опускается термофиксирующая зубчатая рейка 20, охлаждающая места сварки при сохранении давления, термофиксируя сваренный слой одновременно по всей ширине.
После этого плита 3 со стержнями при помощи привода 7, например пневматического, перемещается в горизонтальном направлении, при этом стержни плиты 3 извлекаются из-под стержней плиты 2, перемещаясь по диагонали за счет пружин 10 и 11. После извлечения стержней плиты 3 верхняя плита 2 занимает крайнее нижнее положение, а плита 3 под действием привода 9 укладывается на стержни плиты 2. Таким образом, положение плиты 3 по отношению к плите 2 меняется, т. е. плита 3, занимавшая ранее нижнее положение, стала занимать верхнее положение относительно плиты 2. Затем раскладчик раскладывает ленту 15 в обратном направлении. Каретка 16 с заправленной между ее зубчатыми колесами 17 и 18 лентой 15, перемещаясь относительно гребенок 5, обеспечивает укладку и предварительное ее гофрирование в другом направлении. Таким образом, обеспечивается наслаивание и соединение слоев в сотовую конструкцию.
П р и м е р Изготавливали на экспериментальном оборудовании сотопласт с шестигранной ячейкой размером 6 мм на основе ленты из финиловой бумаги толщиной 0,13 мм и шириной 10 мм, имеющей двухстороннее поликарбонатное покрытие толщиной 0,05 мм. Удельное усилие на формующих и термофиксирующих рейках составляло Р 2-3 кг/см2, температура формующей рейки 250-270оС, время выдержки при формовании и термофиксации 0,5-1,0 сек. По данному способу был получен сотопласт, имеющий γ= 100 кг/м3, с прочностью на сжатие σ 35-40 кг/см2. Производительность при двухканальном исполнении составляла 2 м2/ч.
Данный способ и установка обеспечивают получение армированных сотопластов с различной формой ячейки в автоматическом режиме.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СОТОПЛАСТА | 1991 |
|
RU2068340C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОПЛАСТА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2008227C1 |
| МНОГОСЛОЙНАЯ ПАНЕЛЬ | 1992 |
|
RU2040403C1 |
| Устройство для изготовления сотопакета из листового термопластичного материала | 1982 |
|
SU1082617A1 |
| МНОГОСЛОЙНАЯ ПАНЕЛЬ | 1992 |
|
RU2032040C1 |
| Устройство для изготовления сотовогозАпОлНиТЕля | 1978 |
|
SU806209A1 |
| МАШИНА ДЛЯ СБОРКИ И РОЛИКОВОЙ СВАРКИ СОТОВЫХ | 1969 |
|
SU251112A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ПАНЕЛЕЙ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ | 2004 |
|
RU2268813C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРОВАЛЬНОГО ЭЛЕМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2272710C1 |
| ;ОЮЗНАЯ | 1973 |
|
SU381491A1 |

Использование: в технологии и оборудовании для изготовления сотопласта. Сущность изобретения: способ включает предварительное гофрирование длинномерного материала обкаткой зубчатыми колесами относительно профиля, а также окончательное гофрирование и сварку смежных слоев на всю ширину сотопласта одновременно с последующей термофиксацией. Установка содержит раскладчик длинномерного материала, формующие гребенки, перемещающиеся по траектории прямоугольника, и сварочный блок в виде пары зубчатых реек, одна из которых формующая, а другая термофиксирующая. 2 с. п. ф-лы, 2 ил.
| Торфодобывающая машина с вращающимся измельчающим орудием | 1922 |
|
SU87A1 |
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
