Изобретение относится к области прямого преобразования и может быть использовано в низкотемпературных термоэлементах (т. е. в термоэлементах, температура горячих спаев которых при эксплуатации не превышает 300оС), ветви которых изготовлены из тройных сплавов на основе теллурида висмута.
Известен низкотемпературный термоэлемент, содержащий полупроводниковые ветви n- и р-типа, изготовленные из тройных сплавов, коммутационные слои на основе антимонида висмута и коммутационные шины из меди [1] .
Недостатком известного термоэлемента является высокая стоимость, которая обусловлена использованием в качестве материала коммутационного слоя трехкомпонентного соединения, а также дороговизной технологического процесса коммутации, включающего газотермическое распыление в глубоком вакууме антимонида висмута.
Наиболее близким по технической сущности и достигаемому результату к описываемому низкотемпературному термоэлементу является термоэлемент, содержащий полупроводниковые ветви n- и p-типов проводимости, выполненные из тройных сплавов на основе теллурида висмута, присоединенные к ним коммутационные слои и коммутационные шины и электроизоляционную прослойку, размещенную между ветвями [2] .
В известном термоэлементе высокая стоимость определяется, с одной стороны, значительной стоимостью материала коммутационного слоя, который в известном элементе выполняется в виде спрессованных пластин из антимонида никеля (толщиной 0,5-0,8 мм) с добавкой пластификатора, поскольку стоимость такого материала коммутационного слоя сравнима со стоимостью полупроводникового материала ветвей; с другой стороны, повышенная стоимость термоэлемента объясняется высокой стоимостью технологического процесса коммутации с ветвями коммутационных слоев и коммутационных шин и последующей "раскоммутации".
Наиболее близким к предложенному способу является способ коммутации прессованных термоэлементов из сплава Bi2Te3 посредством газоплазменного напыления слоя коммутационных материалов на поверхности термоэлементов [3] .
Целью изобретения является снижение стоимости низкотемпературного термоэлемента при одновременном повышении технологичности его изготовления.
Указанный в цели положительный эффект обеспечивается за счет того, что удалось существенно снизить стоимость материала коммутационного слоя, поскольку стоимость железа и его сплавов, из которого в заявленном термоэлементе выполняются коммутационные слои, более чем на порядок меньше стоимости материала коммутационного слоя в известном термоэлементе, и толщина его (0,1-0,25 мм) в несколько раз меньше толщины коммутационного слоя (0,5-0,8 мм) в известном термоэлементе, размещение средней части коммутационного слоя на торцевой поверхности электроизоляционной прослойки способствует снижению стоимости, поскольку электроизоляционная прослойка служит опорным элементом и это позволяет выбрать толщину коммутационного слоя минимально необходимой для создания надежного барьера (экспериментально установлено, что ресурс в несколько лет обеспечивают коммутационные слои толщиной 0,1-0,25 мм), а снижение толщины этого слоя способствует снижению его стоимости.
Для получения минимальных потерь в коммутационных шинах предпочтительно их изготавливать из материалов, обладающих хорошей адгезией к железу и высокой электропроводностью, например из алюминия, никеля и т. п. Предпочтительно с учетом электрического сопротивления материала высоту коммутационных шин выбирать в пределах 0,75-1 мм, что определяет оптимальный диапазон отношения толщины коммутационного слоя к высоте коммутационной шины в пределах 1: 3-10, так как при меньшем отношении могут резко увеличиться суммарные электрические потери в коммутации, а превышение этих отношений более чем на порядок практически не приводит к снижению потерь и вызывает увеличение стоимости за счет длительности процесса газоплазменного напыления материала коммутационных шин.
Предпочтительно коммутационные слои выполнять из железа или его сплавов, например из низкоуглеродистых сталей (марка СТ 08, СТ 10, СТ 15, 09КП и т. п. ), поскольку для них экспериментально установлена высокая ресурсная стабильность (ресурс - несколько лет при эксплуатации в инертной атмосфере при температуре горячих спаев 250оС), почти идеальное совпадение коэффициентов термического расширения этих материалов с КТР полупроводниковых тройных сплавов, из которых изготавливаются ветви, и, кроме того, именно низколегированные стали обладают высокой пластичностью, что повышает ресурсную стабильность при термоциклировании.
Коммутационные шины предпочтительно изготавливать из алюминия или его сплавов, поскольку наряду с высокой электропроводностью и дешевизной именно эти материалы имеют великолепную адгезию к железу и его сплавам при газоплазменном напылении его.
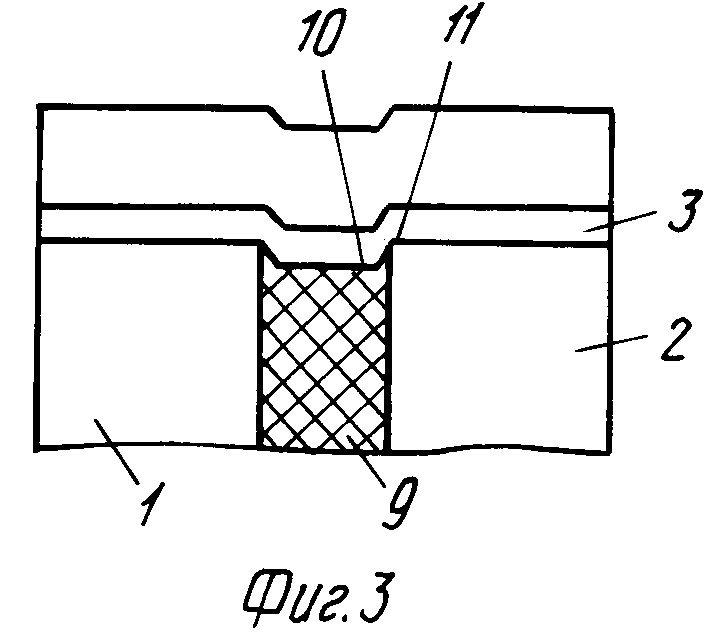
Использование прослойки высотой меньше ветви и выполнение торцевой поверхности дугообразной позволяет до минимума снизить толщину коммутационных соединений и, соответственно, стоимость, поскольку автоматически формируется зиг и это позволяет получать высокую механическую прочность при минимальной толщине.
Снижению стоимости способствует и использование способа изготовления термоэлемента, который состоит из одновременного формирования коммутационного слоя и присоединения его к торцевым поверхностям ветвей, непосредственно за формированием этого слоя через 5-20 с присоединяют коммутационные шины, газоплазменное напыление позволяет быстро (менее минуты) формировать коммутационный слой, обладающий отличной адгезией с материалом холоднопрессованных полупроводниковых ветвей; промежуток времени между нанесением коммутации слоя и последующим нанесением материала коммутационной шины выбирать менее 5 с нецелесообразно, так как за меньшее время практически невозможно перейти к газоплазменному напылению другого материала (проверено экспериментально), а при интервале более 20 с получается излишнее окисление нанесенного слоя, и в то же время в течение 5-20 с вполне удается переключиться на напыление материала коммутационной шины (например, останавливая подачу одной заготовки и начиная подачу другой заготовки).
Присоединение материала коммутационной шины к материалу коммутационного слоя также позволяет существенно упростить технологический процесс коммутации и соответственно снизить стоимость термоэлемента.
Заключительная операция способа - упрочнение многослойной системы полупроводник - коммутационные слои - коммутационные шины с использованием термообработки. Предпочтительно при газоплазменном напылении коммутационных слоев подавать в зону плазмообразования заготовку из железа или его сплавов (в сравнении с обычно используемой заготовкой в виде порошка использование провода снижает стоимость и, главное, устраняется влияние окисления поверхности частиц порошка). Экспериментально установлено, что оптимальный диапазон диаметра подаваемого провода составляет 0,5-1 мм, так как при меньшем диаметре образуются мелкодисперсные частицы, которые плохо распыляются из-за частичного сгорания, а при диаметре, превышающем 1 мм, наблюдается забивание сопла. Скорость подачи провода выбирают в пределах 1-1,6 мм/с, так как при меньшей скорости подачи не обеспечивается непрерывность процесса напыления, и процесс, соответственно, затягивается, а при скорости, превышающей 1,6 мм/с, наблюдается непроплавление отдельных участков провода и приходится излишне увеличивать затрачиваемую мощность, что приводит к увеличению стоимости изготовления.
Экспериментально установлены режимы газоплазменного напыления железа на холоднопрессованные полупроводниковые ветви или его сплавов (на примере низколегированных сталей), так мощность, потребляемая плазматроном, выбирается в пределах 7,6-12,0 кВт при токе 320-400 А, поскольку при меньших значениях мощности (и значениях тока) не удается добиться достаточно равномерного слоя - затруднено получение устойчивой наносимой среды, а при мощности более 12 кВт (и токе более 400 А) не наблюдается дальнейшее улучшение качества напыляемого слоя и увеличивается расход электроэнергии, а, соответственно, и стоимость.
Расход инертного газа (обычно это аргон) выбирают в пределах 25-40 л/мин, так как при меньшем расходе наблюдается неустойчивость образующейся струи и процесс напыления идет нестабильно.
Экспериментально установлены оптимальные параметры режима газоплазменного нанесения алюминия или его сплавов: скорость подачи провода 1,5-2 мм/с, диаметр провода 0,8-1 мм, мощность 5-8 кВт, расход газа 18-25 л/мин.
Экспериментально оптимизированы процессы дополнительного упрочнения получаемых после газоплазменного напыления структур полупроводник - коммутационные слои - коммутационные шины, что позволяет наряду с повышением эффективности улучшить термомеханическую прочность. Так, при упрочнении при помощи отжига температуру отжига выбирают в пределах 400-450оС. В результате именно при таких температурах обеспечивается хорошее дополнительное сцепление частиц во всех слоях термоэлементов и слоев между собой. При меньших температурах и времени отжига менее 2 ч упрочнение недостаточно, при температуре свыше 450оС и времени менее 1 ч резко возрастает сублимация полупроводникового материала. При использовании "горячего" прессования давление выбирают в диапазоне 3,5-4,5 т/см2, так как при меньших давлениях не обеспечивается надежное сцепление, а при давлениях, превышающих 4,5 т/см2, наблюдается перепрессовка - излишняя ползучесть ветвей, аналогично влияние температур, соответствующих этим давлениям, а продолжительность процесса "горячего" прессования выбирают в диапазоне 3-7 мин, при меньшей продолжительности процесса не наблюдается завершенное формирование структур, при большем времени - перепрессовка.
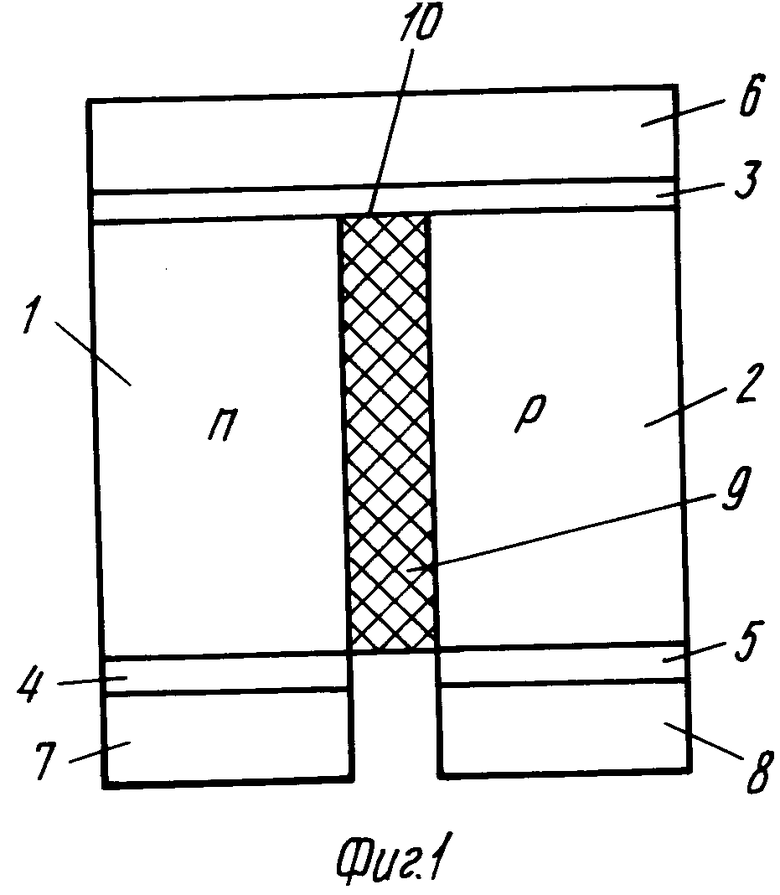
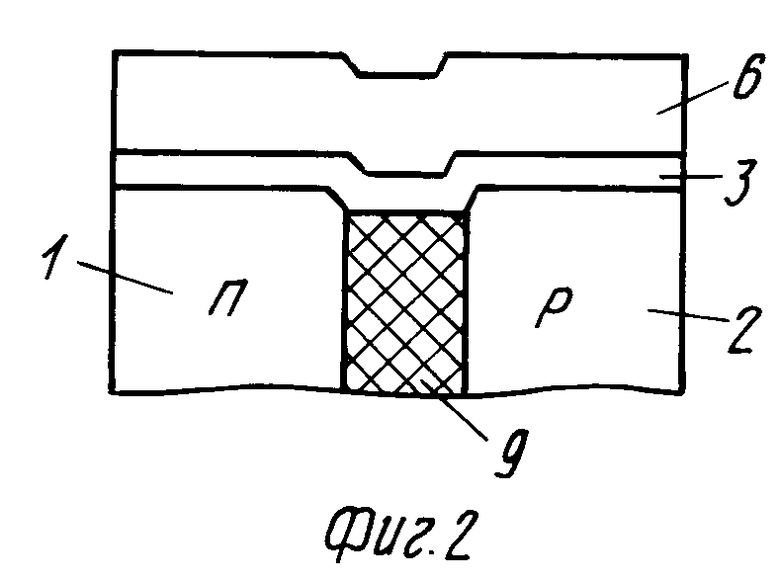
На фиг. 1 изображен низкотемпературный термоэлемент; на фиг. 2 - то же с прямоугольным зигом в коммутационной шине; на фиг. 3 - то же с дугообразным зигом.
Низкотемпературный элемент содержит полупроводниковые ветви n- и p-типа 1 и 2, коммутационные слои 3-5, присоединенные к ним коммутационные шины 6-8, электроизоляционную прослойку 9 с торцевой поверхностью 10, конец 11 электроизоляционной прослойки.
Полупроводниковые ветви n- и p-типов предпочтительно выполнять из тройных сплавов на основе теллурида висмута (n-тип Bi2Te3 - Sn2Te3, p-тип Bi2Te3 - Sb2Te3 с легирующими примесями) как обладающие максимальной эффективностью в диапазоне 20-300оС. Коммутационные слои 3-5 выполняются из железа (с чистотой 99,9-99,7% ) или его сплавов (предпочтительно из низкоуглеродистых сталей, например из сталей марок СГ 08, СТ 10, СТ 15, 09КП и т. д. , как обладающих максимальной пластичностью). Коммутационный слой 3 присоединен посредством газоплазменного напыления к торцевым поверхностям ветвей 1 и 2, которые ориентированы перпендикулярно направлению прессования, причем средняя часть коммутационного слоя 3 расположена на торцевой поверхности электроизоляционной прослойки 9. Коммутационная шина 6 присоединена посредством газоплазменного напыления к коммутационному слою 3, а коммутационные шины 7 и 8 соответственно к коммутационным слоям 4 и 5. Электроизоляционная прослойка 9 может быть заглублена по отношению к торцевым поверхностям ветвей 1 и 2 на глубину, не превышающую толщины коммутационного слоя 3 (см. фиг. 3), причем в этом случае предпочтительно конец коммутационной прослойки совмещать с угловыми кромками ветвей 1 и 2. Коммутационные шины 6-8 предпочтительно изготавливать из алюминия или его сплавов.
П р и м е р. При комнатной температуре из порошков полупроводниковых материалов, выполненных из тройных сплавов на основе теллурида висмута, при давлении Р1 = 5 т/см2 прессуют ветви с поперечным сечением 3х3 мм и высотой 5 мм. Ветви приклеивают каплями эпоксидной смолы к прослойке из полиимида толщиной 0,3 мм, располагая торцевую поверхность пленки заподлицо с поверхностью ветвей. Затем на плазменной установке УПУ-3Д проводят газоплазменное напыление с использованием заготовки из провода марки СТ 10, подаваемой в зону плазмообразования со скоростью 1,2 мм/с, при затрачиваемой мощности 9 кВт, токе 350 А и расходе аргона 30 л/мин. Проводят напыление коммутационного слоя СТ 10 толщиной 0,15 мм на поверхность, перпендикулярную плоскости "холодного" прессования, - три прохода сопла над поверхностью ветвей. Напыление проводят через окно, повторяющее форму коммутационной шины. Затем напыляют слой алюминиевого сплава АМЦ толщиной 1 мм при следующих режимах: скорость подачи провода 1,5 мм/с, диаметр провода 1 мм, мощность 5,5 кВт, расход аргона 20 л/мин. Далее указанные операции напыления коммутационных слоев из СТ10 и слоев коммутационных шин из АМЦ проводят на противоположных поверхностях полупроводниковых ветвей. В заключение сформированная заготовка отжигается при 440оС в течение 100 мин в атмосфере аргона. Измерение характеристик изготовленного термоэлемента показало, что термоЭДС его в перепаде 200оС совпадает с термоЭДС базового объекта, а сопротивление коммутационных соединений меньше на 1% .
Изготовленный низкотемпературный термоэлемент (см. фиг. 1) работает следующим образом. На горячие спаи полупроводниковых ветвей 1 и 2 через коммутационную шину 6 и коммутационный слой 3 поступает тепловой поток, создающий на ветвях 1 и 2 перепад температур. За счет эффекта Зеебека генерируется термоЭДС, и с концевых коммутационных шин 7 и 8 в полезную нагрузку поступает вырабатываемая электрическая энергия. При нагреве до 250оС происходит термическое расширение коммутационной шины 6 и коммутационного слоя 3, средняя часть которого опирается на торцевую поверхность электроизоляционной прослойки 9. При длительной эксплуатации (2000 ч и более) не наблюдалось ухудшение характеристик термоэлемента. (56) 1. Авторское свидетельство СССР N 323823, кл. H 01 L 35/34, 1970.
2. Авторское свидетельство СССР N 704397, кл. H 01 L 35/04, 1978.
3. Авторское свидетельство СССР N 199946, кл. H 01 L 35/34, 1965.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления термоэлементов | 1991 |
|
SU1836755A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОБАТАРЕИ | 2018 |
|
RU2694797C1 |
| ТЕРМОЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2030815C1 |
| Способ коммутации ветвей миниа-ТюРНыХ ТЕРМОбАТАРЕй | 1977 |
|
SU813540A1 |
| Термоэлектрический кондиционер для транспортных средств | 1990 |
|
SU1791874A1 |
| ТЕРМОЭЛЕКТРИЧЕСКИЙ ГЕНЕРАТОР | 1992 |
|
RU2018196C1 |
| ТЕРМОЭЛЕКТРИЧЕСКИЙ ГЕНЕРАТОР | 1992 |
|
RU2018197C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОЭЛЕКТРИЧЕСКИХ МОДУЛЕЙ | 2001 |
|
RU2195049C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОЭЛЕКТРИЧЕСКИХ БАТАРЕЙ | 2004 |
|
RU2248070C1 |
| ТЕРМОЭЛЕКТРИЧЕСКИЙ МОДУЛЬ | 2003 |
|
RU2234765C1 |
Область использования: прямое преобразование тепловой энергии в электрическую. Сущность изобретения: в низкотемпературном термоэлементе, ветви которого выполнены из тройных сплавов на основе теллурида висмута, коммутационные слои выполнены из железа или его сплавов и присоединены к торцевым поверхностям ветвей, а средняя часть коммутационного слоя расположена на торцевой поверхности электроизоляционной прослойки. Коммутационные шины присоединены к коммутационным слоям, при этом соотношение толщины коммутационного слоя и высоты коммутационной шины выбирают в пределах 1 : 3 - 10. При изготовлении термоэлемента после прессования ветвей из порошков полупроводниковых материалов при комнатной температуре на их торцевые поверхности посредством газоплазменного напыления наносят коммутационный слой и затем коммутационную шину, после чего проводят упрочнение посредством отжига или "горячего" прессования. Приводятся оптимальные режимы газоплазменного напыления и упрочнения. 2 с. п. ф-лы, 7 з. п. ф-лы, 3 ил.
