Изобретение относится к обработке металлов давлением, а точнее к оборудованию реверсивных станов винтовой прокатки в частности к приемно-задающим столам этих станов.
Известно устройство для задачи заготовки в косовалковый стан, содержащее вталкиватель в виде поршневого цилиндра, прикрепленную к его штоку головку со сменным наконечником, механизм вращения головки и механизм нанесения фрикционного материала на поверхность заготовки, выполненной в виде профильных роликов и емкости с дозатором для фрикционного материала [1].
Недостатком известного устройства являются ограниченные технологические возможности в отношении длины задаваемого в валки проката, что связано с ограниченной величиной хода поршневого вталкивателя. Практически ход поршневого вталкивателя не превышает 12 м. Другим недостатком, ограничивающим технологические возможности устройства, является затрудненный прием проката из валков рабочей клети при многопроходной прокатке, особенно длинномерных изделий.
Кроме того, недостатком являются значительные габариты устройства, поскольку проходные размеры устройства определяются наибольшей длиной раската, сложенной с длиной поршневого вталкивателя.
Ближайшим аналогом к изобретению является приемозадающий стол стана винтовой прокатки [2] , содержащий опорную раму, приводные транспортные ролики, приводные задающие тянущие ролики (прижимные сверху и снизу), желоб с приводом его перемещения в вертикальной плоскости, цилиндр-сталкиватель заготовок с рычажным механизмом подъема его над осью прокатки.
Конструкция известного стола позволяет осуществлять прием и задачу заготовки при многопроходной прокатке.
Недостаток известной конструкции заключается в ограниченных технологических возможностях, связанных с ограничением диапазона длин проката со стороны коротких заготовок. При прокатке труднодеформируемых материалов вытяжки металла за проход незначительны, поэтому минимальная длина заготовки при втором проходе (возврате из валков клети на стол после первого прохода) должна превосходить длину подъемного желоба настолько, чтобы конец проката попал в зону действия задающих роликов для дальнейшей многопроходной прокатки.
Наличие привода задающих роликов увеличивает поперечные габариты устройства и вызывает значительные затруднения в размещении и обслуживании примыкающего оборудования, например привода рабочей клети.
Задачей изобретения является расширение технологических возможностей приемозадающего стола при многопроходной реверсивной прокатке в части расширения диапазона длин проката со стороны минимальных длин, а также сокращение габаритов устройства.
Это решается за счет того, что приемозадающий стол стана винтовой прокатки, содержащий опорную раму, приводные транспортные ролики и прижимные сверху ролики, привод перемещения прижимных роликов в вертикальной плоскости, снабжен подпружиненными упорами и двуплечими рычагами для каждого прижимного ролика, смонтированными на опорной раме, каждый прижимной ролик установлен на одном конце двуплечего рычага, другой конец которого снабжен пятой, контактирующей с упором, причем двуплечий рычаг шарнирно соединен с приводом перемещения роликов.
Такое конструктивное выполнение приемозадающих столов позволит расширить их технологические возможности при многопроходной реверсивной прокатке в части расширения диапазона длин прокатываемых изделий со стороны минимальных величин.
Это достигается благодаря обеспечению задачи проката в валки рабочей клети непосредственно транспортными роликами, размещенными непосредственно возле рабочей клети. Для повышения усилия задачи использованы холостые прижимные ролики, причем каждый холостой ролик прижимает прокат к транспортным роликам посередине промежутков между ними.
С помощью регулируемых подпружиненных упоров, смонтированных на корпусах холостых прижимных роликов, усилие прижима проката по мере уменьшения его диаметра уменьшается, чтобы исключить опасность пластического изгиба и искривления проката под воздействием прижимающего усилия холостых роликов, контактирующих с прокатом, последовательно по мере увеличения длины проката. При этом усилие прижима каждого холостого ролика уменьшается пpопорционально отношению  , где d1 - исходный диаметр проката; dn - конечный диаметр проката, задаваемый в валки рабочей клети.
, где d1 - исходный диаметр проката; dn - конечный диаметр проката, задаваемый в валки рабочей клети.
Это отношение характеризует уменьшение момента сопротивления изгибу для круглого сечения, определяемого формулой:
Wиз. = 0,1 ˙d3.
Поскольку количество одновременно работающих прижимных холостых роликов увеличивается при увеличении длины проката усилие задачи проката в валки рабочей клети изменяется в незначительной степени несмотря на уменьшение усилия прижатия холостого ролика.
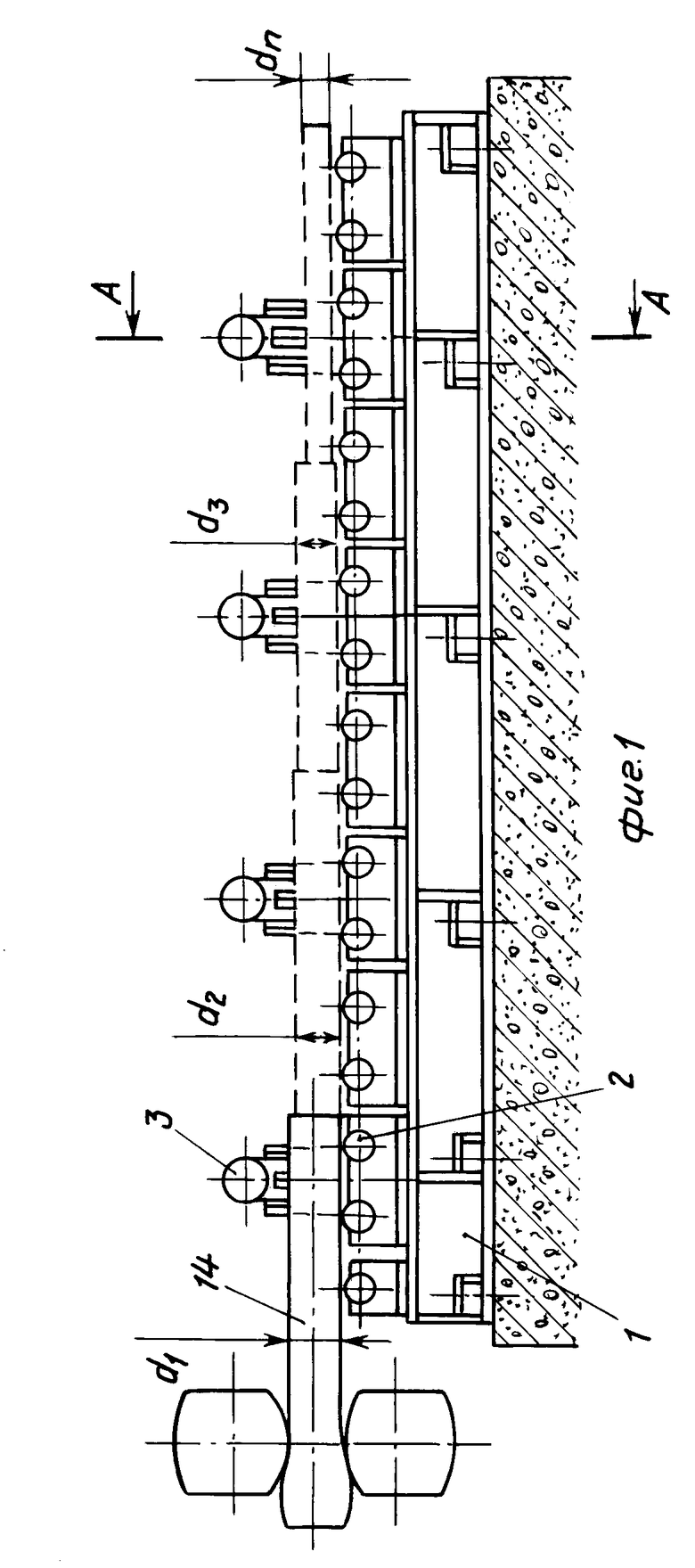
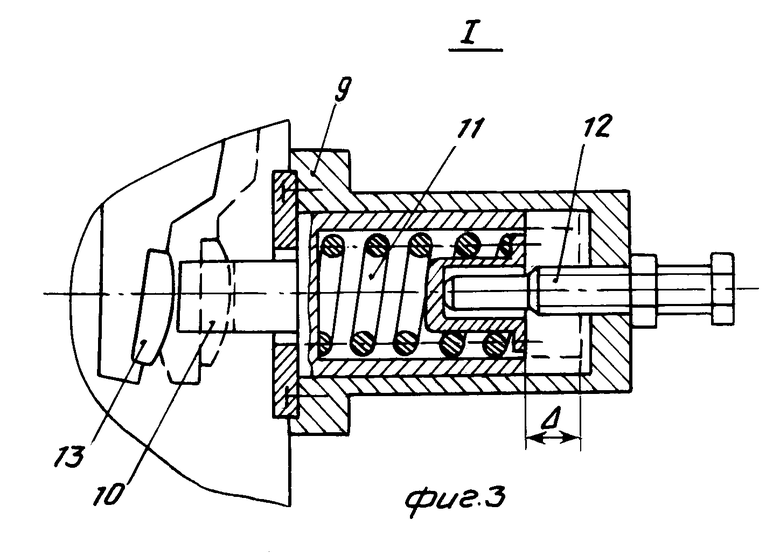
На фиг.1 изображен приемно-задающий стол стана винтовой прокатки, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.3 - узел I на фиг.2 (увеличено).
Приемно-задающий стол стана винтовой прокатки содержит опорную раму 1, на которой смонтированы приводные транспортные ролики 2 и холосты прижимные сверху ролики 3, выполненные профильными. Каждый прижимной ролик 3 установлен в подшипниках качения 4 на полом рычаге 5, смонтированном в корпусе 6 с возможностью качания на оси 7 от гидроцилиндра 8.
Для каждого прижимного ролика 3 предусмотрен подпружиненный упор 6, выполненный в виде жестко закрепленного на корпусе стакана 9, ползуна 10, пружины 11, регулировочного винта 12. Ползун 10 контактирует со сферической пятой 13, жестко закрепленной на рычаге 5. Прижимные ролики 3 расположены над транспортными роликами 2 посередине в промежутках между ними и монтируются непосредственно возле прокатной клети в зависимости от минимальной длины прокатываемых заготовок. Число прижимных роликов 3 соответствует числу проходов.
Жесткость пружин 11 упоров каждого ролика подбирают с учетом прижимаемого этим роликом диаметр проката, так чтобы при изменении диаметра проката от наибольшего d1 до наименьшего dn и соответствующей этому диаметру полной деформации пружины Δ, усилие прижатия профильных роликов 3 к прокату (усилие сопротивления пружин 11) уменьшилось пропорционально отношению (d1/dn)3. Это предусматривается для предотвращения пластического изгиба проката.
Устройство работает следующим образом.
Прием прокатанной заготовки 14 из валков рабочей клети производится на транспортные ролики 2. Холостые прижимные ролики 3 при этом находятся в поднятом положении.
При задаче заготовки 14 диаметром d1 первого прохода в валки рабочей клети опускается с помощью гидроцилиндра 8 до контакта с металлом первый от клети холостой прижимной ролик 3, включаются транспортные ролики 2. При последующих проходах по мере удлинения проката последовательно опускается второй от клети и т.д. холостые прижимные ролики.
При этом по мере уменьшения диаметра проката от исходного d1 до конечного dn прижимные ролики 3 опускаются все ниже и рычаги 5, поворачиваясь вокруг осей 7 относительно корпусов 7, своей пятой 13 воздействуют на ползуны 10 упоров и все больше сжимают пружины 11, предварительно поджатые регулировочными винтами 13. Таким образом, по мере уменьшения диаметра проката соответствующая пружина 11 оказывает все большее сопротивление усилию прижатия ролика 3 к задаваемому прокату.
Приемнозадающий стол стана винтовой прокатки имеет меньшие габариты и более широкие технологические возможности при многопроходной реверсивной прокатке в части расширения диапазона длин проката со стороны минимальных длин.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ДЛЯ ПРОКАТКИ | 1992 |
|
RU2009738C1 |
| СТАН ВИНТОВОЙ ПРОКАТКИ | 2005 |
|
RU2291007C2 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| ПРОВОДЯЩЕЕ УСТРОЙСТВО ПРОКАТНОЙ КЛЕТИ | 1999 |
|
RU2168380C1 |
| Передний стол стана винтовой прокатки | 1978 |
|
SU749466A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| Стан поперечно-винтовой прокатки труб | 1977 |
|
SU737034A1 |
| НЕПРЕРЫВНАЯ ГРУППА СТАНА ДЛЯ ПРОИЗВОДСТВА ТОЛСТЫХ ПОЛОС | 1996 |
|
RU2104105C1 |
| Многоклетевой стан продольной прокатки | 2019 |
|
RU2721339C1 |
Использование: изобретение относится к оборудованию реверсивных станов винтовой прокатки. Сущность изобретения: приемнозадающий стол содержит опорную раму 1, на которой смонтированы приводные транспортные ролики 2. В промежутках между последними расположены холостые прижимные сверху ролики 3. Для каждого прижимного ролика 3 предусмотрен подпружиненный упор и двуплечий рычаг 5, смонтированные на опорной раме. Каждый прижимной ролик установлен на одном конце двуплечего рычага 5, другой конец которого снабжен пятой, контактирующей с упором. 3 ил.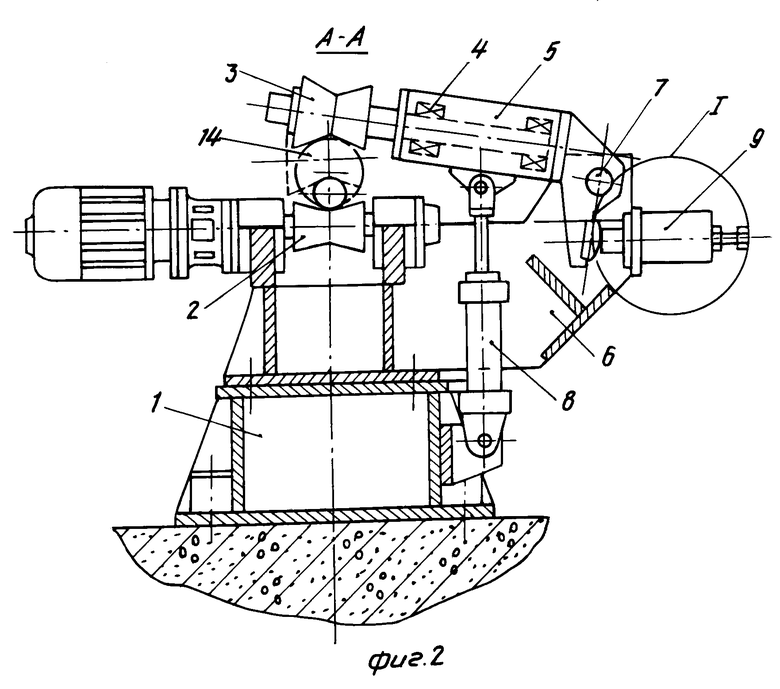
ПРИЕМНО-ЗАДАЮЩИЙ СТОЛ СТАНА ВИНТОВОЙ ПРОКАТКИ, содержащий опорную раму, приводные транспортные и прижимные сверху ролики, привод перемещения прижимных роликов в вертикальной плоскости, отличающийся тем, что он снабжен подпружиненными упорами и двуплечими рычагами для каждого прижимного ролика, смонтированными на опорной раме, каждый прижимной ролик установлен на одном конце двуплечего рычага, другой конец которого выполнен с пятой, контактирующей с упором, причем двуплечий рычаг шарнирно соединен с приводом перемещения прижимных роликов.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Передний стол стана винтовой прокатки | 1978 |
|
SU749466A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
