Изобретение относится к металлургии, в частности к непрерывной и полунепрерывной разливке цветных металлов, например алюминия и его сплавов.
Известен способ литья в электромагнитном поле, согласно которому оптимальная высота жидкой зоны слитка ПЖ находится в пределах 25-45 мм.
Недостатком известного способа является малая зона измельчения дендритных ячеек, равна 30-40 мм от края слитка, далее к центру слитка размер зерна увеличивается примерно в два раза, что, как известно, снижает качество слитка по физико-механическим свойствам из-за неоднородности макроструктуры по сечению слитка от периферии к центру.
Наиболее близким по технической сущности к предлагаемому является способ непрерывной разливки металла, включающий принудительное охлаждение, а над закристаллизовавшейся частью слитка сохраняют слой жидкого металла hж высотой 15-80 мм.
Однако известный способ не даст равнозернистую структуру по всему сечению слитка, так как в периферийной зоне зерно меньше в 2-2,5 раза, чем в центре из-за того, что интенсивное перемешивание металла электромагнитными силами при высоте жидкого металла hж до 80 мм происходит только в узкой, примерно 30 мм, периферийной зоне, а также отсутствует массоперенос от центра слитка, куда поступает жидкий горячий металл, к периферии, что не позволяет выровнять температуру по всему сечению слитка, а неравномерность температуры также способствует неравномерности образования зерна.
Задачей изобретения является повышение качества слитка по физико-механическим свойствам за счет равномерного измельчения по всему сечению слитка.
Поставленная задача достигается за счет увеличения жидкой зоны над закристаллизовавшейся частью слитка. Увеличение высоты жидкого слоя металла в зоне действия электромагнитного поля увеличивает область перемешивания и массоперенос в лунке за счет электромагнитных сил, а также приводит к выравниванию температуры металла по всему сечению. Перемешивание металла и равномерность температуры по всему объему лунки обеспечивает равномерность измельчения зерна по сечению, что приводит к улучшению качества слитка по физико-механическим свойствам.
Кроме того, увеличение жидкой зоны до 120 мм позволяет повысить скорость литья на 5-10% и температуру литья на 5-10оС, что, в свою очередь, дополнительно положительно влияет на измельчение структуры, а также повышает производительность литья.
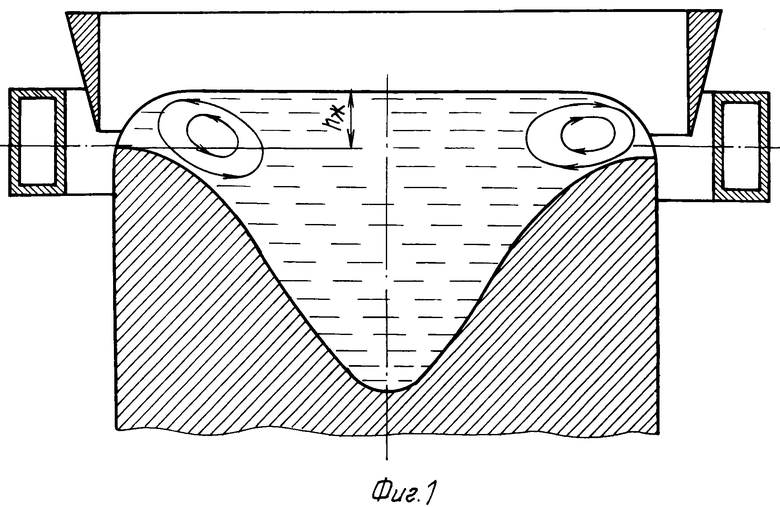
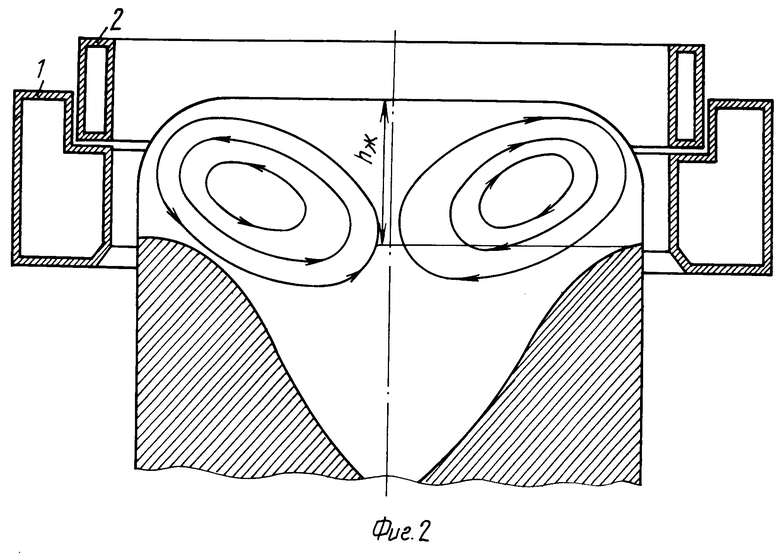
На фиг.1 представлена схема литья по прототипу; на фиг.2 схема литья по изобретению.
П р и м е р 1. В электромагнитный кристаллизатор серийной конструкции (фиг. 1) отливали алюминиевый сплав 1105 размеры 260 х 1320 прямоугольного сечения с высотой жидкой зоны hж 75 мм (скорость литья 90 мм/мин, температура литья 695оС, согласно технологической инструкции). Перемешивание металла не достигало центра слитка. После металлографического контроля слитков оказалось, что макроструктура слитка неоднородна по сечению, на периферийной зоне, где шло активное перемешивание, зерно в 2-2,5 раза мельче, чем в центре слитка.
П р и м е р 2. В электромагнитный кристаллизатор, содержащий индуктор 1, выполненный с уступом, в который помещен электромагнитный экран 2 (фиг.2), отливали алюминиевый сплав марки 1105 размером 360 х 1320 с высотой жидкой зоны hж 120 мм (скорость литья 90 мм/мин, температура литья 695оС).
Перемешивание металла при этом достигало середины слитка за счет увеличения высоты жидкой зоны.
После металлографического контроля оказалось, что макроструктура мелкозернистая и однородна по всему сечению.
П р и м е р 3. В электромагнитный кристаллизатор аналогичной, указанной в примере 2, конструкции отливали сплав 1105 размером 260 х 1320 прямоугольного сечения с высотой жидкой зоны hж 130 мм (скорость литья 110 мм/мин, температура литья 705оС, что выше, чем по технологической инструкции). Перемешивание металла шло по всему объему лунки. После металлографического контроля оказалось, что макроструктура этого образца не отличается от образца, отлитого при высоте жидкой зоны hж, равной 120 мм.
Приведенные примеры показывают, что с увеличением высоты жидкой зоны hж отливаемого металла область перемешивания увеличивается до середины слитка и массоперенос идет по всему объему лунки, температура металла выравнивается, что приводит к выравниванию размера зерна по сечению и соответственно к улучшению физико-механических свойств.
Кроме того, увеличение высоты жидкой зоны позволяет увеличить скорость литья, т.е. производительность на 5-10% без ухудшения качества.
Способ непрерывной разливки металла в электромагнитном кристаллизаторе включает формирование слитка в поле замкнутого индуктора, при этом над закристаллизовавшейся частью слитка поддерживают слой жидкого металла в пределах 85.120 мм. Это позволяет увеличить область перемешивания металла и выравнить его температуру по всему сечению слитка. 2 ил.
СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА В ЭЛЕКТРОМАГНИТНОМ КРИСТАЛЛИЗАТОРЕ, включающий формирование слитка в поле замкнутого индуктора с сохранением над закристаллизовавшейся частью слитка жидкой зоны металла, отличающийся тем, что высоту жидкой зоны над закристаллизовавшейся частью слитка поддерживают в пределах 85 120 мм.
| Способ непрерывной разливки металла | 1965 |
|
SU437331A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
