Изобретение относится к области прокатного производства и предназначено для горячей реверсивной прокатки круглого сорта и труб из высокопластичных металлов и их сплавов, таких как медь, алюминий, цирконий, титан и др.
На фиг. 1 изображен стан, план; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 2; на фиг. 5 - разрез Г-Г на фиг. 2.
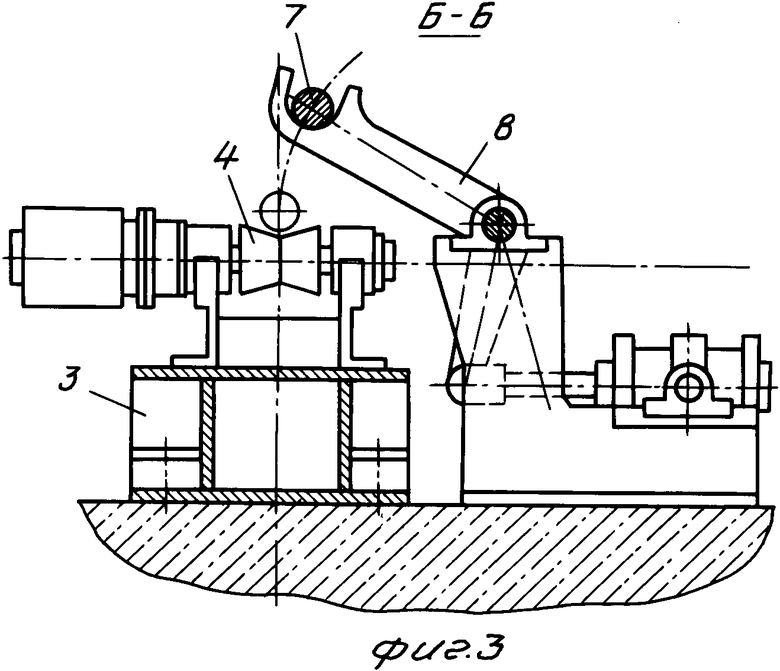
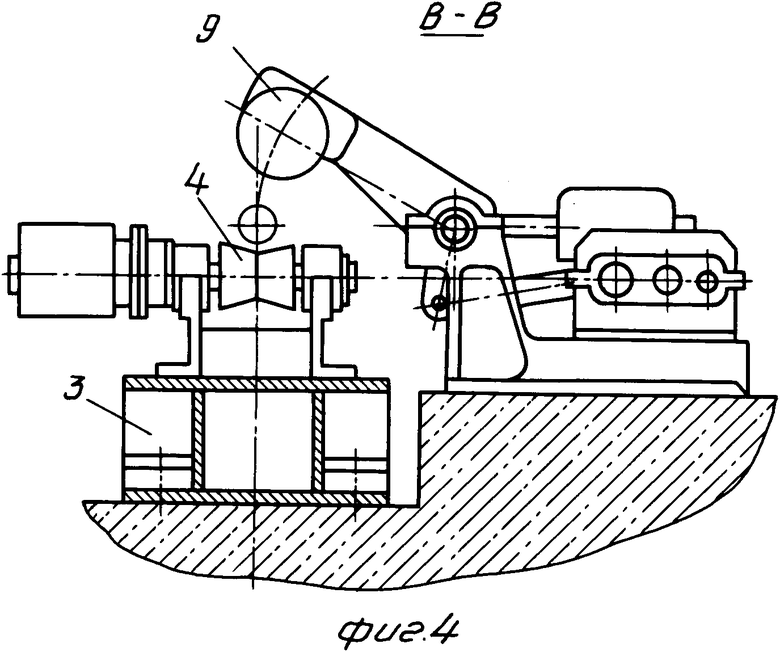
Стан для прокатки преимущественно круглого сорта содержит рабочую клеть 1 винтовой прокатки, привод 2 и аналогично выполненные передний и задний столы. Каждый из столов включает опорную раму 3, несущую приводные транспортные ролики 4 и расположенные над ними приводные задающие ролики 5 с приводами 6 прижима, и вталкиватель 7, смонтированный на подъемно-опускающихся рычагах 8 над транспортными приводными роликами 4 за последним задающим роликом 5. Количество приводных задающих роликов 5 зависит от числа проходов и длины раската для конкретного стана. При этом для обеспечения захвата вталкивателя 7 роликами 5 первый от клети задающий ролик 5 смонтирован на расстоянии l1, превышающим минимальную длину проката, а последний задающий ролик 5 - на расстоянии ln, превышающем максимальную длину проката по крайней мере на величину, равную половине диаметра задающих роликов. Отдельно смонтированы качающиеся упоры 9, служащие ограничителем перемещения вталкивателей 7.
Стан работает следующим образом.
Заготовка 10 под прокатку подается на обоих столах по оси прокатки транспортными роликами 4 непосредственно к рабочей клети 1. При этом качающийся упор 9, подъемно-опускающиеся рычаги 8 с вталкивателем 7 находятся в поднятом положении и не мешают осевой транспортировке заготовки 10 к рабочей клети 1. После того, как заготовка 10 подошла к рабочей клети 1, подъемно-опускающиеся рычаги 8 опускают вталкиватель 7 на транспортные приводные ролики 4 и вталкиватель 7 перемещается в зону первого от клети приводного задающего ролика 5. Этот ролик 5 опускается на вталкиватель 7 и прижимается к заготовке с помощью привода 6. Включают привод вращения ролика 5 (не показан) синхронно с приводом вращения транспортных роликов 4 и вталкиватель 7, упираясь торцом в заготовку 10, задает ее в рабочую клеть 1, где начинается прокатка. После этого вталкиватель 7 отводится транспортными роликами 4 в зону действия второго от клети 1 задающего ролика 5 и останавливается. Этот ролик 5 опускается на вталкиватель 7. После втоpого прохода заготовка 10 возвращается из рабочей клети 1. Первый от клети 1 задающий ролик 5 находится в поднятом положении и не мешает приему раската, который после выхода его из рабочей клети 1 и реверса привода 2 сразу же задается вталкивателем 7 опять в клеть 1 с помощью второго от клети задающего ролика 5. При этом вталкиватель 7 предварительно устанавливают на минимальное расстояние от торца заготовки так, что время на вторую и последующие задачи заготовки в клеть остается примерно постоянным и минимальным по величине. При последующих проходах вталкиватель 7 поочередно контактирует с остальным задающими роликами 5 и не имеет при прокатке постоянного фиксированного положения. После последнего прохода прокатки опускается качающийся упор 9, вталкиватель 7 отводится транспортными роликами 4 в исходное положение до упора 9 и подъемно-опускающимися рычагами 8 убирается с транспортных роликов 4 вверх, упор 9 также поднимается вверх Стан готов для приема новой заготовки.
Описанный стан для прокатки преимущественно круглого сорта по сравнению с известными позволяет при многопроходной прокатке высокопластичных металлов и их сплавов значительно сократить вспомогательное время между проходами и, следовательно, повысить производительность стана в целом. При этом повышается также выходе годного. (56) Авторское свидетельство СССР N 749466, кл. В 21 В 19/04, 1980.
Авторское свидетельство СССР N 737034, кл. В 21 В 19/02, 1980.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИЕМНО-ЗАДАЮЩИЙ СТОЛ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2030936C1 |
| СТАН ВИНТОВОЙ ПРОКАТКИ | 2005 |
|
RU2291007C2 |
| Передний стол стана винтовой прокатки | 1978 |
|
SU749466A1 |
| ПРОКАТНАЯ КЛЕТЬ | 1991 |
|
RU2009741C1 |
| Способ горячей прокатки полос и листов | 1986 |
|
SU1509142A1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ | 2004 |
|
RU2273534C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРУТКОВ | 1999 |
|
RU2166388C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 1991 |
|
RU2033283C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ЗАГОТОВОК | 1992 |
|
RU2028857C1 |
| ТРЕХВАЛКОВЫЙ СТАН ВИНТОВОЙ ПРОКАТКИ И ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2009737C1 |



Использование: в области прокатного производства, для горячей реверсивной прокатки круглого сорта и труб из высокопластичных металлов и их сплавов, таких как медь, алюминий, цирконий, титан и др. Сущность изобретения: стан для прокатки круглого сорта содержит рабочую клеть винтовой прокатки и аналогично выполненные передний и задний столы. Каждый из столов включает приводные транспортные ролики, расположенные над ними приводные задающие ролики и вталкиватель, смонтированный на подъемно-опускающихся рычагах. При этом первый от клетки задающий ролик смонтирован на расстоянии, превышающем минимальную длину раската, а последний - на расстоянии, превышающем максимальную длину раската по крайней мере на величину, равную половине диаметра задающих роликов. В процессе прокатки оба стола работают аналогично и осуществляют прием и задачу раската. 5 ил.
СТАН ДЛЯ ПРОКАТКИ пpеимущественно кpуглого пpоката, содеpжащий pабочую клеть винтовой пpокатки, пеpедний стол с задающими pоликами и вталкивателем, смонтиpованным на подъемно-опускающихся pычагах, и пpиводные тpанспоpтные pолики, отличающийся тем, что стан снабжен задним столом, выполненным констpуктивно аналогично пеpеднему столу, а также дополнительными паpами задающих pоликов, установленных вдоль тpанспоpтиpующих pоликов, вталкиватели на заднем и пеpеднем столах установлены с возможностью пеpемещения вдоль оси пpокатки, пpи этом пеpвый от клети задающий pолик смонтиpован на pасстоянии, пpевышающем минимальную длину pаската, а последний - на pасстоянии, пpевышающем максимальную длину pаската по кpайней меpе на величину, pавную половине диаметpа задающих pоликов.
