Изобретение относится к металлургии и может быть использовано, например, при отливке из алюминия и его сплавов.
Известно устройство для непрерывной разливки металлов, содержащее индуктор, выполненный в виде шины, камеру охлаждения.
Недостатками известного устройства является то, что индуктор выполнен в виде шин, что хотя и решает задачу по исключению растекания тока в месте подсоединения токоподводящих шин к индуктору, однако имеет сложную конструкцию, низкую технологичность изготовления и надежность работы, так как индуктор и коллектор необходимо выполнить раздельно, а также дополнительно нужна камера охлаждения индуктора.
Известно устройство для непрерывного литья слитков, содержащее кристаллизатор, выполненный металлическим, незамкнутым с внутренними полостями для циркуляции охладителя и токоподводы.
Недостатком известного устройства является создание неравномерной напряженности магнитного поля по периметру кристаллизатора из-за растекания тока в месте подсоединения токоподводов к незамкнутым частям кристаллизатора, что ведет к искажению формы слитка.
Цель изобретения - повышение качества отливаемых слитков.
Предлагаемому устройство содержит индуктор, выполненный металлическим, незамкнутым с внутренними полостями для циркуляции охладителя, токопроводы.
Новым является то, что незамкнутые торцовые части индуктора снабжены электроизолирующими пластинами, а токоподводы расположены на указанных пластинах и подсоединены к внутренней стенке индуктора.
В предлагаемом устройстве направление движения электрического тока осуществляется таким образом, что периферийная зона стыка индуктора, обращенная к формируемому слитку, оказывается не обесточенной, как в прототипе.
Протекание тока по периферийной зоне стыка индуктора обеспечивает выравнивание магнитного поля в зоне стыка, что достигается за счет размещения электроизолирующих вставок (пластин) в незамкнутых частях индуктора.
На чертеже изображен общий вид предлагаемого устройства.
Устройство для непрерывного литья слитков из алюминия и сплавов на его основе содержит металлический кольцеобразный полый незамкнутый индуктор 1, незамкнутые части которого снабжены токоизолирующими пластинами 2, прикрепленными к торцовым поверхностям индуктора 1.
К внутренней поверхности индуктора 1 через токоподводящие шины 3 подключен источник 4 питания повышенной частоты. Внутренняя сторона 5 индуктора 1 служит индуктирующим проводом. Для уменьшения интенсивности электромагнитного поля в верхней части слитка 6 устройство содержит электромагнитный экран, внутренняя полость индуктора 1 служит для циркуляции охладителя и подачи его на слиток 6 при литье.
Устройство работает следующим образом.
При включении источника 4 питания рабочий ток протекает по топокоподводящим шинам 3 только по внутренней стороне 5 индуктора 1, обращенной к слитку 6, не растекаясь в месте подсоединения токоподводящих шин 3.
Отсутствие растекания тока приводит к повышению равномерности магнитного поля по периметру индуктора 1.
Установлено, что толщина перемычки 7 индуктора 1 должна быть не более толщины токоподводящих шин 3 и не менее 2/3 глубины проникновения рабочей частоты тока для данного металла индуктора 1. При толщине перемычки 7 более толщины токоподводящих шин 3 происходит растекание тока, что приводит к искажению магнитного поля, при толщине перемычки менее 2/3 глубины проникновения рабочей частоты происходит перегорание перемычки.
П р и м е р . Индуктор 1 изготовлен из алюминиевого прессованного полого профиля сплава АД31, сечение профиля 75 х 140 мм, толщина стенки 5 мм, имеет зазор с диэлектрической вставкой, например, из резины размером 5 х 75 х 140 мм. Были отлиты слитки сплавов Д1, Д16 размером 260 ±6 х 1620 ±6 мм. При частоте источника питания 1430 Гц и напряжении на выходе, равном 28 В, было отлито свыше 15000 т слитков длиной 6 м.
Все отлитые слитки улучшенного качества признаны годными и пошли на следующий этап обработки. Выход годного увеличился на 0,3-0,5 % . (56) Патент СССР N 948283, кл. B 22 D 11/04, 1978.
Изобретение относится к металлургии и может быть использовано при отливке слитков из алюминия и его сплавов. Устройство содержит металлический кольцеообразный полый незамкнутый индуктор 1. К незамкнутым торцовым поверхностям индуктора прикрепленны токоизолирующие пластины 2, например резиновые. Токоподводящие шины 3 подсоединены к внутренней поверхности индуктора через перемычки 7. 1 ил.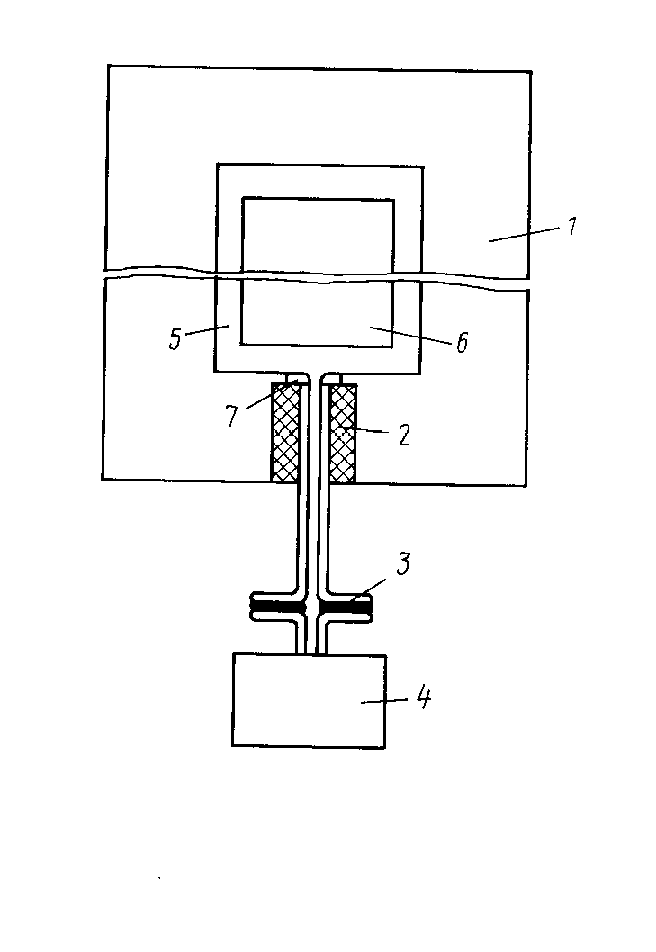
УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ ИЗ АЛЮМИНИЯ И СПЛАВОВ НА ЕГО ОСНОВЕ, содержащее индуктор, выполненный незамкнутым с внутренними полостями для циркуляции охладителя, и токоподводы, отличающееся тем, что незамкнутые торцевые части индуктора выполнены с электроизолирующими пластинами, токоподводы расположены на пластинах и подсоединены к внутренней стенке индуктора.

